Изобретение относится к области производства холоднотянутых профилей электротехнического назначения из следующих нетермоупрочняемых бронз: кадмиевой, магниевой, оловянной, серебряной и других.
Известно [например, 1-5 и др.], что указанные профили являются весьма ответственной продукцией подотрасли цветметобработки, поскольку согласно требованиям нормативных документов должны:
- обладать высокими прочностными свойствами, в частности твердостью, чтобы выдерживать механические нагрузки и противостоять истиранию;
- иметь надлежащую точность геометрических параметров поперечного сечения, в том числе углов наклона граней (плоскостей) сечения, чтобы обеспечивать долговечность и надежность узлов электротехнических устройств и аппаратов;
- отвечать высоким требованиям к качеству поверхности;
- иметь электропроводность, уровень которой должен приближаться к электропроводности меди.
Основные виды изделий из перечисленных бронз - это: коллекторные полосы клиновидного поперечного сечения; профили, предназначенные для изготовления различных электрических контактов; провода контактной сети электротранспорта - как городского, так и магистрального; круглые прутки, предназначенные для изготовления разнообразных деталей электротехнических установок. Профили получают волочением (в большинстве случаев - многопроходным) горячекатаных или горячепрессованных заготовок через монолитные (другие названия - сплошные, целиковые) или составные волоки; и те, и другие выполняют из инструментальных сталей или из металлокерамических твердых сплавов типа ВК.
Представляется целесообразным уровень техники рассмотреть применительно к наиболее ответственным из перечисленных изделий, а именно - к коллекторным профилям клиновидного (в вертикальном положении - трапециевидного) поперечного сечения, из которых путем операций холодной штамповки (в том числе вырубки) изготавливают ламели - базовые детали коллектора, который является важнейшим узлом электрических машин постоянного тока и от надежной работы которого зависит работоспособность и долговечность эксплуатации всей электрической машины в целом [6-8].
Известен технологический регламент [9], согласно которому коллекторные профили, в частности крупных сечений и весьма ответственного назначения, предназначенные для тяговых электрических машин магистральных электровозов и тепловозов, получали ранее волочением за 3-4 прохода горячепрессованных заготовок через монолитные твердосплавные волоки, применяя смягчающие отжиги после каждого прохода; в современной волочильной технике для их производства используют и монолитные, и составные волоки. Смазочной композицией, используемой при волочении, является, как правило, смесь машинного и растительного масел, наносимая на заготовку перед ее входом в волоку.
Согласно известной технологической схеме [9] с целью восстановления пластических и снижения прочностных свойств промежуточных заготовок, как правило, проводят их полный рекристаллизационный отжиг; при этом в случае светлого (безокислительного) отжига, например бунтовых заготовок полос мелких и средних сечений в печах с водяными затворами, не требуется проводить операцию грубого удаления окалины путем травления в растворе кислоты. Однако даже в случае безокислительного отжига есть необходимость, особенно для ответственной продукции, в удалении темных пятен неполностью выгоревшей смазки в виде коксующегося остатка - также путем травления, но в ослабленном режиме. При проведении смягчающей термообработки промежуточных заготовок полос крупного сечения, волочение которых осуществляют не в бунтах, а в отрезках (в концах), отжиг ведут в печах с окислительной атмосферой, после чего вынуждены предусматривать следующие операции: травление заготовок в растворе серной кислоты, промывка в холодной, а затем в горячей воде, сушка; все это сопровождается дополнительными транспортными операциями с партиями металла и в совокупности - удорожанием технологии и ухудшением экологической ситуации. Вместе с тем следует отметить, что проводимое после отжига однократное травление полос, особенно широких, неполностью удаляет окалину вследствие нередкого на практике плотного прилегания полосы к полосе при химической обработке партии металла; для полного и окончательного удаления окалины предусмотрено вторичное дотравливание, проводимое после зарубки и завальцовки концов полос, при проведении которых производится их перекладывание. Необходимость осуществления перечисленных выше операций после каждого прохода многоразового волочения еще более повышает трудо-, энерго- и материалоемкость известной технологии.
