Изобретение относится к способам изготовления спасательных кругов, для спасения людей, оказавшихся в воде, и используемых для оснащения судов и других плавучих средств
Известен способ изготовления спасательных кругов, заключающийся в изготовлении плавучего тела из полимера с замкнутыми порами и креплении на плавучем теле леера (см. описание к патенту RU № 2172249, МПК В 29 С 67/20, В 63 С 9/08 от 20.06.2000 г.).
Известный способ сложен и трудоемок.
Изготовление плавучего тела по известному способу производят в два этапа: вначале на ротационной машине изготавливают из полиэтилена наружную оболочку с загрузочным и стравливающим отверстиями, затем наружную оболочку заполняют вспенивающимся полимером, например, пенополиуретаном.
Крепление леера производят со стороны большого диаметра плавучего тела посредством элементов для крепления, выступающих над наружной поверхностью плавучего тела, что небезопасно, так как при сбрасывании круга спасательного можно травмировать спасаемого.
Наиболее близким к предлагаемому техническому решению, взятому за прототип, является способ изготовлении плавучего тела из полимера с замкнутыми порами и креплении на плавучем теле леера (см. описание к патенту RU № 2172275, МПК В 63 С 9/08 от 18.09.2000 г.).
Плавучее тело, изготовленное по известному способу, выполнено из пористого полиэтилена, размещенного в предварительно изготовленной оболочке из полиэтилена низкого давления, что усложняет технологический процесс изготовления спасательных кругов, увеличивая его длительность во времени и снижая производительность.
Крепление леера надежнее, чем в вышеуказанном способе, так как его осуществляют посредством ⊂-образных трубчатых элементов, охватывающих жесткое кольцо, размещенное внутри полости наружной оболочки. Однако крепление леера в целом усложняет технологию изготовления спасательного круга.
Технической задачей предлагаемого изобретения является упрощение технологии изготовления плавучего тела и крепления леера при сохранении прочностных характеристик спасательного круга и его устойчивости к внешним воздействиям и снижение стоимости.
Техническая задача достигается тем, что в способе изготовления спасательных кругов, заключающемся в изготовлении плавучего тела из полимера с замкнутыми порами и креплении на плавучем теле леера, согласно изобретению, что полимер в виде гранул помещают в разъемную, выполненную в виде тора форму, которую предварительно смазывают силиконовой смазкой, затем форму закрывают и помещают в индукционную камерную печь, которую предварительно нагревают до температуры вспенивания полимера, и выдерживают в ней форму до полного вспенивания полимера и формирования плавучего тела, после чего форму вынимают из индукционной камерной печи, охлаждают, раскрывают, вынимают плавучее тело и сверлят в нем сквозные отверстия для леера, а леер крепят посредством петлеобразных державок с плоскими свободными концами со стороны малого диаметра, для чего леер протаскивают со стороны большого диаметра в сторону малого диаметра плавучего тела, совмещают петлю леера с петлей державки и подтягивают леер в обратном направлении, в сторону большого диаметра плавучего тела, утапливая петлю державки, совмещенную с петлей леера, в сквозном отверстии плавучего тела, и размещая свободные концы державок на наружной поверхности плавучего тела по его малому диаметру.
При формировании плавучего тела возможные излишки гранулированного полимера стравливают, для чего в форме выполняют стравливающие отверстия.
Предлагаемый способ изготовления кругов прост, так как не требует отдельного изготовления наружной оболочки, что сокращает технологический процесс во времени и повышает производительность. При вспенивании полиэтилена в индукционной печи в форме по ее внутренней поверхности происходит одновременно и образование наружного слоя, заменяющего оболочку, и заполнение полости вспененным полиэтиленом.
Устранение незначительных дефектов, а именно возможных открытых пор на поверхности плавучего тела легко устранимы посредством термообработки, например, феном.
Крепление леера осуществляют с помощью петлеобразных державок, располагаемых со стороны малого диаметра плавучего тела, исключая возможность травмировать спасаемого при сбрасывании круга в воду. Кроме того, свободные концы державок надежно удерживают леер от перемещения в сторону большого диаметра, так как образуют замок, упираясь своими стенками, друг в друга, а плоские свободные концы увеличивают площадь опоры державки на поверхности плавучего тела.
Крепление леера по сквозным отверстиям, выполненным на всю толщину плавучего тела более надежно.
Изготовление кругов спасательных осуществляют на стандартном оборудовании, что удешевляет их стоимость.
