Изобретение относится к волочильному производству получения высокоточных полосовых электротехнических профилей, конкретно - к составному инструменту для изготовления медных шин прямоугольного поперечного сечения.
Известно, что довольно значительный период времени указанные профили получали одно-двухразовым волочением горячекатаных или горячепрессованных заготовок через цельные (другое название - монолитные) волоки, выполненные из незакаленных хромсодержащих высокоуглеродистых инструментальных сталей (марок X12, Х12М, Х12Ф, ШХ15 и др.), имеющих невысокую эксплуатационную стойкость, или из значительно более износостойких металлокерамических твердых сплавов (марок ВК8, ВК10, ВК15 и др.) [1, 3]. Основной недостаток этих двух вариантов волочильного инструмента - необходимость весьма трудоемкой ручной доводки размеров, а также немеханизированных шлифовки и полировки канала волок, особенно для выполненных из твердых сплавов; кроме того, твердосплавную вставку требовалось надежно закрепить в стальной обойме одним из способов - горячей посадкой, пайкой латунью и др.
В последующем известное применение получил составной волочильный инструмент, который обладает определенными достоинствами по сравнению с цельными волоками [2, 4, 5]:
- возможностью применения механической обработки (фрезерования, шлифовки, полировки) элементов волок, главным образом - рабочих вкладышей;
- возможностью (разумеется, в ограниченных пределах) корректировать размеры протягиваемых профилей;
- простотой и удобством реставрации рабочих вкладышей при их износе в процессе волочения;
- несложностью перешлифовки рабочих вкладышей для волочения другого, близкого по размерам поперечного сечения профиля.
Особенности конструкций составных волок связаны, как правило, с их назначением. Волочильный канал составных волок для получения простых фасонных профилей (квадрат, шестигранник) образован закрепленными в стальных сухарях твердосплавными вкладышами; сухари, в свою очередь, установлены в обойме [2]. При наличии клинового или винтового регулировочного механизма возможности составных волок несколько расширяются, однако такие конструкции широкого распространения в волочильном производстве не получили [4], а для изготовления профилей электротехнического назначения из меди и медных сплавов, к которым предъявляются повышенные требования, их следует признать практически непригодными.
При проектировании, изготовлении и эксплуатации составных волок, особенно предназначенных для получения продукции повышенных категорий качества, исполнители сталкиваются с противоречивыми требованиями: с одной стороны, необходимо обеспечить высокую размерную точность и надлежащее качество поверхности изделий, фиксируя точно обработанные, желательно - полированные, вкладыши в жесткой обойме, а с другой стороны - предусмотреть возможность регулирования размеров волочильного канала путем незначительной корректировки (смещения положения вкладышей), чтобы компенсировать вероятные погрешности изготовления и сборки элементов волоки и износ канала в процессе эксплуатации [4, 5].
Наиболее близкой к предлагаемому изобретению и выбранной в качестве прототипа является составная волока, представленная в [6]. Волока предназначена для волочения трапецеидальных профилей, например коллекторных полос из меди и медных сплавов и состоит из рабочих вкладышей (в прототипе они названы вставками) и прокладок между ними, названные элементы закреплены в обойме клиньями и винтами; волока выполнена с разъемом между рабочими вкладышами и прокладками на противоположных сторонах трапеции.
Известное техническое решение, разработанное для волочения коллекторных профилей и применяемое впоследствии без прокладок между рабочими вкладышами, может эффективно использоваться для получения именно коллекторных полос, поскольку в местах разъема вкладышей на основаниях трапецеидального сечения профиля практически неизбежно появление рисок или выступов, которые допускаются не только по ГОСТ 4134-75 [7], но даже предусмотрены в более жестких в сравнении с указанным стандартом ТУ [8]. Однако существенным недостатком известного технического решения по прототипу является невозможность его использования для волочения медных шин - одного из массовых видов продукции заводов цветметобработки, так как ни на малых, ни на больших гранях шин выступы, согласно ГОСТ 434-78 [9], не допускаются.
Ситуация особенно усложняется в трех следующих случаях:
- при изготовлении для зарубежных заказчиков медных шин не предусмотренного российским стандартом полутвердого состояния, которые поставляются согласно техническим требованиям европейского стандарта ENBS 1432:1977 [10], более строгим по сравнению с требованиями российского ГОСТ;
- при выпуске медных шин с повышенной чистотой поверхности, на которые в производстве завода-потребителя с целью повышения их электротехнических характеристик наносится электролитическое серебряное покрытие;
- при необходимости гарантированного отсутствия выступов или рисок на большом и малом основаниях трапециевидного профиля коллекторных полос с целью повышения эксплуатационных характеристик продукции.