В качестве наиболее близкого аналога (далее - НБА) предлагаемого технического решения принят способ производства профилей электротехнического назначения из термически не упрочняемых бронз [15, с.236-252]. Согласно приведенной в [9, 10] полностью развернутой технологической схеме производства этих профилей в качестве инструмента применяют как целиковые, так и составные волоки с твердосплавными рабочими вкладышами, для получения готового профиля чистовых размеров с регламентированными нормативными документами характеристиками волочение горячепрессованной заготовки проводят не менее чем за 3-4 прохода; при этом после каждого прохода предусмотрен перечисленный выше в разделе «Уровень техники» комплекс трудоемких и экологически небезвредных вспомогательных операций, в частности полный рекристаллизационный отжиг и последующее травление. Широко известно, что после такого отжига металлу полностью возвращены его пластические свойства, а прочностные свойства снижены до их исходного состояния. Представляется уместным остановиться на следующих обстоятельствах.
1. Чтобы путем деформационного упрочнения получить требуемый уровень твердости готовых коллекторных полос, их чистовое (отделочное) волочение стремятся проводить с максимально возможной степенью деформации, которая, однако, как правило, не превышает 20…25% [13, 14 и др.] во избежание обрывности переднего конца полосы после его выхода из волоки и с целью получения высокой точности геометрических параметров готовых полос, отвечающих жестким требованиям нормативной документации. В конечном итоге, с учетом многократных отжигов и сопутствующих операций применение известного способа порождает, как отмечено выше, неоправданно высокие материальные и трудовые затраты, а также ухудшает экологическую ситуацию.
2. С целью повышения служебных характеристик коллекторных полос, в частности их твердости по Бринеллю, уровень которой является решающим фактором в направлении увеличения стойкости коллектора на истирание и, следовательно, повышения ресурса электрической машины, можно использовать два способа:
- в качестве материала коллекторной полосы назначить термоупрочняемые бронзы: хромовую, циркониевую, хромоциркониевую. В этом случае после получения готового профиля проводят его закалку (обработку на твердый раствор легирующего в зерне основы) и искусственное старение (дисперсионное твердение), что позволяет достичь значений твердости по Бринеллю до 1300 МПа [11];
- попытаться провести 3-4-кратное волочение заготовок из нетермоупрочняемых бронз без промежуточных отжигов и получить высокий уровень упрочнения металла путем холодной деформации.
Ниже, с учетом конкретных производственных условий, рассмотрены оба способа.
В отечественной и зарубежной практике известно использование указанных выше термоупрочняемых бронз только для изготовления мелких коллекторных полос, обрабатываемых по всему технологическому циклу в бунтовом виде; максимальная высота их сечения составляет ≤40 мм. Попытки использовать термоупрочняемые бронзы для изготовления упомянутых выше ответственных коллекторных полос крупных сечений, имеющих высоту профиля 100 мм и более, оказались безуспешными в связи со следующими негативными проявлениями:
- высокая стоимость этих сплавов в сравнении с нетермоупрочняемыми;
- сложность проведения закалки не бунтовых, а концевых полос как в части безокислительного нагрева, так и вследствие трудности обеспечения резкого и в то же время равномерного охлаждения в воде садки металла при закалке;
- высока вероятность появления искажений макрогеометрии полос при закалке и искусственном старении, тем более нежелательных, что эти термические операции проводят для окончательного готового профиля;
- значительное увеличение энерго- и трудоемкости как результат необходимости проведения операций упрочняющей термообработки.
Что касается возможности осуществления многопроходного волочения полос из нетермоупрочняемых бронз без промежуточных отжигов, основанного на применении режимов и приемов способа - НБА, то здесь возникают практически непреодолимые трудности, порождаемые использованием в качестве смазочной композиции смеси минерального и растительного масел. Известно, что такая смазка удовлетворительно обеспечивает режим граничного трения, но только при умеренных значениях нормального давления металла на стенки волочильного канала в его деформационной зоне. Опыты, проведенные заявителем с круглыми прутками из кадмиевой бронзы, показали, что, например в случае безотжигового трехпроходного волочения, по мере повышения прочностных свойств протягиваемых без отжига заготовок нормальное давление в волочильном канале возрастает настолько, что почти вся жидкая смазка выдавливается из канала в сторону, обратную направлению волочения. Вследствие этого режим граничного трения грубо нарушается и по существу переходит в режим полусухого трения, что приводит к интенсивному налипанию протягиваемого металла на поверхность волочильного канала, резкому снижению качества поверхности прутков с появлением на ней рисок и задиров и, как следствие, - к несоответствию полуфабрикатов требованиям нормативного документа.
