(54) СПОСОБ ИЗГОТОВЛЕНИЯ СПАСАТЕЛЬНЫХ КРУГОВ
Затем зашивают загрузочное отверстие заполненной гранулами оболочки .круга и помешают оболочки в ограничительные фор- мы 6 без перфорации, которые нагревают до температуры вспенивания пенополистиро ла помещая кассеты 7 с формами в втоклав. Для тепловой обработки поднимают давление пара до 1,4-1,5 ати в течение I 8-IQ мин, вь держивают при этом давлении 18-20 мин, снижают давления до атмосферного за 4-6 мин, выгружают формы и
охлаждают до температуры 50-55 С.
Другой вариант asroTOBneHHff.KpyroB осу-г ществляется в следующей последователь ности.
Заполненные гранулами оболочки кругов помещают в ограничительные формы : 6 без перфорации и вспенивание пенополистирола производят подачей острого пара давлением 2-3 атм внутрь формы через щелеобразные питатели 8 в течение 30-5О сек с последующим принудительныь охлаждением форм в течение 5-6 мин.
Благодаря избыточному давлению прогретый пластичный пенополистирол растягивает оболочку круга в стенки форт мы и скрепляется волокнами, нитями и шваг ми оболочки, i Предмет изобретения
1. Способ изготовления спасательных кругов в тканевой оболочке с наполнителем
из пенополистирола, отличающийс я тем, что, с целью повышения производительности труда и: у п чшевяя качества J круга, оболочку круга шьют разме{)ами,
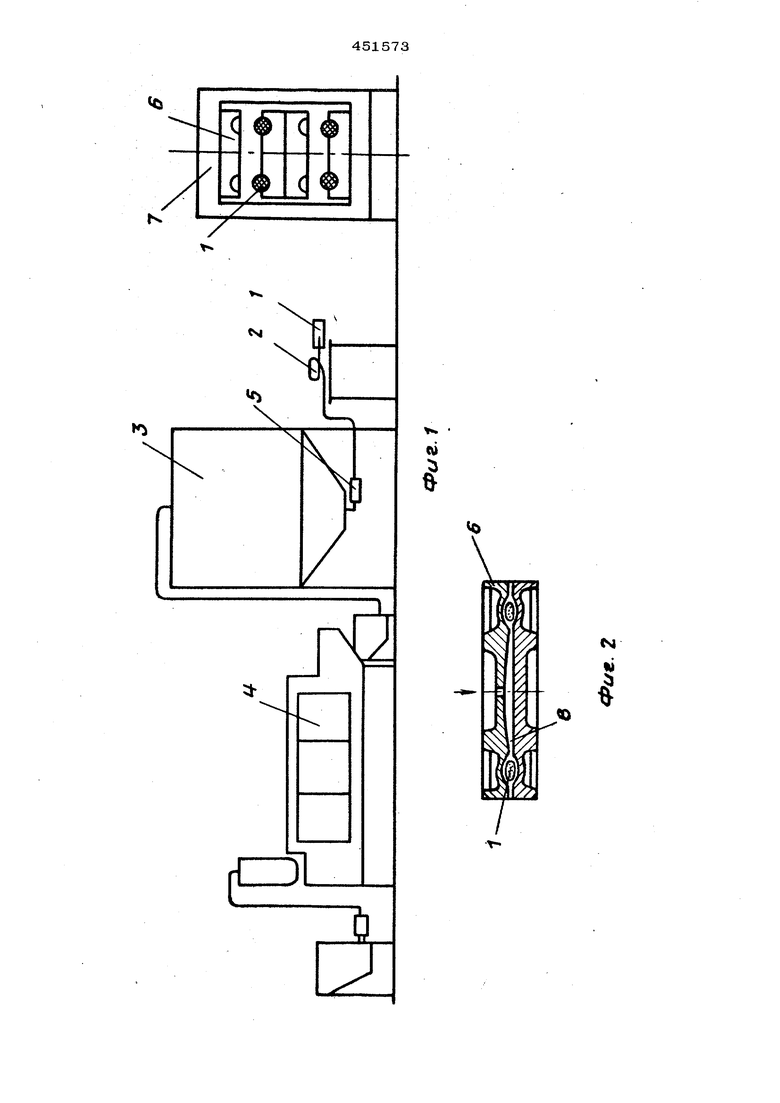
меньшими номина шных размеров круга, выворачивают швами внутрь, сшивают поперечным внутренним швом до малого загрузочного отверстия, надевают через загрузочное отверстие на спиральную трубу загрузочного устройства, заполняют подвспененными гранулами, зашивают загрузочное отверстие и помешают заполненные гранулами оболочки в ограничительные формы без перфорации, которые нагревают до темт
дгературы вспенив ешя пенополистирола.