Задачей предлагаемого изобретения является гарантированное соблюдение повышенных требований нормативных документов к состоянию поверхности полосовых профилей, то есть выполнение условия отсутствия на них рисок и выступов при волочении этих профилей через составную волоку.
Поставленная задача решается тем, что прижатые друг к другу плоские контактирующие поверхности С-образных рабочих вкладышей выполнены с углом наклона по отношению к граням вкладышей, опирающимся на оппозитные поверхности клина и обоймы; кроме того, тангенс максимального угла наклона прижатых друг к другу контактирующих поверхностей рабочих вкладышей по отношению к упомянутым граням составляет tgγmax=0,2Во/Н, где Во - номинальная ширина вкладыша без наклона контактирующих поверхностей; Н - длина вкладыша в направлении оси волочения.
На фиг.1 приведен общий вид составной волоки; на фиг.2 - ее поперечный разрез; на фиг.3 - поперечное сечение медной шины; на фиг.4 - поперечное сечение вкладышей по волочильному каналу. Волока (фиг.1) образована двумя С-образными рабочими вкладышами 1 и 2, формирующими волочильный канал 3 и прижатыми друг к другу плоскими контактирующими поверхностями 4 и 5, выполненными с углом наклона γ (фиг.4) по отношению к граням 6 и 7 рабочих вкладышей 1 и 2. Рабочие вкладыши 1 и 2 гранями 6 и 7 опираются на оппозитные поверхности клина 8 и обоймы 10 и закрепляются в обойме 10 клиньями 8 и 9 с помощью винтов 11 и 12.
Соединение поверхностей разъема 4 и 5 рабочих вкладышей 1 и 2 под углом γ к граням 6 и 7 вкладышей, то есть под углом к плоскости симметрии 13 (фиг, 1-4) протягиваемого через волочильный канал 3 прямоугольного профиля, показанного на фиг.3, гарантирует полное отсутствие каких-либо рисок и выступов на малых сторонах «а» получаемого профиля - в отличие от технического решения по прототипу, где образование дефектов такого рода практически неизбежно. Последнее подтверждается многолетней практикой выпуска заявителем промышленных партий коллекторных трапециевидных профилей из электротехнических бронз (кадмиевой, магниевой и др.) с использованием волоки по прототипу: в этом случае, как отмечено выше, техническими требованиями стандарта и ТУ допускается наличие рисок и выступов на малых сторонах профиля. Согласно требованиям ГОСТ 434-78 [9], а также европейского стандарта ENBS 12166 на поверхности медных прямоугольных шин - как на больших, так и на малых сторонах сечения - риски и выступы не допускаются. В производстве заявителя этого достигли применением составной волоки заявляемой конструкции, причем для решения производственных задач и организации промышленного выпуска широкого сортамента изделий с повышенными требованиями к состоянию их поверхности, востребованных предприятиями-заказчиками используются три формата составных волок - в зависимости от ширины шины, то есть от длины большой стороны сечения «в» (фиг.3); волокам присвоены соответствующие номера 1, 2 и 3 (табл.1 и 2). Далее приведено обоснование указанного в формуле изобретения тангенса максимального угла наклона контактирующих друг с другом поверхностей рабочих вкладышей по отношению к их опорным граням.
Расчет тангенса упомянутого угла наклона γ в общем случае ясен из фиг.4, из рассмотрения которой следует: tgγ=а/Н, где а - ширина калибрующего пояска волочильного канала, или, что то же самое - толщина профиля «а» (фиг.3); Н - полная длина волочильного канала, или, что то же самое - длина рабочего вкладыша в направлении оси волочения. Ниже приведен расчет максимальных значений угла γ для трех диапазонов ширины профилей «в», протягиваемых соответственно через волоки трех форматов; результаты расчета указаны в табл.2.
В частности для волоки формата №3 tgγmax=а/Н=(4…20)/50=0,08…0,4; следовательно, γmax=4,6…23 градуса. При номинальной ширине вкладыша Во=35 мм и при выполнении плоскости разъема вкладышей под углом, соответствующим верхней границе диапазона γmax=23°, фактическая ширина вкладыша составит B1=Bo-0,4×H/2=35-10=25 мм, что недопустимо мало с учетом условия прочности. При выполнении плоскости разъема вкладышей под углом, соответствующим нижней границе диапазона γmax=4,6°, ширина B1=33 мм, что вполне удовлетворяет условию прочности. Ориентировочные расчеты коэффициентов запаса прочности и возможных величин прогиба вкладышей под нагрузкой показывают, что для недопущения опасного уровня этих характеристик фактическую толщину вкладыша можно уменьшить до допускаемого значения [B1]=31,5 мм. Аналогичные расчеты проведены для волок форматов №1 и №2, результаты сведены в табл.2. При ориентировочном прочностном расчете принято [B1]=0,9Во, и тогда, используя соотношение B1=Во-tgγ×Н/2, несложно получить расчетную формулу тангенса максимального угла наклона, приведенную в формуле предлагаемого изобретения, а именно: tgγmax=0,2Во/Н.