3. Стабильно замечено, что в процессе кислотного травления на полосах осаждается выделяющаяся из травильного раствора вторичная медь в виде мелкодисперсного порошка, покрывающего практически всю поверхность полос. Порошок вторичной меди, остающийся на полосах после каждого травления, включая травление перед чистовым проходом, приводит к появлению на поверхности полос дефекта в виде плены, не допускаемой нормативными документами.
4. Предприятия - потребители крупных коллекторных профилей из нетермоупрочняемых кадмиевой, оловянной и серебряной бронз в последние годы настойчиво требуют от предприятий-изготовителей организовать выпуск продукции улучшенного качества, в частности коллекторных полос с существенно повышенной твердостью по Бринеллю до значений 1000…1100 МПа по сравнению с требованиями ГОСТов [2, 12] и ТУ [3, 4] на уровне 900…950 МПа. Однако реализуемая в соответствии со способом - НБА действующая технология производства этих полос в принципе не может обеспечить выполнение повышенных требований предприятий - потребителей с учетом рассмотренных выше обстоятельств.
Таким образом, подводя итог анализу недостатков, присущих способу - НБА, следует констатировать его непригодность для решения поставленных ниже задач предлагаемого технического решения.
Задачами предлагаемого технического решения являются: повышение потребительских качеств профилей электротехнического назначения из термически не упрочняемых бронз путем значительного увеличения параметра их твердости по Бринеллю; снижение трудо-, энерго- и материалоемкости технологии; улучшение экологической ситуации.
Указанные задачи решаются тем, что в отличие от известного способа производства электротехнических профилей из термически не упрочняемых бронз, включающего многопроходное волочение горячекатаной или горячепрессованной заготовки, проводимое в режиме граничного трения с применением в качестве смазочной композиции смеси из минерального и растительного масел, промежуточные полные рекристаллизационные отжиги после каждого прохода волочения и сопутствующие отжигам вспомогательные операции, согласно предлагаемому техническому решению волочение осуществляют с накоплением деформационного упрочнения металла и нарастанием от прохода к проходу суммарного коэффициента вытяжки до значения 1,6…3,0, при этом величину коэффициента вытяжки в первом проходе волочения устанавливают в интервале 1,28…1,36, а во втором и последующих проходах - в интервале 1,17…1,22.
Далее изложен механизм реализации заявленных в формуле изобретения признаков, т.е. осуществление способа.
Способ осуществляется следующим образом. В условиях действующего производства наиболее целесообразно использовать горячепрессованную заготовку, поскольку она обладает повышенной по сравнению с горячекатаной заготовкой пластичностью, - во-первых, вследствие имеющей место при прессовании мягкой схемы напряженного состояния с преобладанием сжимающих напряжений; во-вторых, из-за нередкого на практике выхода (по ряду причин) температуры конца прокатки за нижний предел температурного интервала, что ощутимо снижает пластичность горячекатаной заготовки и порождает необходимость ее предварительного отжига перед обработкой волочением; в-третьих, качество поверхности горячепрессованной заготовки, как правило, выше, нежели горячекатаной, т.к. при прессовании, особенно при использовании плоской матрицы, практически все поверхностные дефекты литой заготовки остаются в пресс-остатке, в то время как при горячей прокатке, помимо пороков литья, на поверхности заготовки появляются дефекты прокатного происхождения, наиболее неблагоприятный из которых - вкатанная окалина.
