Изобретение относится к области обработки металлов давлением и может быть использовано, в частности, при изготовлении профилей из листовых заготовок профилированием в инструментальной фильере для изделий авиационно-космической и машиностроительной индустрии. Заявляемое изобретение направлено на расширение технологических возможностей и повышение качества гнутых из листа профилей.
Известен способ натяжения алюминиевой полосы с использованием ЛАД (линейный асинхронный двигатель), по которому создается тяговое усилие в полосе, направленное против движения полосы (см. Свечарник Д.В. Электрические машины непосредственного привода. - М.: Энергоатомиздат, 1988, с.80).
К причинам, препятствующим достижению указанного ниже результата при использовании известного способа, относится то, что известный способ не может использоваться для получения гнутолистовых профилей, а следовательно, не может обеспечивать расширение технологических возможностей.
Известен способ получения тягового усилия непосредственно из электрической энергии, по которому создается в обмотке статора ЛЭД (линейный электродвигатель) бегущее магнитное поле (см. Кершенбаум В.Я., Фальк В.Э. Горизонты транспортной техники. - М., Транспорт, 1988, с.173), (Ямамура С. Теория линейных асинхронных двигателей. - Л.: Энергоатомиздат, 1983, с.132-133). Магнитное поле наводит во вторичной части (электропроводящей полосе) вихревые токи. При взаимодействии магнитного поля с наведенными вихревыми токами создается сила, увлекающая вторичную часть ЛЭД вслед за бегущим магнитным полем. Вторичная часть ЛЭД представляет собой немагнитную электропроводящую (алюминий, медь) или реактивную полосу (сталь, железо) или комбинированную (типа "сэндвич"), состоящую из алюминия и стали.
К причинам, препятствующим достижению технического результата при использовании известного способа, относится то, что известный способ не может использоваться для получения гнутолистовых профилей, а следовательно, не может обеспечивать расширение технологических возможностей.
Наиболее близким способом к заявленному изобретению по совокупности сходных признаков является способ изготовления профилей, раскрытый в устройстве для их гибки, известном из SU 482224 A, B21D 5/06 от 30.08.1975 г., принятый в качестве прототипа.
Известный способ характеризуется следующей совокупностью признаков, сходных с совокупностью существенных признаков заявленного изобретения "Способ изготовления профилей, включающий деформирование заготовки путем ее протягивания через закрытый рабочий калибр инструментальной фильеры".
Отличительными признаками заявленного способа от прототипа является:
изготовление профилей ведут из электропроводящих материалов;
используют линейный электродвигатель;
при протягивании заготовки через инструментальную фильеру для ее плавного деформирования создают равномерно распределенное по всей длине участка деформации тяговое усилие;
тяговое усилие создается посредством взаимодействия бегущего магнитного поля, наведенного в обмотке статора линейного электродвигателя, с вихревыми токами, наведенными в заготовке;
тяговое усилие двигает заготовку вслед за бегущим магнитным полем.
Известно устройство "Стан для получения профилей из листовых заготовок", включающий инструментальную фильеру /см. А.С. №468667 СССР, МПК B21d5/06, опубл. 30.04.75. Бюл. №16/.
К причинам, препятствующим достижению технического результата при использовании известного устройства, относится то, что в известном устройстве:
тяговое усилие приложено только в месте касания калибровочных роликов с профилем, что сказывается на качестве профиля, т.к. приложение усилия в отдельной точке не обеспечивает равномерную деформацию по сечению;
открытый контур инструментальной фильеры (по торцам заготовки) приводит к несимметричности деформирования заготовки и ухудшению качества профиля, уменьшению номенклатуры производимых профилей;
большая металлоемкость установки (генератор и т.д.).
Наиболее близким к заявленному по совокупности сходных признаков, принятому в качестве прототипа, является устройство для изготовления профилей, известное из SU 482224 A, B21D 5/06 от 30.08.1975 г. Сходными у прототипа с заявленным изобретением являются существенные признаки:
используется для изготовления профилей;
состоит из инструментальной фильеры с закрытым рабочим калибром.
Технический результат - расширение технологических возможностей и повышение качества профилей.
Указанный технический результат при осуществлении изобретения достигается тем:
что в известном способе при изготовлении профилей производят деформирование листовой заготовки при ее протягивании через закрытый рабочий калибр инструментальной фильеры;
что известное устройство для изготовления профилей состоит из инструментальной фильеры.