Минимальное значение угла γmin определяется технологической целесообразностью; его на основании наработанного на промышленных партиях практического опыта принимают γmin=3 градуса. Такое значение γmin вполне надежно обеспечивает недопущение на малых гранях полос рисок и выступов. При значениях γ<3° и вполне вероятных в условиях действующего производства отклонениях от номинальных размеров волочильного инструмента, погрешностях его сборки, а также износа в процессе эксплуатации на поверхности малых граней профиля возможно появление указанных дефектов, что недопустимо нормативными документами.
Таким образом, интервал предельных значений угла γ, обусловленный требованием решения поставленной задачи изобретения, представляется обоснованным.
В качестве примера конкретной реализации применения технического решения далее рассмотрено получение посредством волочения через заявленную составную волоку медной шины с размерами поперечного сечения 10×120 мм, относящейся к группе прямоугольных полос крупных сечений, то есть протягиваемых через волоку 3-го формата (табл.1 и 2). Заготовка для медной шины 10×120 мм, полученная горячим прессованием слитка полунепрерывного литья на горизонтальном гидравлическом прессе усилием 20 МН и имеющая размеры поперечного сечения 12×122 мм, протягивается за один проход через заявленную составную волоку с относительным обжатием (Fо-F1)/Fо×100% = 18%, где Fо и F1 - соответственно площади поперечного сечения прессованной заготовки и готовой шины. Рабочие вкладыши составной волоки, выполненные из инструментальной стали X12, имеют длину в направлении оси волочения Н=50 мм и номинальную ширину без наклона контактирующих поверхностей Во=3 5 мм, угол наклона плоскости разъема рабочих вкладышей к их опорным граням принят 4 градуса, tg4° составляет 0,07; следовательно, фактическая ширина вкладыша составляет В1=Bо-0,07×H/2=35-0,07×50/2=33,25 мм, то есть она с достаточным запасом превышает минимально допустимую по прочности вкладыша величину [B1]=31,5 мм (табл.2), что обеспечивает надежную эксплуатацию волоки. Выполнение сопрягаемых поверхностей вкладышей под углом γ=4° друг к другу гарантированно предотвращает образование на малых гранях профиля каких бы то ни было дефектов, это проверено при выпуске многотоннажных партий медных шин, полностью отвечающих техническим требованиям стандартов. Рабочие вкладыши в зависимости от объема заказываемых партий продукции изготавливаются либо из инструментальной стали X12 (и аналогичных ей марок), либо из металлокерамического твердого сплава марки ВК15; в последнем случае вкладыши, естественно, имеют значительно более высокую (в 5-6 раз) стойкость.
Полная номенклатура медных шин, получаемых в производстве заявителя волочением через составные волоки всех 3-х форматов с заявленным исполнением рабочих вкладышей, составляет около 500 позиций, а число коллекторных полос из низколегированных медных сплавов - кадмиевой, магниевой, серебряной, хромовой, циркониевой и хромоциркониевой бронз, также протягиваемых через составные волоки, насчитывает почти 300 позиций.
Полная номенклатура медных шин, получаемых в производстве заявителя волочением через составные волоки всех 3-х форматов с заявленным исполнением рабочих вкладышей, составляет около 500 позиций.
Примечание. Размером Во обозначена номинальная (то есть до выполнения угла γ) ширина вкладыша.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Зыков Ю.С. Применение волок из твердых сплавов для изготовления коллекторных полос. Цветная металлургия, №12, 1960.
2. Берин И.Ш., Днестровский Н.З. Волочильный инструмент. М.: Металлургия, 1967.
3. Днестровский Н.З. Волочильный инструмент. М.: Госэнергоиздат, 1954.
4. Исупов В.Ф., Славкин B.C. Производство калиброванной стали. М.: Металлургиздат, 1962.
5. Берман С.И., Никифоров П.М. Применение составных волок для получения коллекторных профилей. Цветная металлургия, №3, 1970.
6. А.с. СССР №232921, В21С, опубл. 09.04.1969. Бюл.№2, 1969.
7. ГОСТ 4134-75. Профили из медных сплавов для коллекторов электрических машин. М.: Изд-во стандартов, 1980. 8 с. УДК 669.35-422:621.313.047.2:006.354. Группа В53.
8. ТУ48-21-491-75. Полосы коллекторные из меди с кадмием. Рег. номер 138862 от 21.07.1975. Группа В53. Код ОКП 184480.
