Способ получения диффузионных покрытий на металлических изделиях и устройство для его осуществления относятся к технологии диффузионной металлизации из среды легкоплавких жидкометаллических растворов, проводимой с целью придания поверхностным слоям изделий особых физико-химических свойств, и могут использоваться в общем машиностроении, в инструментальной промышленности и других областях. В частности, способ и устройство предназначены для нанесения на изделия диффузионных покрытий из среды легкоплавких жидкометаллических растворов в условиях массового производства при одновременном совмещении процессов нанесения покрытий, очистки от следов расплава и термической обработки материала изделий.
Известен способ нанесения диффузионных покрытий на стальные изделия (патент РФ на изобретение №2312164, МПК C23C 2/08 (2006.01), C22C 11/02 (2006.01), опубликован: 10.12.2007), включающий диффузионное насыщение стальных изделий в расплаве, содержащем свинец, литий, никель при температуре от 650 до 1250°C, отличающийся тем, что в расплав вводят хром при следующем соотношении компонентов по массе: свинец от 84,2% до 96,5%; литий от 0,5% до 0,8%; никель от 1% до 5%; хром от 2% до 10%. Нанесение покрытий данным способом осуществляется путем выдержки стального изделия в легкоплавком свинцово-литиевом расплаве, содержащем в растворенном состоянии никель и хром. В результате выдержки стального изделия в расплаве происходит адсорбция никеля и хрома на его поверхности и их диффузия вглубь изделия, что приводит к образованию диффузионного покрытия. Нанесение диффузионных покрытий осуществляется в устройстве для диффузионной металлизации.
Известно устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов (патент РФ на изобретение №2423546, МПК C23C 10/22 (2006.01), C23C 2/00 (2006.01), C23C 28/02 (2006.01), опубликован: 10.07.2011). Устройство содержит нагревательную камеру с внешними нагревателями, в которой располагается ванна с металлическим раствором. На одном уровне с нагревательной камерой расположена шлюзовая камера, служащая для закалки, загрузки и выгрузки изделий. Над нагревательной и шлюзовой камерами расположена манипуляционная камера, которая связывает между собой нагревательную и шлюзовую камеры. В манипуляционной камере размещено роторное устройство перемещения покрываемых изделий, загрузочно-разгрузочное устройство, на котором закреплены покрываемые изделия, теплоизолирующие экраны и уплотняющие водоохлаждаемые диски, обеспечивающие герметизацию шлюзовой камеры.
Одним из важнейших достоинств аналога является то, что нагрев осуществляется внешними электронагревателями за счет применения шахтной электропечи. Шахтная электропечь имеет хорошую теплоизоляцию, а следовательно, высокий КПД, за счет этого сокращаются энергетические затраты и создается возможность значительно увеличить габаритные размеры нагревательной камеры и увеличить ресурс нагревателей. Однако в аналоге нагревательная камера, в которой располагается ванна с металлическим раствором, должна иметь вакуумную плотность, а следовательно, материал, из которого она изготовлена, обязан быть металлическим, так как он должен обладать свариваемостью, иметь при этом высокую жаростойкость, жаропрочность при температурах до 1250°C и инертность к легкоплавкому жидкометаллическому расплаву. Такие высокие требования к материалу нагревательной камеры требуют применения дорогостоящих никель-хромовых сплавов. При этом невысокая жаропрочность данных сплавов в диапазоне температур проведения диффузионной металлизации значительно ограничивает объем ванны для диффузионной металлизации вследствие большой весовой нагрузки, возникающей от жидкометаллического раствора, на стенки нагревательной камеры. Это, в конечном итоге, уменьшает производительность процесса металлизации и не обеспечивает возможность наносить покрытия на детали больших размеров. Кроме того, металлические нагревательные камеры имеют малый ресурс работы.