Особенность заключается в том: что изготовление профилей ведут из электропроводящих материалов и используют для этого линейный электродвигатель;
для протягивания заготовки через закрытый рабочий калибр инструментальной фильеры и ее плавного деформирования создают равномерно распределенное по всей длине участка деформации тяговое усилие посредством взаимодействия бегущего магнитного поля, наведенного в обмотке статора линейного электродвигателя, с вихревыми токами, наведенными в заготовке;
созданное тяговое усилие двигает заготовку вслед за бегущим магнитным полем;
что инструментальная фильера с закрытым рабочим калибром установлена и закреплена неподвижно на линейном электродвигателе.
Кроме того, особенность устройства заключается в том:
что в качестве линейного электродвигателя используют односторонний линейный электродвигатель (ЛЭД);
что в качестве ЛЭД используют двухсторонний ЛЭД;
что в качестве ЛЭД используют цилиндрический ЛЭД.
Между отличительными признаками заявленной группы изобретений и техническим результатом существует следующая причинно-следственная связь:
тяговое усилие равномерно распределено по всей длине участка профиля, где происходит деформация, что делает деформацию равномерной по сечению протягиваемой заготовки и повышает качество изготовляемого профиля;
тяговое усилие двигает заготовку вслед за бегущим магнитным полем, что обеспечивает плавность ее деформирования в закрытом калибре инструментальной фильеры и повышает качество профиля;
закрытый рабочий калибр инструментальной фильеры гарантирует симметричность деформирования, повышает качество профиля и расширяет технологические возможности;
меньшая металлоемкость установки повышает технологичность.
По имеющимся у авторов сведениям, совокупность существенных признаков, характеризующих сущность заявляемого изобретения, неизвестна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов, сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, т.к. из него не выявляется вышеуказанное влияние на технический результат - новое свойство объекта: совокупность признаков, которые отличают заявляемое изобретение от прототипов, что дает возможность сделать вывод о его соответствии критерию "изобретательский уровень".
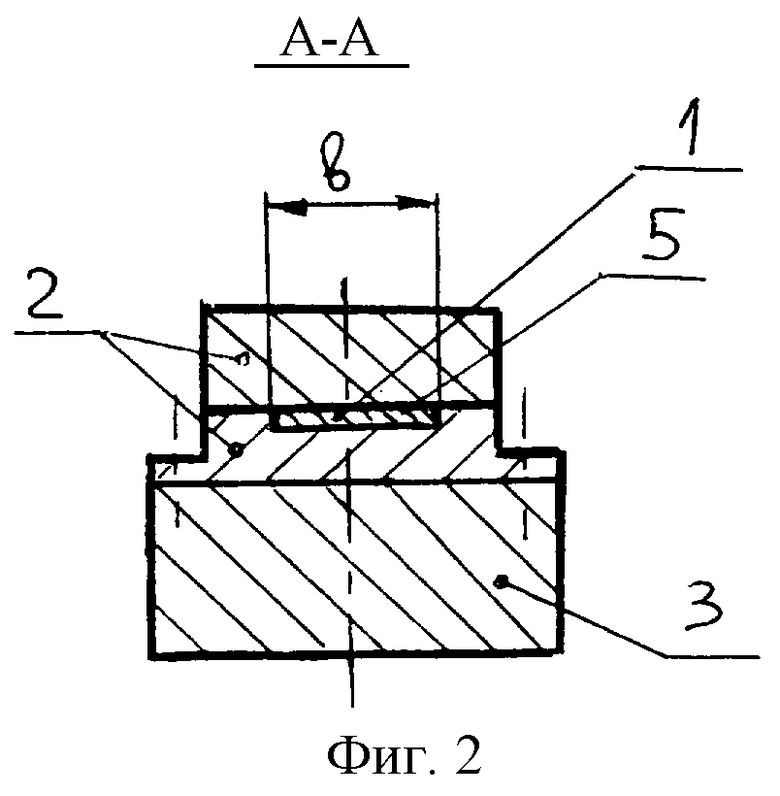
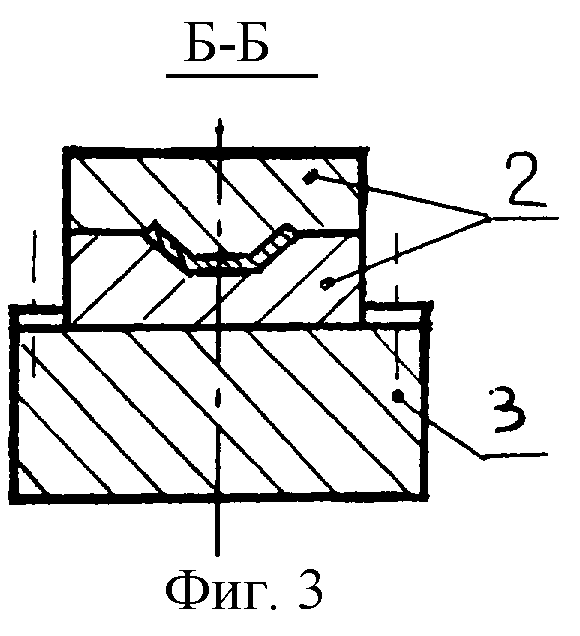
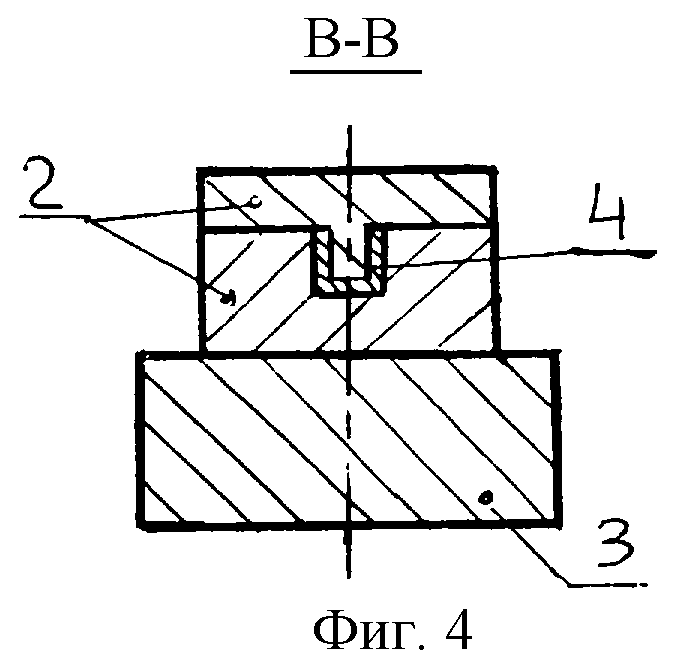
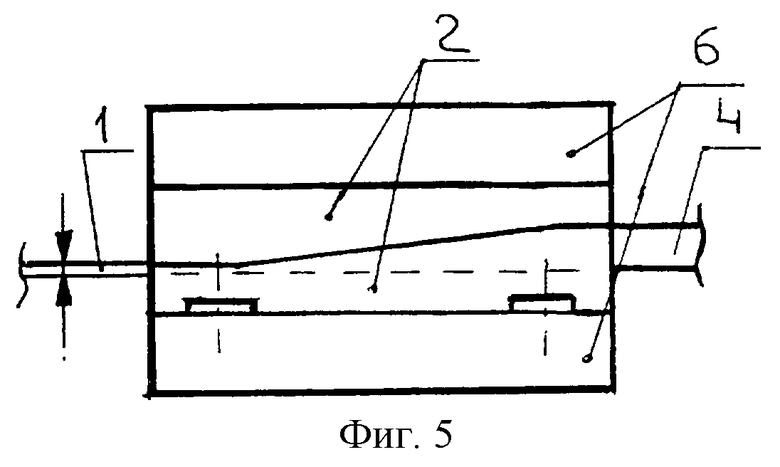
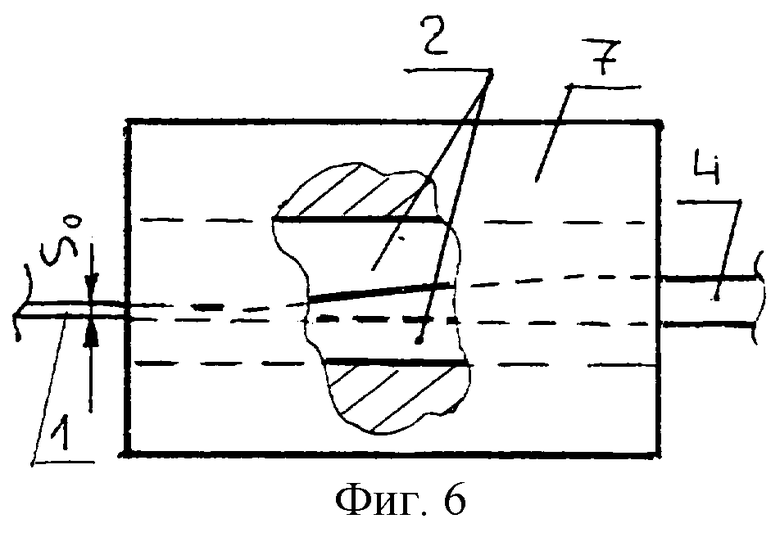
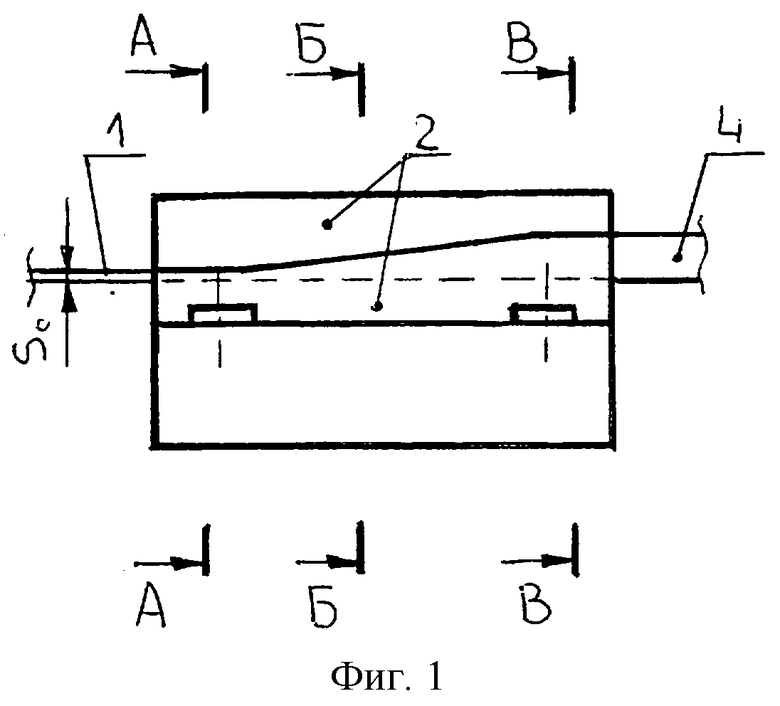
