1
Изобретение относится к водному транспорту, в частности к технологии изготовления спасательных кругов.
По основному авт.св, № 451573 известен способ изготовления спасательных кру- гов, заключающийся в том, что оболочку круга шьют размерами, меньшими номинальных размеров круга, выворачивают швами во внутрь, сшивают поперечным внутренним швом до малого загрузочного отверстия, надевают через загрузочное отверстие на спиральную трубу загрузочного устройства, заполняют подвспененными гранулами, зашивают загрузочное отверстие и помещают заполненные гранулами оболочКи в ограничительные формы без перфорации, которые нагревают до температуры вспенивания пенополистирола, или вспенивание пенополистирола производят, например, подачей острого пара внутрь форм через щеле образные питатели в течение 3050 сек с последующим принудительным охлаждением форм в течение 5-6 мин или для упрощения операции крепления леера, заполненную подвспененными гранулами обо
ЛОЧ-Н.У круга перед помещением в ограничительные прогретые формы прошивают леером через тело в точяах, расположенных в плоскости, проходящей через большую ось поперечного сечения 1.
Предложенный способ позволил резко соратить трудоемкость изготовления спасательных кругов и улучшить их качества. Однако в способе не решались по- новому операции шпаклевки и окраски KPJTOB, трудоемкость которых в связи с этим в предложенном способе стала соизмерима с трудоемкостью изготовления самого круга. Кроме того, малярные операции требуют дорогостоящего оборудования, больших п-роизводственных площадей, а процесс сушки шпаклевки и краски занимает много времени.
С целью устранения указанньгк недостатков тканевую оболочку круга покрывают пиментированным составом, который в прс цессе формования круга в пресс-форме образзет окрашенное покрытие, связанное с оболочкой не требующей дополнительной от делки.
3
Предложенный способ может быть осу ществлен в различных вариантах, нанесения пигментированного состава на оболочку круга, при этом пигментированный состав может быть приготовлен на основе рааличньгх материалов,
Ниже приводится вариант осуиествле-ния предложенного способа с примен:ением в качестве пигментированного состава для покрытия оболочки крзта эпоксидного компаунда с температурой отверждения, близ кой к температуре вспенивания пенополк стирола.
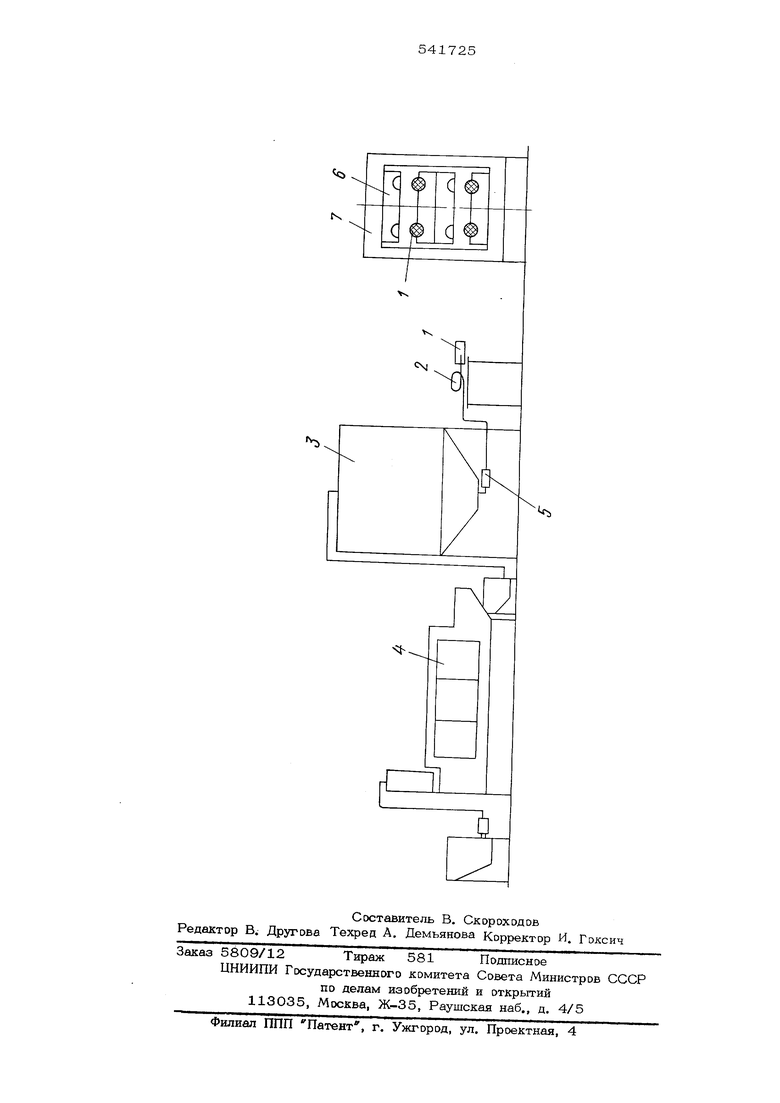
На чертеже изображена линия изготовления кругов. Предлагаемый способ осуществляется в следующей последовательности.