Сущность изобретения поясняется чертежами, где:
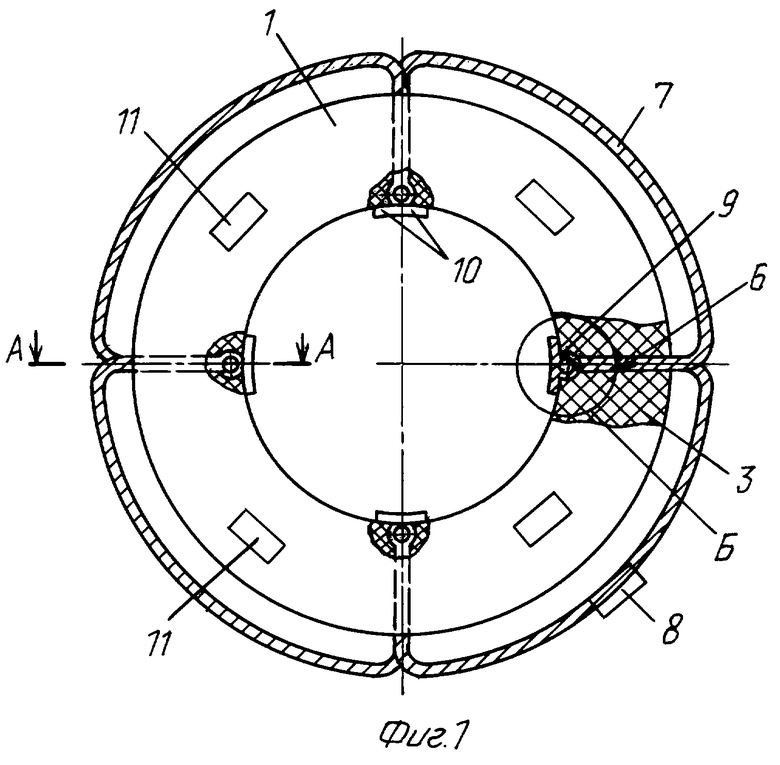
на фиг.1 изображен общий вид спасательного круга;
на фиг.2 - разрез А-А на фиг.1;
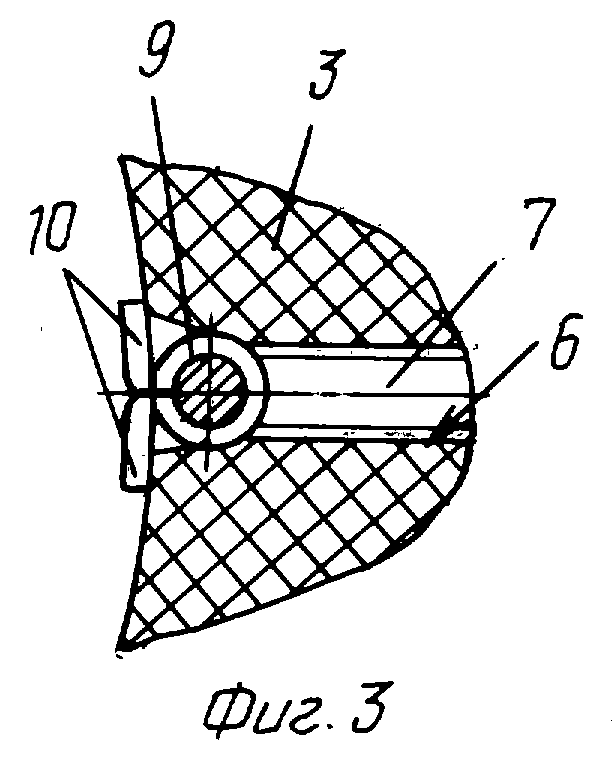
на фиг.3 - выносной элемент Б на фиг.1.
Спасательный круг изготавливают следующим образом.
Навеску из гранулированного полимера, например полиэтилена, закладывают в выполненную в виде тора форму, разъемную по образующей поверхности с образованием двух полу форм нижней полуформы 1 и верхней полуформы 2. Внутреннюю поверхность полуформ 1 и 2 предварительно смазывают силиконовой смазкой. Затем форму закрывают, соединяя полуформы 1 и 2, например, болтами, и помещают в индукционную камерную печь, предварительно нагретую до температуры вспенивания полимера. Выдерживают форму в индукционной камерной печи до полного вспенивания полимера и формирования наружной поверхности плавучего тела 3.
Для возможного выхода избытка полимера, на образующей поверхности полуформ 1 и 2 выполнены отверстия 4. Затем форму вынимают из индукционной камерной печи и охлаждают, например, с помощью вентилятора. После охлаждения форму раскрывают, вынимают плавучее тело 3 и очищают от облоя, от возможных пузырьков вспененного полимера, по отверстиям 4 и по месту 5 соприкосновения полуформ 1 и 2.
