Изобретение относится к химико-термической обработке, в частности может быть использовано для нанесения на пустотелых валах покрытий с памятью формы методом изотермического, термического и электропереноса масс раздельно или в сочетании всех трех способов.
Пустотелые валы с покрытием с памятью формы нужны для изготовления из них коренных и шатунных шеек разборных коленчатых валов (RU а.с. №2199037 7 F 16 С 3/12. Составной коленчатый вал и способ соединения щек кривошипов с коренными и шатунными шейками. Чаевский М.И., Бледнова Ж.М., Шауро А.Н., Будревич Д.Г. Кубанский государственный технологический университет).
Известны способы и устройства для плазменного нанесения покрытий. Однако покрытия с памятью формы после плазменного напыления получаются хрупкими и их невозможно пластически деформировать при криогенных температурах.
Известны способы восстановления изношенных деталей машин, изотермическим и термическим переносом масс [см. М.И.Чаевский. О некоторых направлениях в научных исследованиях, посвященных взаимодействию деформируемого металла с жидким легкоплавким металлом. Сопротивление материалов в агрессивных средах. Труды, Выпуск 94(4), Краснодар, 1979]. Но в настоящее время известны лишь принципиальные схемы этих методов и нет конкретной схемы их реализации.
Из уровня техники не выявлено техническое средство того же назначения, что и заявляемое изобретение, а именно вакуумная электропечь для нанесения покрытия с памятью формы на пустотелый вал.
Задачей предлагаемого технического решения является создание универсальной вакуумной электропечи для комплексного формирования на пустотелых валах покрытий с памятью формы, имеющих фрактальную структуру, легко деформируемую при криогенных температурах. Такие покрытия можно получать изотермическим, термическим или электропереносом масс.
Поставленная задача решается с помощью конструкции вакуумной электропечи для нанесения покрытий с памятью формы на пустотелый вал, содержащая вакуумную камеру с герметичной крышкой, в которую помещена стальная ванна с расплавом и спрессованным насыщающим элементом, электронагреватели и экраны, перфорированную по всей рабочей части пустотелую трубу для подачи охлаждающего газа внутрь покрываемого вала и устройство подвода постоянного тока к покрываемому валу, при этом электронагреватели и экраны расположены с внешней стороны стальной ванны по всей ее поверхности, а стальная ванна представляет собой цилиндрическую емкость.
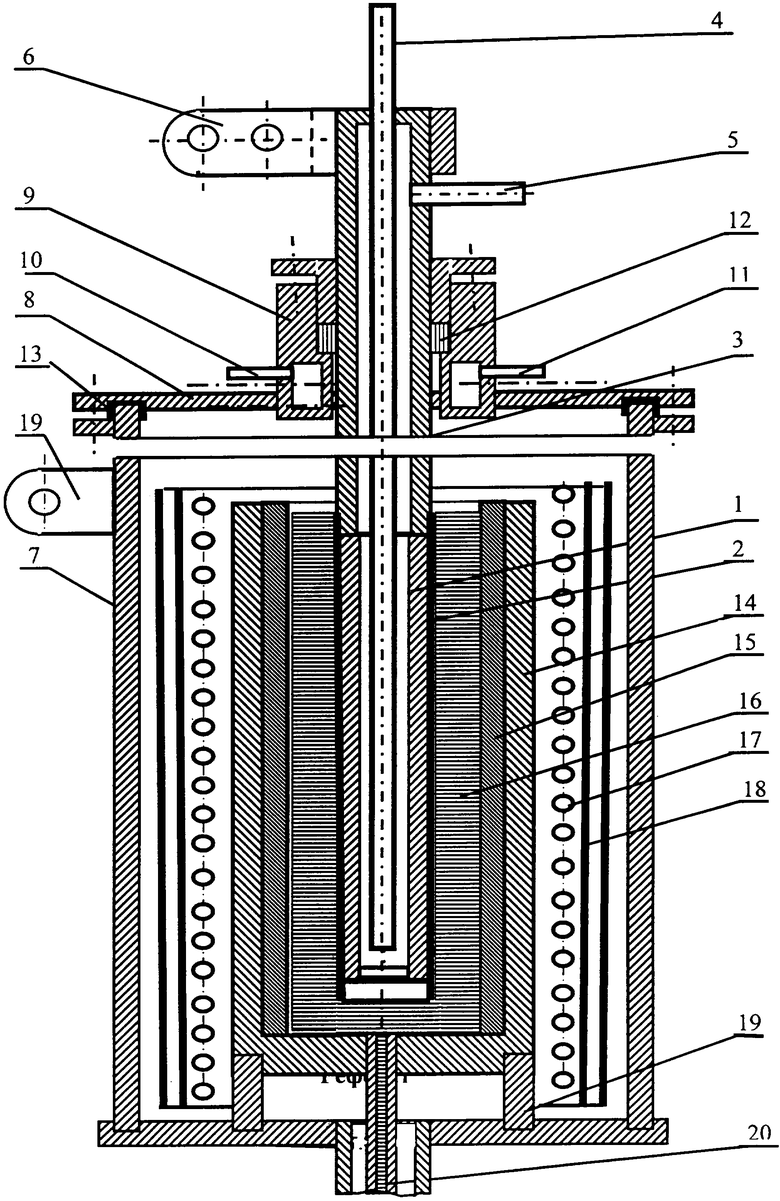
Конструктивно установка выполнена следующим образом. Пустотелый вал 1, на который наносится металлическое покрытие 2, приваривается к подвижному штоку 3, к которому приварена трубка 4 для подвода охлаждающего газа (азота или аргона) и трубка 5 для отвода газа. Кроме этого, на подвижный шток надета медная клемма 6, а на корпус вакуумной камеры вторая клемма 19 для подвода постоянного электрического тока. Для уплотнения вакуумной камеры 7, охлаждаемой водой, со стороны подвижного штока 3 на крышке вакуумной камеры 8 установлено уплотнительное устройство, корпус которого 9 приварен к крышке вакуумной камеры 8. Корпус уплотнительного устройства 9 охлаждается водой, подводимой и отводимой от патрубков 10 и 11. Охлаждение водой необходимо для предохранения от нагрева полимерного уплотнения 12.