2. Способ по п. 1, о т л и ч а ю-i. щ и и с я тем, что вспенивание пенополистирола производят, например, подачей остл рого пара внутрь форм через шелеобразные питатели в течение ЗО-50 сек с последуюшим принудительным охлаждением форм в течение 5-6 мин.
25 3. Способ по п. 1, о т л И ч а юш и и с я тем, что, с целью упрощения операции крепления леера, заполненную подвспененными гранулами оболочку круга перед помешением в ограничительные прогдл ретые формы прошивают леером через тело - в точках, расположенных в плоскости, проходящей через большую ось поперечного сечения круга.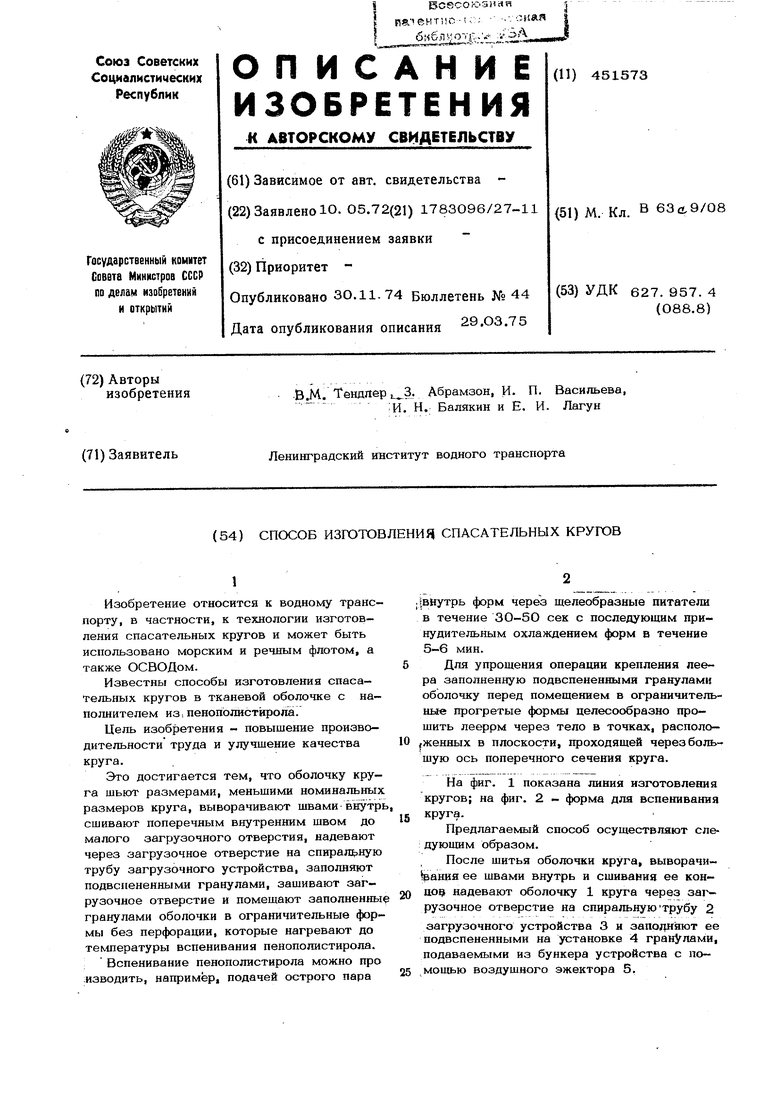

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спасательных кругов | 1975 |
|
SU541725A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПАСАТЕЛЬНЫХ КРУГОВ | 2003 |
|
RU2245817C1 |
| У ТЕХНИЧЕСКАЯ i | 1968 |
|
SU208254A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПАСАТЕЛЬНЫХ КРУГОВ | 2000 |
|
RU2172249C1 |
| Способ получения наплавов | 1978 |
|
SU766881A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2424865C1 |
| Способ изготовления теплоизоляционных изделий | 1978 |
|
SU749810A1 |
| Способ изготовления по удаляемым моделям литейных оболочковых форм | 1983 |
|
SU1253711A1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОПЛАСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2090365C1 |