На сверлильном станке по образующей плавучего тела во взаимно перпендикулярных плоскостях сверлят сквозные отверстия 6 под леер 7.
Затем собирают леер 7, для чего полиамидный канат нарезают на заготовки, например, при помощи нити накаливания, оплавляя его концы под углом 45°, надевают бирку 8, содержащую наименование предприятия изготовителя и необходимую при эксплуатации информацию, после чего концы заготовки соединяют (сваривают).
Крепление леера 7 на плавучем теле 3 осуществляют посредством петлеобразных державок 9 с плоскими свободными концами 10, для чего вначале леер 7 протаскивают через сквозные отверстия 6 со стороны большого диаметра, например, с помощью крюка, затем совмещают петлю леера 7 с петлей державки 9 и подтягивают леер 7 по сквозному отверстию 6 в обратном направлении, утапливая петлю державки 9 с петлей леера 7 в сквозном отверстии 6 со стороны малого диаметра плавучего тела 3 и располагая свободные концы 10 державки 9 на наружной поверхности плавучего тела 3.
На поверхности плавучего тела 3 наклеивают световозвращающие элементы 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИБОР СПАСАТЕЛЬНЫЙ | 2003 |
|
RU2245816C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПАСАТЕЛЬНЫХ КРУГОВ | 2000 |
|
RU2172249C1 |
| СПАСАТЕЛЬНЫЙ КРУГ | 2000 |
|
RU2172275C1 |
| СПАСАТЕЛЬНЫЙ ПОПЛАВОК ХОРУЖЕНКО В.Г. | 2013 |
|
RU2526556C1 |
| ОДНОМЕСТНЫЙ СПАСАТЕЛЬНЫЙ ПЛОТ | 2014 |
|
RU2550597C1 |
| Способ изготовления спасательных кругов | 1975 |
|
SU541725A2 |
| Спасательный круг | 2023 |
|
RU2797065C1 |
| Способ изготовления спасательных кругов | 1972 |
|
SU451573A1 |
| КОМПЛЕКТ СРЕДСТВ ПЛАВУЧЕГО СПАСАТЕЛЬНОГО УСТРОЙСТВА С МАЛЫМИ ИМПЕЛЛЕРАМИ НА СЖАТОМ ПНЕВМОПОТОКЕ С ДИСТАНЦИОННЫМ УПРАВЛЕНИЕМ | 2019 |
|
RU2718508C1 |
| СИСТЕМА УПРАВЛЕНИЯ ПЛАВУЧИМ СПАСАТЕЛЬНЫМ УСТРОЙСТВОМ С МАЛЫМИ ИМПЕЛЛЕРАМИ НА СЖАТОМ ПНЕВМОПОТОКЕ НА ДИСТАНЦИОННОМ УПРАВЛЕНИИ | 2019 |
|
RU2718826C1 |

Способ изготовления спасательных кругов включает в себя изготовление плавучего тела из полимера с замкнутыми порами и крепление на этом теле леера. Для изготовления плавучего тела полимер в виде гранул помещают в выполненную в виде тора разъемную форму, которую предварительно смазывают силиконовой смазкой, затем форму закрывают и помещают в индукционную камерную печь, предварительно нагретую до температуры вспенивания полимера, и выдерживают в ней форму до полного вспенивания полимера и формирования плавучего тела. После этого форму вынимают из печи, охлаждают, извлекают плавучее тело и сверлят в нем сквозные отверстия для леера. Леер крепят посредством петлеобразных державок с плоскими свободными концами, для чего леер протаскивают со стороны большего диаметра в сторону малого диаметра плавучего тела, совмещают петлю леера с петлей державки и подтягивают леер в обратном направлении, в сторону большего диаметра плавучего тела, утапливают петлю державки, совмещенную с петлей леера, в сквозном отверстии плавучего тела и размещают свободные концы державок на наружной поверхности плавучего тела по его малому диаметру. Такое осуществление способа обеспечивает упрощение технологии изготовления спасательных кругов при сохранении их прочностных характеристик и устойчивости к внешним воздействиям. 1 з.п. ф-лы, 3 ил.
| СПАСАТЕЛЬНЫЙ КРУГ | 2000 |
|
RU2172275C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПАСАТЕЛЬНЫХ КРУГОВ | 2000 |
|
RU2172249C1 |
| US 3869744 А, 11.03.1975 | |||
| СПОСОБ БИОСТИМУЛЯЦИИ СЕЛЬСКОХОЗЯЙСТВЕННОЙ ПТИЦЫ | 1995 |
|
RU2101939C1 |