9. ГОСТ 434-78. Проволока прямоугольного сечения, ленты и шины медные для электротехнических целей. М.: Изд-во стандартов, 1989, 19 с. УДК 669.3-426:006.354+669.3-418.2:006.354. Группа Е41.
10. Specification for Copper for Electrical Perposes, Rod and Bar. BS1432: 1977. Britidh Standard Institution, London, 20 p.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОС ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2371268C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ТРЕХГРАННОГО ПРОФИЛЯ | 2005 |
|
RU2282514C1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| Составная волока | 1985 |
|
SU1359040A1 |
| СОСТАВНАЯ ВОЛОКА | 1993 |
|
RU2062674C1 |
| Составная волока для волочения многогранных профилей с четным числом граней | 1983 |
|
SU1132997A1 |
Изобретение предназначено для обеспечения возможности гарантированного соблюдения требований нормативных документов по состоянию поверхности высокоточных полосовых электротехнических профилей, например медных шин. Прижатые друг к другу плоские контактирующие поверхности С-образных рабочих вкладышей, образующих рабочий канал, выполнены с углом наклона по отношению к граням вкладышей, опирающихся на оппозитные поверхности клина и обоймы. Отсутствие рисок и выступов на изделиях при их волочении через составную волоку обеспечивается за счет того, что тангенс упомянутого максимального угла наклона составляет tg γmax=0,2Во/Н, где Во - номинальная, то есть без выполнения упомянутого угла, ширина вкладыша; Н - длина вкладыша в направлении оси волочения. 2 табл., 4 ил.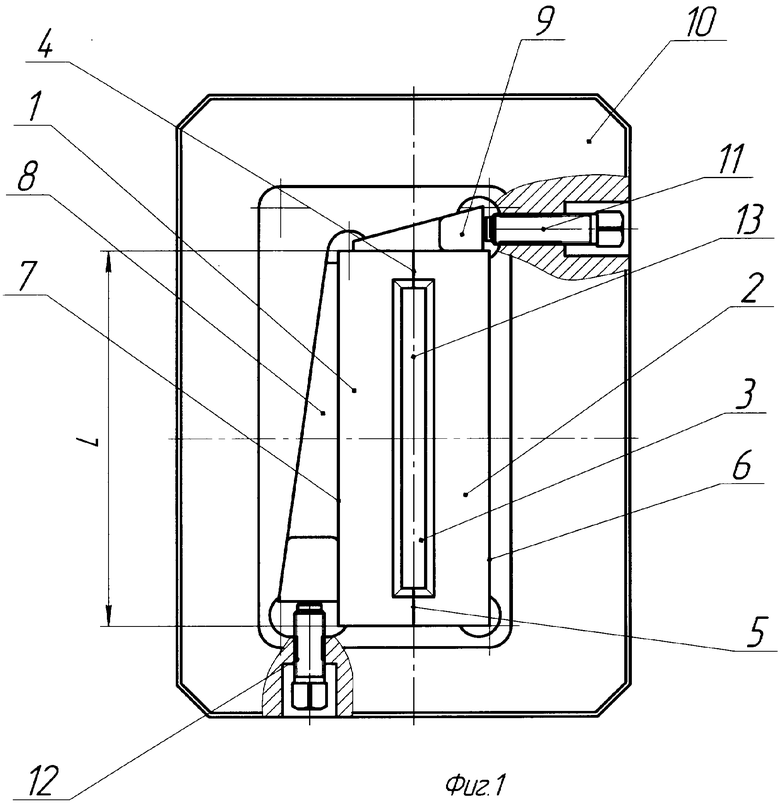
Составная волока для волочения полосовых профилей с повышенными требованиями к состоянию их поверхности, содержащая два образующих волочильный канал С-образных рабочих вкладыша, прижатые друг к другу плоскими контактирующими поверхностями, закрепленные клиньями в обойме и взаимодействующие опорными гранями с оппозитными поверхностями клина и обоймы, отличающаяся тем, что контактирующие поверхности вкладышей выполнены с наклоном по отношению к опорным граням, при этом тангенс максимального угла наклона составляет
tg γmax=0,2 Во/Н,
где Во - номинальная ширина вкладыша без наклона контактирующих поверхностей;
Н - длина вкладыша в направлении оси волочения.
| СОСТАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ТРАПЕЦЕИДАЛЬНЫХ ПРОФИЛЕЙ СО СКРУГЛЕННЫМИ УГЛАМИ | 0 |
|
SU232921A1 |
| Способ волочения микропроволоки и устройство для его осуществления | 1979 |
|
SU1058657A1 |
| Устройство для волочения полосовых профилей | 1984 |
|
SU1291224A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| US 3955390 A, 11.05.1976. | |||