Шьют оболочку крута 1 размерами меньшими номинальных размеров круга; выворачивают оболочку круга 1 швами во внутрь при помощи приспособления; с;шивают концы оболочки поперечным внутренним швом до малого загрузочного отверстия (шов располагается на изнаночной стороне оболочки); наносят на оболочку круга 1 при помощи валкового приспособления расплав эпоксидного компаунда оранжевого цвета толщи-ной 0,5-1,0 мм, пластифицированного термопластом и отверждаемо1-с при нагреве в процессе вспенивания внесенным в компаунд катализатором на основе нетоксичных третичных аминов, Воздложно нанесе
ние на оболочку компаунда и в виде готовой пленки. Далее надевают оболо-ьку кру--га 1 через загрузочное отверстие на спиральную трубу 2 загрузочного устройс --ва 3 и заполняют ее подвспененными на установке 4 гранулами, подаваемыми из загрузочного устройства 3 при помощи воздушного эжектора 5; зашивают загрузочное отверстие заполненной гранулами обо.. лочки круга 1; помещают згзполнеиные гранулами оболочки круга 1 в ограничитель ные формы без перфорации б, которые нагревают до температуры вспенивания пенополистирола, помещая кассеты с формами в автоклав 7 для тепловой обработки ко следующему режиму:
подъем давления пара до 1,4-1,5 атм в течение 8-10 мин; выдержка при этом давлении 25-30 мин до отверждения оболочки круга; снижение давления до атмос(|)ерного в течение 4-6 мин; выгрузка форм и охлаждение их до 50-55 С.
предлагаемый способ осуществим и при условии изготовления оболочки из ткани, на которую компаунд нанесен заранее. При изготовлении спасательного круга
но известному способу спасательный круг после вспенивания в пресс-форме грунтуется, шпаклюется, шлифуется и затем окрашивается в оранжевый цвет согласно табелю окраски в два слоя. На каждую операцию для просушки требуется время не менее трех часов при значительной трудоемкости самих операций, составляющие 0,5 ч.Чо на один круг. Кроме того, все малярные операпии требуют применения оборудования; занимающего большие производственные площади.
Использование предлагаемого способа позволит значительно снизить трудозатраты на изготовление круга и потребность в производственных площадях за счет исключения указанных операзшй. Так, например, трудоемкость, связанная с образованием покрытия с учетом времени нанесения состава на оболочку, составит 0,2 ч.ч. на один круг при сокраш,ении общей длите.оьности процесса, примерно, в 20 раз.
Sfl
Формула изобретения
Способ изготовления спасательных кругов по авторскому свидетельству № 451573,
отличающийся тем, что, с целью снижения трудоемкости изготовления и улучшения качества кругов, оболочку круга до вспенивакая в пресс-форме покрывают шгг- ментированным составом, например эпоксидным компазндом.
Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство № 451573, В 63 с 9/08, 1972 г„ - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спасательных кругов | 1972 |
|
SU451573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПАСАТЕЛЬНЫХ КРУГОВ | 2000 |
|
RU2172249C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПАСАТЕЛЬНЫХ КРУГОВ | 2003 |
|
RU2245817C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ВЕТРОВОГО КОЛЕСА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2003 |
|
RU2239583C1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| Способ изготовления по удаляемым моделям литейных оболочковых форм | 1983 |
|
SU1253711A1 |
| Способ изготовления полистиролбетонного изделия | 2018 |
|
RU2681036C1 |
| У ТЕХНИЧЕСКАЯ i | 1968 |
|
SU208254A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ДЛЯ ЛИТЬЯ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ И ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ, ПОЛУЧЕННАЯ УКАЗАННЫМ СПОСОБОМ | 2016 |
|
RU2700434C2 |
| ГРАНУЛЫ ПЕНОПОЛИСТИРОЛА С УПРОЧНЯЮЩЕЙ ОБОЛОЧКОЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2542302C2 |