Наиболее близким аналогом заявляемого устройства является устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов (патент РФ на изобретение №2293791, МПК C23C 10/22 (2006.01) опубликован: 20.02.07). Данное устройство содержит две водоохлаждаемые камеры, в нижней нагревательной камере расположена ампула с металлическим раствором, теплозащитные экраны, нагревательное устройство, в верхней шлюзовой камере расположен подвижный шток, на котором закреплены покрываемые изделия, при этом полости камер связаны вертикальным каналом, закрытым снизу подвижным теплозащитным экраном, при этом камеры имеют вакуумную систему и систему наполнения их инертным газом, в отличие от прототипа в вертикальном канале, связывающем камеры, установлен герметичный затвор, в боковой стенке верхней шлюзовой камеры выполнен люк. Камеры имеют автономные вакуумные системы и системы наполнения их инертным газом, в верхней шлюзовой камере имеется система циркуляции и охлаждения инертного газа. Система циркуляции и охлаждения инертного газа содержит теплообменник и насос.
Технологический процесс нанесения диффузионных покрытий с применением устройства осуществляется следующим образом. В нижнюю нагревательную камеру устанавливается ванна с расплавом, в которой находится транспортный легкоплавкий сплав и растворенные в нем элементы покрытия. Через люк изделия помещаются в верхнюю шлюзовую камеру и закрепляются на загрузочном штоке. Люк закрывается и производится герметизация верхней шлюзовой камеры. Открываются запорные вентили и через вакуумные магистрали производится откачка воздуха из верхней шлюзовой и нижней нагревательной камер. После достижения заданного вакуума верхняя и нижняя камеры заполняются инертным газом. На нагреватели, находящиеся в нижней нагревательной камере, подается электрический ток и производится нагрев ванны с металлическим раствором. После достижения металлическим раствором заданной температуры процесса открывается затвор и экраны, разделяющие верхнюю шлюзовую и нижнюю нагревательную камеры, что обеспечивает объединение полостей верхней шлюзовой и нижней нагревательной камер. Через образовавшийся проход, за счет перемещения загрузочного штока вниз, изделия погружаются в ванну с расплавленным металлическим раствором, и производится выдержка изделий в металлическом растворе заданное время. По истечении времени изделия с помощью штока перемещаются в верхнюю шлюзовую камеру, закрывается затвор, за счет чего полости верхней шлюзовой и нижней нагревательной камер изолируются друг от друга, и включается насос, вызывающий циркуляцию инертного газа, находящегося в верхней шлюзовой камере, что обеспечивает термическую обработку покрытых изделий. После охлаждения изделий до заданной температуры насос отключается, открывается люк верхней шлюзовой камеры, и изделия извлекаются из нее. При этом в нижней нагревательной камере остается инертная среда, и поддерживается заданная температура процесса. Далее производится загрузка следующей партии изделий, вакуумирование и заполнение инертным газом верхней шлюзовой камеры, и цикл нанесения покрытий повторяется.
Недостатком прототипа является то, что нижняя нагревательная камера выполнена водоохлождаемой, что значительно увеличивает энергозатраты на нагрев легкоплавкого раствора (насыщающей среды), так как нагрев осуществляется не в вакууме, а в инертном газе. Кроме этого, наличие нагревателей и боковых защитных экранов в нижней нагревательной камере значительно сокращает ее полезный объем. Следующим недостатком прототипа является конструктивное исполнение нижней камеры, при котором нагревательные элементы контактируют хотя и с инертной средой, но содержащей пары расплава, что приводит к значительному снижению ресурса нагревательных элементов.
Раскрытие изобретения
Технической задачей заявляемого изобретения является создание способа получения диффузионных покрытий на металлических изделиях, обеспечивающего возможность совмещать процесс диффузионного насыщения металлических изделий в легкоплавком жидкометаллическом растворе с очисткой покрытых изделий от следов расплава, с нагревом материала покрываемого изделия до требуемой температуры термической обработки, а также устройства для его осуществления, обладающего конструктивной простотой, не требующего применения вакуумного оборудования и инертных газов, энергетически и материально малозатратного.
