Изобретение относится к средствам спасения, а именно к средствам спасения на воде.
Известен способ изготовления спасательных кругов из пористой резины с добавкой наирита, содержащий наполнение формы гранулированной резиновой смесью, вспенивание ее путем нагревания и охлаждением с приданием ей заданной формы (а.с. СССР N 226412 от 14.03.63, МКИ B 63 C 9/08).
Недостатком данного способа изготовления является недостаточная прочность поверхности круга.
Наиболее близким к предлагаемому техническому решению является способ изготовления спасательных кругов, содержащий формование прочной оболочки, наполнение оболочки предвспенным полимером, вспенивание полимера в форме (а. с. СССР N 451573 от 10.05.72, МКИ B 63 C 9/08) и дополнительным (АС СССР N 541725 от 18.04.75 МКИ B 63 C 9/08).
Оболочку сшивают из ткани и выворачивают, через загрузочное отверстие заполняют предвспенным полистиролом, загрузочное отверстие зашивают, накладывают на оболочку компаунд и вспенивают, нагревая в автоклаве. Это обуславливает сложную, низкопроизводительную технологию изготовления кругов.
Технический результат, на решение которого направлено заявленное изобретение, заключается в повышении производительности изготовления кругов.
Это достигается тем, что формование оболочки выполняется методом ротации формы, наполненной порошковым полимером, затем оболочку охлаждают, заполняют компонентами вспенивающегося полимера, перемешивают компоненты путем созданий колебаний оболочки, после чего оболочка заполняется вспененным полимером.
При формовании оболочки создают ротацию формы, вращение формы относительно двух взаимно перпендикулярных осей с одновременным нагревом формы до температуры плавления порошкового полимера.
В оболочке при формовании выполняют загрузочное и стравливающее отверстия на противоположных сторонах оболочки.
Оболочку заполняют компонентами вспенивающегося полимера, закрывают загрузочное отверстие пробкой и перемешивают путем создания колебаний в вертикальной плоскости, совмещенной с плоскостью симметрии тора до начала гелеобразования смеси.
В компоненты вспенивающегося полимера добавляют природный песок.
Формование прочной оболочки выполняется методом ротации формы, наполненной порошковым полимером, вращением формы относительно двух взаимно перпендикулярных осей с одновременным нагревом формы до температуры плавления полимера.
В результате ротации за счет создания центробежных сил инерции порошковый полимер относится к периферии формы и, расплавляясь при нагревании, образует прочную равностенную оболочку спасательного круга.
Выполнение загрузочного и стравливающего отверстий позволяет заполнить оболочку круга компонентами вспенивающегося полимера и стравить его избыток.
Заполнение компонентами вспенивающегося полимера и закрытие загрузочного отверстия пробкой, перемешивания путем создания колебаний в вертикальной плоскости, совмещенной с плоскостью симметрии тора до начала гелеобразования смеси позволяет образовать однородную композицию для образования вспененного полимера.
После перемешивания компонентов вспененный полимер заполняет внутреннюю полость оболочки, принимая форму тора, и обеспечивает жесткость оболочки.
Добавление в компоненты вспенивающегося полимера природного песка позволяет использовать полимеры с низкой плотностью для изготовления тяжелых кругов. Тяжелые круги оснащаются сигнальными устройствами, закрепленными на надстройках судна и собственным весом должны раскреплять сигнальные устройства.
На фиг. 1 изображен разрез спасательного круга; на фиг. 2 изображен вид спасательного круга в плоскости симметрии тора.
Круг состоит из оболочки 1, световозвращающей ленты 2, вспененного полиуретана 3, загрузочного отверстия 4, стравливающего отверстия 5, леера 6.