Вместе с тем не следует полностью исключать возможность использования горячекатаной заготовки, и при надлежащем уровне качества она вполне может быть приемлема. Что касается использования непрерывнолитых заготовок, то их применение ограничено весьма жестко - как вследствие простой формы их сечения (обычно это круг), порождающей необходимость повышения числа проходов для получения фасонных профилей, так и по причине, неблагоприятной для волочения малопластичной крупнозернистой литой структуры, не позволяющей продуктивно использовать волочение из-за преобладания в этом процессе растягивающих напряжений.
Далее горячепрессованную заготовку передают на обработку в волочильный передел. Обоснование указанного в формуле распределения коэффициентов вытяжки по проходам при волочении приведено в конце раздела «Раскрытие сущности изобретения». Дополнительное отличие от способа - НБА заключается в том, что согласно предлагаемому техническому решению по всему маршруту волочения отсутствуют отжиги и сопутствующий им комплекс вспомогательных операций; кроме того, предусмотрено создание режима гидродинамического трения путем применения напорных (нагнетающих смазку) волок, а также использования порошкообразной смазки. При этом нет необходимости отдельно организовывать изготовление напорных волок, т.к. в качестве напорных используются изношенные рабочие волоки, у которых размеры канала после ряда его реставраций превысили допускаемые отклонения на размеры сечения профиля; указанные превышения, как правило, вполне соответствуют требуемой величине зазора между поверхностью калибрующей зоны канала напорной волоки и заготовкой. Таким образом, во многих случаях дополнительная обработка канала напорных волок не требуется. С учетом очевидных причин стойкость напорной волоки существенно выше стойкости рабочей, и это позволяет устанавливать вышедшую из размеров рабочую волоку на место напорной, а напорную для данного прохода обрабатывать до размеров канала рабочей или напорной волок предыдущего прохода и т.д.
Волочильный канал напорных и рабочих волок выполнен с традиционным профилем, включающим входную, смазочную, деформационную, калибрующую и выходную зоны. Отличие рабочей от напорной волоки состоит в том, что размеры калибрующей зоны последней выполнены с таким расчетом, чтобы между заготовкой, поступающей в напорную волоку, и поверхностью ее калибрующей зоны оставался зазор, в который втягивается сухая смазка с целью создания режима гидродинамического трения. Целесообразная величина этого зазора зависит от условий деформации и на основании опытных данных заявителя составляет, как правило, 0,2…0,5 мм на сторону, причем с целью соблюдения соосности заготовки и канала и равномерности толщины слоя смазки зазор к концу маршрута следует выдерживать ближе к нижнему пределу указанного (0,2…0,5 мм) интервала. Дополнительным условием соблюдения режима гидродинамического трения является назначение полууглов деформационной зоны канала и рабочих, и напорных волок невысокими по абсолютной величине и в весьма суженом диапазоне 5…8 градусов. Что касается чистоты обработки поверхностей деформационной и калибрующей зон канала рабочих волок, то в первых двух проходах (при 3-кратном маршруте) и в первых трех проходах (при 4-кратном) эти поверхности выполняют шлифованными, а в заключительном чистовом проходе - полированными.
Волочильный канал твердосплавных волок в конкретных условиях производства, на базе которого реализовано заявляемое техническое решение, получают процессом электроэрозионного вырезания (термин стандартизирован) с использованием прецизионного станка AGIECUT CLASSIK 2S (Швейцария), применяя в качестве расходуемого электрода проволоку диаметром 0,25 мм из латуни марки Л63. Станок оснащен следующими устройствами и системами:
- высокоадаптированной системой программного обеспечения;
- обратной связью обрабатывающего центра с управляющей ЭВМ, осуществляемой с помощью оптических устройств;
- системой поддержания устойчивого температурного режима рабочей среды - дистиллированной деионизированной воды - с целью минимизации тепловых искажений и стабилизации параметров электрической дуги;
- системой кондиционирования окружающей воздушной среды;
- высокоточными устройствами, обеспечивающими дискретность шага в процессе электроэрозионного вырезания, равную 0,1 мкм.
В связи с этим с учетом обеспечения надлежащей высокой точности параметров волочильного канала реализация признаков заявляемого технического решения осуществляется вполне надежно.