Технический результат заявляемого изобретения заключается в значительном сокращении длительности и снижении затратности полного технологического цикла получения готовых изделий с диффузионными покрытиями, расширении номенклатуры покрываемых материалов за счет повышения эффективности применения диффузионной металлизации для углеродистых и малолегированных сталей, снижении материальных и энергетических затрат на изготовление и при эксплуатации устройства для получения диффузионных покрытий и упрощении технологического процесса.
Указанный технический результат достигается тем, что в заявляемом способе получения диффузионных покрытий на металлические изделия, включающем этап диффузионного насыщения металлических изделий в легкоплавком жидкометаллическом растворе, содержащем элементы, формирующие покрытие на изделии, после этапа диффузионного насыщения осуществляют очистку изделий от следов расплава и термическое воздействие на материал изделия путем перемещения их в слой солевого расплава, имеющий температуру, необходимую для проведения заданной термической обработки покрываемого материала изделия, при этом солевой расплав содержит хлориды Ba, Na и K при следующем соотношении компонентов, мас.%: BaCl2 от 51 до 55; NaCl от 19 до 21; KCl от 24 до 30.
Длительность выдержки изделий в слое солевого расплава определятся их конфигурацией и массой.
Устройство для получения диффузионных покрытий на металлических изделиях, содержащее нагревательную камеру, в которой установлена ампула с металлическим раствором, подвижный шток, на котором закреплены покрываемые изделия, нагревательное устройство, при этом устройство содержит одну камеру, разделенную на три зоны, в нижней зоне камеры, находящейся в нагревательном устройстве, расположена ампула с легкоплавким жидкометаллическим раствором, а над ней расположен защитный противоокислительный слой, состоящий из солевого расплава, содержащего хлориды Ba, Na и K, образующий среднюю зону нагрева, представляющую собой зоны очистки от следов расплава и придания материалу покрытых изделий температуры, соответствующей заданной термической обработки, при этом толщина защитного противоокислительного слоя соответствует толщине слоя легкоплавкого жидкометаллического раствора, а верхняя зона камеры, образующая зону предварительного подогрева покрываемых изделий, выполнена полой и заполнена воздухом, сверху камера закрыта крышкой, в которой закреплен подвижный шток, выполненный с возможностью вертикального перемещения в крышке, кроме этого, нагревательное устройство выполнено внешним и расположено вокруг нижней зоны камеры, а вокруг средней зоны размещена теплоизолирующая оболочка, выполненная с возможностью вертикального перемещения, обеспечивающего регулирование температуры в этой зоне.
Благодаря новой совокупности существенных признаков заявляемого изобретения, в частности за счет использования слоя солевого расплава, содержащего хлориды Ba, Na и K, размещенного на поверхности легкоплавкого жидкометаллического раствора, получаем возможность совместить процесс диффузионной металлизации с очисткой покрытых изделий от следов расплава и охладить изделие до требуемой температуры, обеспечивающей проведение термической обработки покрываемого материала изделия. При этом слой солевого расплава защищает от окисления легкоплавкий металлический раствор, что создает возможность значительно упростить конструкцию устройства, сделать ее однокамерной и осуществлять процесс металлизации в воздушной среде. Наличие соляного противоокислительного слоя, имеющего толщину, соизмеримую (равную или большую) с толщиной слоя легкоплавкого металлического раствора, а также регулировки его температуры и возможности быстрого извлечения покрытых изделий из устройства (отсутствие систем герметизации) создает возможность, без применения каких-либо устройств, производить изотермическую закалку, закалку и нормализацию углеродистых и малолегированных сталей. Кроме этого, полностью отпадает необходимость использования вакуумного оборудования и инертных газов, что позволяет снизить материальные и энергетические затраты на изготовление установки, ее эксплуатацию и способствует упрощению технологического процесса. Упрощению конструкции и снижению материальных и энергетических затрат также способствует использование в установке внешнего источника тепла, которым может являться шахтная печь. Таким образом, перечисленные достоинства рассматриваемых способа и устройства обеспечивают возможность решить поставленные технические задачи.