Крышка вакуумной камеры 8 вместе с подвижным штоком 3 электрически изолированы от вакуумной камеры полимерным кольцом 13.
В вакуумной камере находится стальная ванна 14, в которую вставлен спрессованный цилиндр из порошков насыщающих элементов 15, залит расплав эвтектики свинец-висмут 16 (или расплав солей) и вставлен пустотелый вал 1, на который наносится покрытие. Разогрев ванны 15 производится с помощью нихромовых нагревателей 17. Для экономии тепла установлены нихромовые экраны 18. Для установки ванны 14 служит кольцо 20, а для слива расплава эвтектики свинец-висмут 16 (или расплав солей) предусмотрен патрубок 21, соединенный с дополнительной емкостью, не изображенной на чертеже.
Нанесение покрытия происходит в следующей последовательности. Устанавливается подвижный шток 3 с пустотелым валом 1 в ванне 14 вакуумной камеры 7. Форвакуумным насосом откачивается из камеры воздух и затем она заполняется аргоном. С помощью электропечи 17 поднимается температура до 500-700°С. Через трубку 21 из вспомогательной емкости в ванну 14 перемещается расплав эвтектики свинец-висмут (или расплав солей). Температура ванны поднимается до 900-1100°С. После этого возможны следующие технологические процессы:
1. нанесение диффузионных покрытий изотермическим (концентрационным) переносом масс. По этой технологии устанавливается постоянная температура ванны, в интервале температур 700-1100°С, и выдерживается при заданной температуре 6-12 часов. Растворенный в эвтектике свинец-висмут элемент сначала адсорбируется на поверхности полого вала, а затем диффундирует в поверхностный объем;
2. нанесение покрытий на пустотелых валах термическим переносом масс, осуществляемым благодаря пропусканию через пустотелый вал охлаждающего газа. При этом между расплавом и поверхностью пустотелого вала возникает температурный градиент в интервалах температур 700-1100°С, вследствие чего на поверхности вала формируется слой покрытия благодаря выделению на поверхности вала избытка растворенного металла;
3. нанесение покрытий на пустотелых валах комбинированным способом путем последовательного нанесения диффузионного покрытия и покрытия получаемого термическим переносом масс;
4. нанесение гальванических покрытий на пустотелых валах путем электропереноса в солевых, ионных расплавах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДИФФУЗИОННЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2553155C1 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОСТРУКТУРИРОВАННОГО МЕТАЛЛИЧЕСКОГО СЛОЯ НА ПОВЕРХНОСТИ СТАЛЬНОГО ЛИСТА | 2007 |
|
RU2354750C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ, СПРЕССОВАННЫХ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2000 |
|
RU2174059C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2007 |
|
RU2354751C1 |
| Способ химико-термической обработки стальных изделий | 1980 |
|
SU954502A1 |
| Способ получения металлических покрытий | 1981 |
|
SU1016397A1 |
| Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов | 2021 |
|
RU2767108C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2012 |
|
RU2521187C2 |
| Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов | 2019 |
|
RU2692142C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751863C1 |
Изобретение относится к химико-термической обработке. Вакуумная электропечь содержит вакуумную камеру с герметичной крышкой, перфорированную по всей рабочей части пустотелую трубу для подачи охлаждающего газа внутрь покрываемого вала и устройство подвода постоянного тока к покрываемому валу. В камеру помещена стальная ванна с расплавом и спрессованным насыщающим элементом, электронагреватели и экраны. Электронагреватели и экраны расположены с внешней стороны стальной ванны по всей ее поверхности. Стальная ванна представляет собой цилиндрическую емкость. Изобретение позволяет формировать покрытия с памятью формы, имеющие фрактальную структуру, легко деформируемую при криогенных температурах. 1 ил.
Вакуумная электропечь для нанесения покрытий с памятью формы на пустотелый вал, содержащая вакуумную камеру с герметичной крышкой, в которую помещена стальная ванна с расплавом и спрессованным насыщающим элементом, электронагреватели и экраны, перфорированную по всей рабочей части пустотелую трубу для подачи охлаждающего газа внутрь покрываемого вала и устройство подвода постоянного тока к покрываемому валу, при этом электронагреватели и экраны расположены с внешней стороны стальной ванны по всей ее поверхности, а стальная ванна представляет собой цилиндрическую емкость.
| Способ получения металлических покрытий | 1981 |
|
SU1016397A1 |
| Способ получения многокомпонентныхдиффузиОННыХ пОКРыТий | 1978 |
|
SU802398A1 |
| Способ химико-термической обработки металлов и сплавов | 1978 |
|
SU740862A1 |
| Способ химико-термической обработки стальных изделий | 1980 |
|
SU954502A1 |

