1
Изобретение относится к области обработки металлов давлением, в частности к устройствам для производства гпутых профилей путем протягивания их в горячем состоянии через фильеры.
Известно устройство для гибки профилей, содержащее вводную проводку и фильеру с очком, соответствующим сечению профиля, с припуском по толщипе стенки.
Однако такое устройство не обеспечивает получение профилей с качественно отформованными местами.
Целью изобретеппя является повышение качества профилей.
Для этого в пред.лагаемом устройстве очко фильеры выполнено с закруглениями радиусом не меиее одпой толщины листа в местах, предназначенных для формирования мест изгиба профиля.
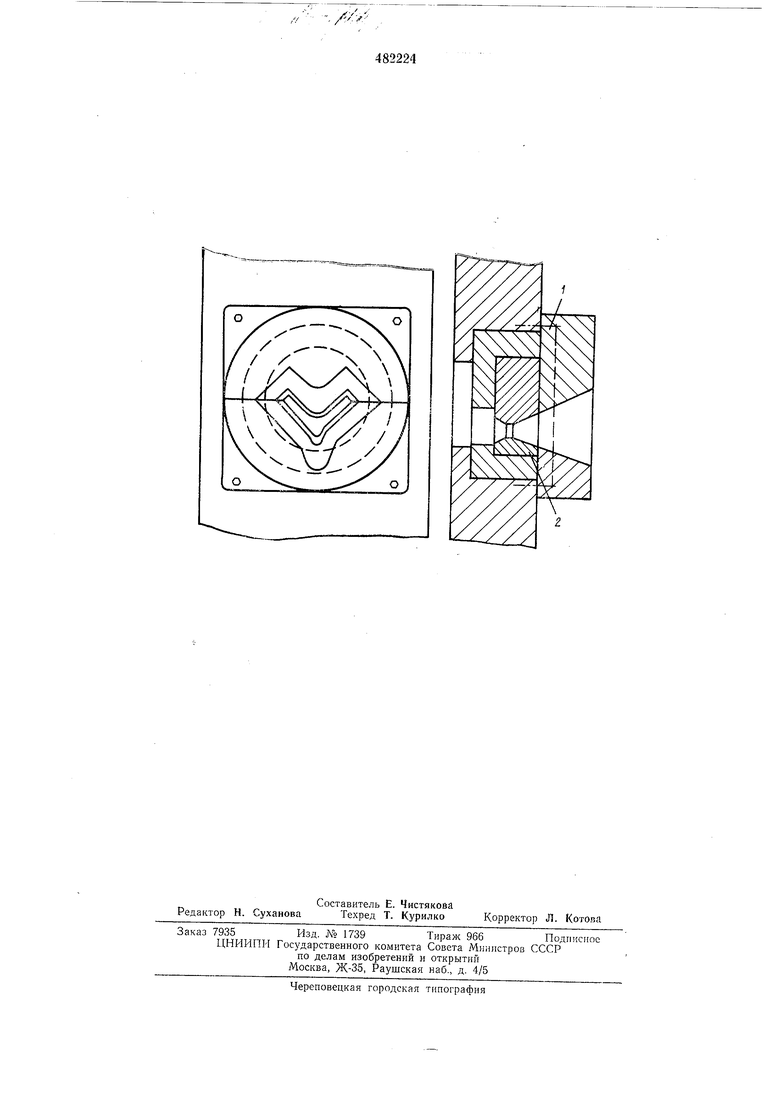
На чертеже ноказано предлагаемое устройство для гибки профилей в двух проекциях.
Устройство содержит разъемную профилированную вводную проводку 1 и фильеру 2.
Очко фильеры соответствует форме гнутого профиля. В месте гиба очко утолщено, например при гибке профилей из титановых сплавов оно составляет 1,5 - 2,0 толщины полосы, с тем, чтобы горячий металл, находящийся иод действием растягивающих напряжений в процессе гибки, не находился в контакте с более холодной фильерой.
Гибку профилей с помощью предлагаемого устройства производят следующим образом.
Устройство устанавливают на цепной волочильный стан вместо волоки. Закованный передний конец (захватка) нагретой листовой заготовки вводится в очко фильеры, захватывается губкамн каретки и протягивается через фильеру.
Предлагаемоеустройство обеспечивает изготовление профилей из короткой листовой заготовки (2-7 м), гибку профилей в одпп переход, быструю переиаладку инструмента и позволяет изготавливать экономичные гнутые профили щирокой номенклатуры прн малом объеме партий.
Предмет изобретения
Устройство для гибки нрофилей, нреимунествепно типа «уголок и «зет, из малопластичных материалов, содержащее вводную проводку и фильеру с очком, соответствующим сечению профиля, с припуском по толщине стенки, отличающееся тем, что, с целью улучшения качества профилей, очко фильеры выполнено с закруглениями радиусом не менее одной толщины листа в местах, предназначенных для формирования мест изгиба профиля.
483224
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ И ТРУБЧАТЫХ ДЕТАЛЕЙ С ВЫСТУПАМИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397832C2 |
| Способ изготовления гнутого по дуге изделия П-образного профиля | 2024 |
|
RU2829358C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЯ ЛИФТОВОЙ НАПРАВЛЯЮЩЕЙ | 2001 |
|
RU2207209C2 |
| Способ подгибки концов заготовок | 1990 |
|
SU1794530A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2005 |
|
RU2291014C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| СПОСОБ ТЕРМОСИЛОВОГО ЛОКАЛЬНОГО ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2010 |
|
RU2449847C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЧНЫХ УСЛОВИЙ И КРИТЕРИЕВ ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2006 |
|
RU2336135C2 |
| Клеть формочного стана | 1978 |
|
SU818706A1 |
| Способ изготовления гнутых профи-лЕй зАМКНуТОгО и пОлузАМКНуТОгОСЕчЕНия | 1979 |
|
SU837467A1 |