Сущность изобретения поясняется графическими материалами. На фиг.1 представлен способ и устройство с односторонним ЛЭД, которое его осуществляет; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.1; на фиг.5 - способ и устройство с двухсторонним ЛЭД, которое его осуществляет; на фиг.6 - способ и устройство с цилиндрическим ЛЭД, которое его осуществляет.
Способ выполняют следующим образом. Плоскую электропроводящую заготовку 1 толщиной S0 вставляют в инструментальную фильеру 2. Создают бегущее магнитное поле с помощью статора ЛЭД 3 (фиг.1), которое наводит в заготовке 1 вихревые токи. При взаимодействии магнитного поля с наведенными вихревыми токами создают силу (тяговое усилие), двигающую заготовку 1 вслед за бегущим магнитным полем, чем обеспечивают плавное деформирование заготовки в рабочем калибре инструментальной фильеры, с получением на выходе из инструментальной фильеры профиля 4 (фиг.4) нужного сечения.
Способ осуществляют с помощью устройства (фиг.1), состоящего согласно второму пункту формулы изобретения из линейного электродвигателя, установленной и закрепленной на нем неподвижно инструментальной фильеры с закрытым рабочим калибром. Рабочий калибр инструментальной фильеры имеет заходную часть 5 (фиг.2), ширина которой b соответствует ширине заготовки. Далее поперечное сечение рабочего калибра инструментальной фильеры (фиг.2, 3, 4) плавно переходит от формы сечения исходной 1 (фиг.2) заготовки к форме готового профиля 4 (фиг.4) на выходе.