Коэффициенты вытяжки по проходам λi назначают согласно следующему принципу: ориентируясь на высокую пластичность горячепрессованной заготовки, в первом проходе волочения принимают λ1=1,28…1,36; во втором и последующих проходах, с учетом накопленного металлом деформационного упрочнения и во избежание обрывности переднего конца заготовки, принимают λ2,3,4=1,17…1,22. Такое распределение λi неоднократно проверено заявителем в производственных условиях и зарекомендовало себя вполне положительно.
Ниже в виде двух этапов приведено развернутое обоснование назначения коэффициентов вытяжки λi по проходам при волочении фасонных профилей. На первом этапе рассмотрены четыре фактора, служащие основанием для назначения в первом проходе маршрута λi равным 1,28…1,36.
1. В связи с высокой пластичностью и сниженной твердостью исходной прессованной заготовки зубья плашек захватывающего устройства волочильного стана врезаются в тело завальцованного конца заготовки (так называемой «захватки») достаточно глубоко, тем самым в первом проходе обеспечивается возможность приложить к этому концу весьма значительное усилие волочения и, следовательно, достичь повышенных значений λ1, в частности, в конкретном случае заявляемого способа - до величины 1,28…1,36. Этот интервал проверен практически в производственных условиях как при волочении коллекторных полос из кадмиевой, магниевой и серебряной бронз, так и при волочении других фасонных профилей.
2. Повышенные радиусы закруглений углов поперечного сечения заготовки, получаемой в первом проходе, по отношению к аналогичным радиусам во втором и последующих проходах.
3. Сухая смазка (в виде мыльного порошка) практически не подвержена выдавливанию из очага деформации при значительных нормальных давлениях, свойственных процессу волочения фасонных профилей, - в отличие от жидкой смазки, например смеси минерального и растительного масел.
4. Наиболее благоприятные условия для создания режима гидродинамического трения именно в первом проходе, т.к. прессованная заготовка имеет относительно более грубую поверхность по сравнению с поверхностью металла после волочения, следовательно, на поверхности с повышенной шероховатостью адгезия сухой смазки (порошка мыла) реализуется более надежно. Об этом свидетельствует матовое (неблестящее) состояние поверхности промежуточной заготовки уже после первого прохода волочения.
На втором этапе рассмотрены четыре фактора, служащие основанием для ограничения во втором и последующих проходах маршрута волочения фасонных профилей λi величиной 1,17…1,22.
1. Сложная форма сечения порождает необходимость организовать направленное течение металла в углы профиля - как внутренние, так и наружные [13]. Как правило, радиус закругления этих углов постепенно уменьшается по ходу маршрута волочения, то есть от первого прохода к последнему, поэтому с учетом этого обстоятельства целесообразно снижать λi до указанной величины, начиная со 2-го прохода.
2. Неизбежно различие длин контактной поверхности на различных участках деформационной зоны из-за разных значений абсолютного обжатия по сечению профиля и, как следствие, появление дополнительных сдвиговых деформаций [13], что порождает необходимость ограничения λi.
3. Значительное понижение уровня пластических свойств металла по ходу маршрута волочения вследствие деформационного упрочнения - в случае маршрута, не содержащего смягчающие отжиги согласно заявляемому способу.
4. Сечение завальцованного конца заготовки (захватки) по ходу маршрута волочения постепенно уменьшается по сравнению с основным сечением профиля, что обусловливает во избежание частой обрывности необходимость снижения λi - конкретно до величины λi=1,17…1,22 во всех проходах, кроме первого.