Круг изготавливается следующим образом. В форму ротационной машины закладывается порошковый полимер, например полиэтилен, после чего форму вращают относительно двух перпендикулярных осей, одновременно нагревая до температуры расплавления полимера. В результате ротации формуется оболочка круга с отверстием для заливки компонентов пенополиуретана и отверстием для стравливания избытка газа и пенополиуретана. Форму охлаждают. Через загрузочное отверстие в форму заливают компоненты пенополиуретана и закрывают ее пробкой. Круг устанавливают вертикально и тщательно перемешивают компоненты путем создания колебаний в вертикальной плоскости до начала гелеобразования смеси. После перемешивания происходит вспенивание и заполнение пенополиуретаном внутренней полости оболочки. Избыток газов и пенополиуретана выходит через стравливающее отверстие. Избыток полиуретана в отверстии зачищается и отверстие заклеивается световозвращающей лентой.
В случае изготовления тяжелых кругов в компоненты пенополиуретана добавляется природный песок и композиция перемешивается путем колебаний вместе с песком.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ЖЕСТКИХ ОБОЛОЧЕК СПАСАТЕЛЬНЫХ КРУГОВ ПЕНОПОЛИУРЕТАНОМ | 2000 |
|
RU2191134C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПАСАТЕЛЬНЫХ КРУГОВ | 2003 |
|
RU2245817C1 |
| БУЙ СВЕТОДЫМЯЩИЙ | 1999 |
|
RU2159195C1 |
| Способ предотвращения затопления надводного судна с нарушением герметичности в его надводно-подводной поверхности | 2024 |
|
RU2837625C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО ЭЛЕМЕНТА | 1998 |
|
RU2153559C1 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА И УЧАСТОК ТРУБОПРОВОДА С ГИДРОЗАЩИТОЙ ПО НАРУЖНОЙ ПОВЕРХНОСТИ И ПО ТОРЦАМ | 2014 |
|
RU2576078C1 |
| ИНДИВИДУАЛЬНАЯ МЕДИЦИНСКАЯ ПОВЯЗКА ДЛЯ ЗАЩИТЫ И ЗАЖИВЛЕНИЯ РАН И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2024 |
|
RU2836159C1 |
| ПРИБОР СПАСАТЕЛЬНЫЙ | 2003 |
|
RU2245816C1 |
| Способ изготовления деталей обуви, например подошвы из пенополиуретанов | 1972 |
|
SU439271A1 |
| Способ изготовления изолированных труб и фасонных изделий для трубопроводов | 2013 |
|
RU2622776C2 |

Изобретение относится к средствам спасения на воде. В способе изготовления спасательных кругов в форму ротационной машины помещают полимер и осуществляют формование оболочки круга при вращении формы. После этого оболочку охлаждают. Форму вращают относительно двух взаимно перпендикулярных осей. После охлаждения оболочки ее заполняют вспенивающимся полимером и перемешивают его путем создания колебаний оболочки в вертикальной плоскости, совмещенной с плоскостью симметрии оболочки, до начала гелеобразования смеси. Затем заполняют вспененной смесью внутреннюю полость оболочки. Способ прост и позволяет повысить производительность изготовления кругов. 4 з.п. ф-лы, 2 ил.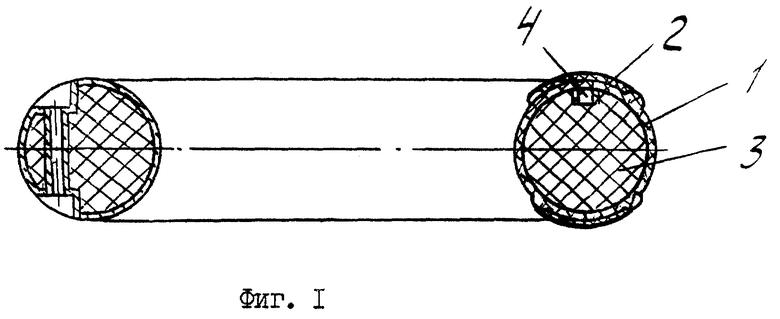
| US 3869744 A, 11.03.1975 | |||
| СПОСОБ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОЙ КОМПОЗИЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072917C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ТРУБ ИЗ ЛИТЬЕВЫХПОЛИМЕРОВ | 0 |
|
SU231785A1 |
| US 3468990 A, 23.09.1969 | |||
| GB 1591621 A, 24.06.1981. | |||