Согласно 3 пункту формулы изобретения в качестве ЛЭД используют односторонний линейный электродвигатель (фиг.1, 2, 3, 4).
Согласно 4 пункту формулы изобретения в качестве ЛЭД используют двухсторонний линейный электродвигатель 6 (фиг.5).
Согласно 5 пункту формулы изобретения в качестве ЛЭД используют цилиндрический линейный электродвигатель 7 (фиг.6).
Работа устройства осуществляется следующим образом. Заготовку (электропроводящий материал) 1 вставляют в заходную часть 5 инструментальной фильеры 2 (фиг.2). Статор ЛЭД создает бегущее магнитное поле, которое наводит в заготовке вихревые токи. При взаимодействии магнитного поля с наведенными вихревыми токами создается сила (тяговое усилие), движущая заготовку вслед за бегущим магнитным полем. В результате чего заготовка протягивается через инструментальную фильеру, и на выходе получаем готовый профиль 4 (фиг.4).
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения следующей совокупности условий:
средство, воплощающее заявленный способ и устройство при его осуществлении, предназначено для использования в промышленности, а именно для авиационно-космической и машиностроительной индустрии;
средство, воплощающее заявленное изобретение при его осуществлении, способно обеспечить достижение технического результата.
Следовательно, заявленное изобретение соответствует условию "промышленная применимость".
Заявляемое техническое решение не оказывает отрицательного влияния на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2012 |
|
RU2516183C2 |
| ЭЛЕКТРОДВИГАТЕЛЬ-КОМПРЕССОР | 2017 |
|
RU2658629C1 |
| Устройство для торможения баллистического маятника (варианты) | 2019 |
|
RU2712839C1 |
| ЭЛЕКТРИЧЕСКАЯ ТЯГОВАЯ СИСТЕМА ДЛЯ ВЫСОКОСКОРОСТНОГО НАЗЕМНОГО ТРАНСПОРТА | 2002 |
|
RU2229988C2 |
| ПОГРУЖНАЯ БЕСШТАНГОВАЯ НАСОСНАЯ УСТАНОВКА | 2017 |
|
RU2669418C1 |
| ТРАНСПОРТНАЯ СИСТЕМА НА ЭЛЕКТРОДИНАМИЧЕСКОМ ПОДВЕСЕ | 2014 |
|
RU2549317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2000 |
|
RU2171445C1 |
| Линейный асинхронный электродвигатель | 1985 |
|
SU1539916A1 |
| Линейный электродвигатель | 1983 |
|
SU1169098A1 |
| ЦЕНТРИФУГА | 1992 |
|
RU2038677C1 |
Изобретение относится к обработке металлов давлением. Способ изготовления профилей включает деформирование листовой заготовки путем ее протягивания через закрытый рабочий калибр инструментальной фильеры. При изготовлении профилей из электропроводящих материалов используют линейный электродвигатель. Для протягивания заготовки через закрытый рабочий калибр инструментальной фильеры и ее плавного деформирования создают равномерно распределенное по всей длине участка деформации тяговое усилие посредством взаимодействия бегущего магнитного поля, наведенного в обмотке статора линейного электродвигателя, с вихревыми токами, наведенными в заготовке, которое двигает заготовку вслед за бегущим магнитным полем. Устройство для изготовления профилей из листовой заготовки содержит инструментальную фильеру с закрытым рабочим калибром. При изготовлении профилей из электропроводящих материалов оно содержит линейный электродвигатель, инструментальная фильера с закрытым рабочим калибром установлена и закреплена на нем неподвижно. При этом в качестве линейного электродвигателя может быть использован либо односторонний линейный электродвигатель, либо двухсторонний линейный электродвигатель, либо цилиндрический линейный электродвигатель. Достигается расширение технологических возможностей и повышение качества профилей. 2 н. и 3 з.п. ф-лы, 6 ил.
| Устройство для гибки профилей | 1973 |
|
SU482224A1 |
| Устройство для сообщения винтовогодВижЕНия | 1979 |
|
SU812388A1 |
| SU 7885931 A, 07.12.1980 | |||
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОМОЛЕКУЛЯРНЫХ ПОЛИОЛЕФИНОВ | 1999 |
|
RU2171816C2 |