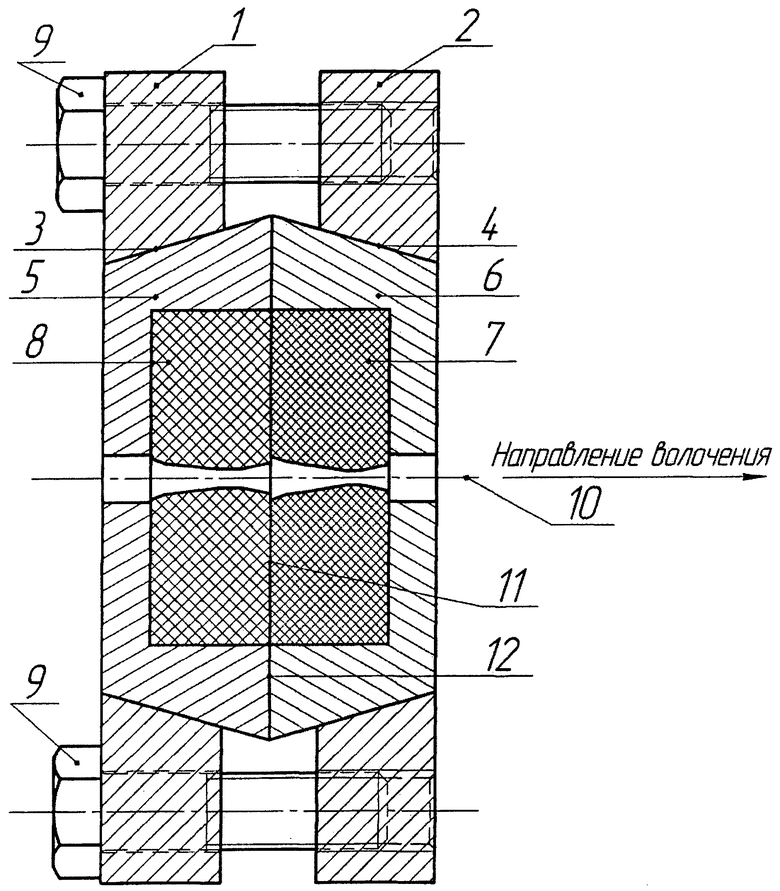
Во избежание прорыва порошкообразной смазки, находящейся под высоким давлением, за пределы системы «напорная волока - рабочая волока» предусмотрены следующие меры, обеспечивающие надежную герметизацию сочленения волок (фигура).
Корпус сборного волочильного инструмента выполнен разъемным, состоящим из двух силовых пластин 1 и 2 с коническими посадочными гнездами 3 и 4. В гнездах 3 и 4 установлены состыкованные торцами обоймы 5 и 6 с напорной 8 и рабочей 7 твердосплавными вставками, причем с целью плотного прижатия торцев обойм 5 и 6 и вставок 8 и 7, поверхности сопряжения 3 и 4 как посадочных гнезд пластин, так и обойм выполнены с противоположной конусностью. С той же целью суммарная толщина пластин 1 и 2 меньше суммарной толщины обойм 5 и 6, а для гарантированной герметизации объема смазки, находящейся в волочильных каналах напорной и рабочей волок, контактирующие поверхности 11 и 12 торцев вставок и обойм выполнены шлифованными. Силовые пластины 1 и 2 с установленными в них волоками плотно стянуты винтами 9. Совмещенные оси напорной и рабочей волок обозначены на фигуре позицией 10.
В результате реализации комплекса признаков предлагаемого технического решения получены следующие виды технического, экономического и экологического эффекта.
1. Повышены потребительские свойства электротехнических профилей путем значительного увеличения их твердости по Бринеллю, которая, например, для коллекторных полос из нетермоупрочняемых бронз, возросла:
- по отношению к нормативам ГОСТ [2, 12] и ТУ [3, 4] на 26…33%;
- по отношению к требованиям предприятий - потребителей коллекторных полос ответственного назначения на 14…20%.
Естественно, что вследствие интенсивного деформационного упрочнения имеет место снижение пластических характеристик, однако их уровня вполне достаточно для соответствия получаемых профилей требованиям нормативной документации как по состоянию поверхности профилей (отсутствие наружных дефектов, например задиров и трещин), так и с позиции их последующей обработки методами холодной штамповки, что подтверждено практикой использования профилей на электромашиностроительных предприятиях. В частности, при проведении с участием заявителя операции холодной вырубки ламелей из коллекторных полос ряда крупных сечений высотой более 100 мм, протянутых согласно технологическому режиму заявляемого способа, никаких нарушений качества получаемых изделий не выявлено.
2. Существенно снижена трудо-, энерго- и материалоемкость производства профилей за счет ликвидации смягчающих промежуточных отжигов и сопутствующих отжигам вспомогательных операций - травления, промывки, сушки, транспортирования, а также необходимости очистки сточных вод и вентвыбросов.
3. Вследствие отказа от операции химической обработки заготовок (т.е. от травления) улучшена экологическая ситуация как непосредственно в волочильном цехе, так и на предприятии в целом.
В качестве примеров конкретной реализации заявляемого технического решения ниже приведены результаты промышленного опробования предлагаемого способа для получения клиновидных коллекторных профилей из кадмиевой бронзы Бр Кд1 четырех позиций при 2-х, 3-х, 4-х и 5-проходных маршрутах их волочения из горячепрессованных заготовок. Информация о маршрутах и коэффициентах вытяжки приведена в таблице. Анализ табличных данных свидетельствует о соответствии фактических коэффициентов вытяжки значениям этого параметра, указанным в формуле изобретения. Принятые табличные и опробованные в промышленных условиях значения частных коэффициентов вытяжки λi вблизи верхних пределов соответствующих интервалов порождены стремлением спроектировать и использовать наиболее короткие с позиции экономической целесообразности маршруты. В принципе, с учетом конкретных производственных условий и в зависимости от сложности формы поперечного сечения профилей, нет никаких препятствий для использования значений λi в пределах границ обоих интервалов: λ1=1,28…1,36 и λi=1,17…1,22.
Оборудование - линейный цепной волочильный стан усилием 150 кН. Смазку - мыльный порошок наносили путем свободного пропускания заготовки через мыльницу, наполненную просушенным до остаточной влажности ~5% порошком мыла. Визуальная оценка показала, что слой мыльной смазки присутствовал на поверхности полос во всех проходах, включая чистовой; это свидетельствует о реализации режима гидродинамического трения по всему маршруту. К качеству поверхности готовых профилей со стороны службы ОТК никаких претензий не предъявлялось. Для всех проходов использован сборный волочильный инструмент, включающий целиковые напорную и рабочую волоки с вставками, выполненными из карбидо-вольфрамового твердого сплава марки ВК8. Зазор между заготовкой и поверхностью калибрующей зоны волочильного канала напорных волок составлял, как указывалось выше, 0,2…0,5 мм на сторону. Получена твердость по Бринеллю готовых протянутых коллекторных полос в интервале 1200…1250 МПа, т.е. существенно выше значений, нормированных стандартами.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Электротехнические материалы: справочник / В.В.Березин, Н.С.Прохоров, Г.А.Рыков и др. М.: Энергоатомиздат, 1983, 504 с.
2. ГОСТ 4134-75. Профили из медных сплавов для коллекторных электрических машин. М.: Изд-во стандартов, 1980, 8 с. УДК 669.35-422:621.313.047. 2:006.354. Группа В53.
3. ТУ 48-21-491-75. Полосы из меди с кадмием тянутые коллекторные. Введ. 15.07.1975.
4. ТУ 16-501.033-87 Профили трапецеидальной формы для пластин коллекторов электрических машин. УДК 669.14-423. ОКП 18 4480. Группа В52.
5. ГОСТ 2584-86. Провода контактные из меди и ее сплавов. Введ. 01.01.1988. М.: Изд-во стандартов, 1986. УДК 621.332.3:669.3[083.74]. Группа Е41.
6. Металлургические электродвигатели. Изд. 2-е / Н.М.Баталов, В.А.Белый, А.Б.Иоффе и др. М.: Энергия, 1967, 240 с.
7. Виноградов Н.В. Производство электрических машин. М.: Энергия, 1970.
8. Иоффе А.Б. Тяговые электрические машины. М-Л.: Госэнергоиздат, 1957, 247 с.
9. Патент РФ №51294. Коллекторная полоса из сплава меди с серебром. Опубл. 27.01.2006, Бюл. №3.
10. Совершенствование технологии производства коллекторных профилей из электротехнических бронз / Н.С.Арсентьева, О.Н.Дашкевич, Н.Ф.Боков и др. Цветные металлы №7, 2009. С.64-68.
11. Промышленные цветные металлы и сплавы: справочник / А.П.Смирягин, Н.А.Смирягина, А.В.Белова. М.: Металлургия, 1974, 488 с.
12. ГОСТ 3568-83. Профили трапецеидальной формы из меди и меди, легированной серебром, для коллекторов электрических машин. М.: Изд-во стандартов, 1983, 17 с. УДК 669.3-423.006.354. Группа В53.
13. Перлин И.Л., Ерманок М.З. Теория волочения. Изд. 2-е. М.: Металлургия, 1971, 488 с.
14. Ерманок М.З., Ватрушин Л.С. Волочение цветных металлов и сплавов. М.: Металлургия, 1988, 288 с.
15. Осинцев О.Е., Федоров В. Медь и медные сплавы. Отечественные и зарубежные марки. Справочник. М.: Машиностроение, 2004. 336 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ХРОМОВОЙ БРОНЗЫ | 2002 |
|
RU2239670C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ ИЗ МЕДНОСЕРЕБРЯНОГО СПЛАВА | 2006 |
|
RU2317867C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ ИЗ НИХРОМА | 2008 |
|
RU2371267C1 |
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ПРОВОЛОКИ ИЗ ОЛОВЯННО-ЦИНКОВОЙ БРОНЗЫ БРОЦ4-3 | 2006 |
|
RU2315129C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОС ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2371268C1 |
| СПОСОБ ПОДГОТОВКИ ХОЛОДНОТЯНУТЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ ПОД СТЫКОВУЮ СВАРКУ | 1997 |
|
RU2131341C1 |
| Дистанционирующая проволока для тепловыделяющих сборок ядерных реакторов и способ ее изготовления | 2023 |
|
RU2829229C1 |
Изобретение предназначено для повышения потребительских качеств холоднотянутых профилей электротехнического назначения, выполняемых из термически не упрочняемых бронз-кадмиевой, магниевой, оловянной, серебряной и других. Способ включает многопроходное волочение металла. Значительное увеличение твердости, снижение трудо-, энерго- и материалоемкости технологии, улучшение экологической ситуации на производстве обеспечивается за счет того, что многопроходное волочение осуществляют с накоплением деформационного упрочнения металла и нарастанием от прохода к проходу суммарного коэффициента вытяжки до значения 1,6…3,0, при этом коэффициент вытяжки в первом проходе волочения устанавливают в интервале 1,28…1,36, а во втором и последующих проходах - в интервале 1,17…1,22. Способ обеспечивает существенное повышение твердости изделий, в частности твердость по Бринеллю коллекторных полос из кадмиевой бронзы увеличена до 1200…1250 МПа, что значительно выше стандартных нормативов. 1 ил., 1 табл.
Способ производства электротехнических профилей из термически не упрочняемых электротехнических бронз, включающий холодную пластическую деформацию металла посредством многопроходного волочения, отличающийся тем, что волочение осуществляют с накоплением деформационного упрочнения металла и нарастанием от прохода к проходу суммарного коэффициента вытяжки до значения 1,6…3,0, при этом величину коэффициента вытяжки в первом проходе волочения устанавливают в интервале 1,28…1,36, а во втором и последующих проходах - в интервале 1,17…1,22.
| ОСИНЦЕВ О.Е | |||
| и др | |||
| Медь и медные сплавы | |||
| Отечественные и зарубежные марки | |||
| Справочник | |||
| - М.: Машиностроение, 2004, с.236-252 | |||
| Замок искусственного коленного шарнира | 1947 |
|
SU71914A1 |
| Способ получения спичек на основе полимеров | 1948 |
|
SU77806A1 |
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ПРОВОЛОКИ ИЗ БРОНЗЫ БрХЦрК | 2007 |
|
RU2347007C2 |
| РАБОЧИЙ ОРГАН РАЗБРАСЫВАТЕЛЯ СЫПУЧИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2221358C2 |