Краткое описание чертежей
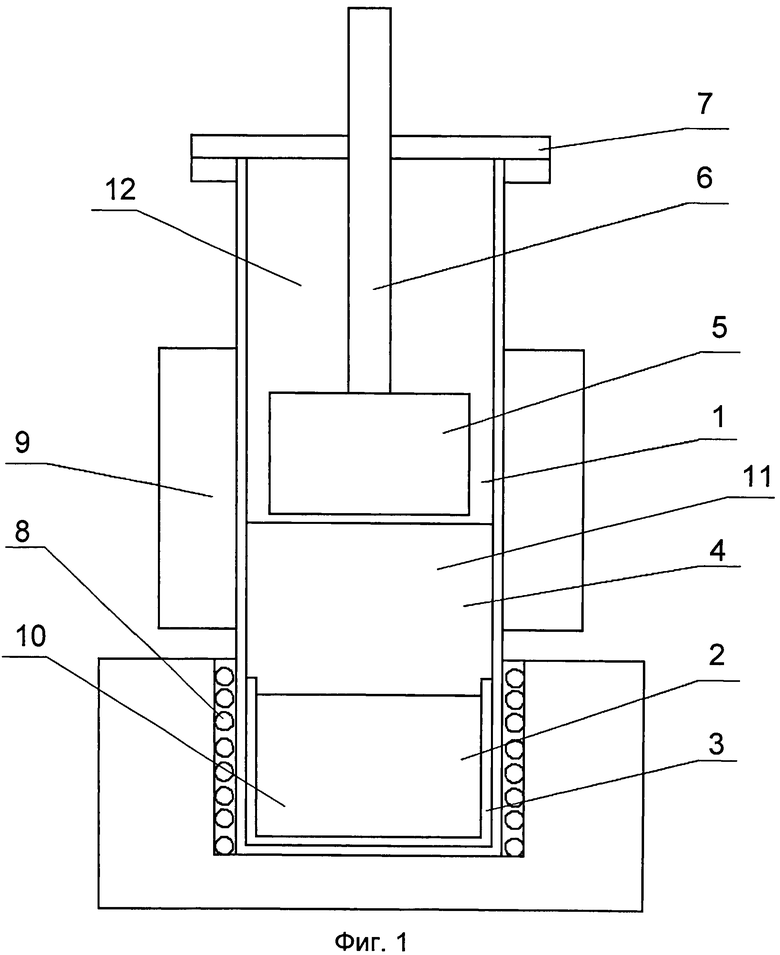
На фиг.1 схематично изображен вариант выполнения заявляемого устройства, которое позволяет осуществить заявляемый способ получения диффузионных покрытий на металлических изделиях.
Осуществление изобретения
Заявляемое устройство содержит камеру 1. Камера 1 имеет по высоте три зоны нагрева 10, 11, 12. Нижняя зона 10 - зона нагрева легкоплавкого металлического раствора 2, который находится в ампуле 3. Средняя зона 11 нагрева - зона нагрева солевого расплава 4, а верхняя зона 12 - зона предварительного подогрева покрываемых изделий 5, закрепленных на загрузочном штоке 6. Сверху камера закрыта крышкой 7, через отверстие в которой проходит шток 6. Нагревательная камера 1 в пределах зоны 10 размещена в нагревательном устройстве 8, например в шахтной печи. Зона 11 нагревательной камеры 1 снаружи закрыта слоем теплоизолирующего материала - теплоизолирующая оболочка 9. Теплоизолирующая оболочка 9 выполнена с возможностью перемещаться относительно стенок камеры 1, чем обеспечивается регулирование температуры в зоне 11.
Нанесение покрытий производится следующим образом. Первоначально ампулу 3 с предварительно подготовленным легкоплавким металлическим раствором 2 устанавливают на дно нагревательной камеры 1. Затем в ампулу 3 и сверх нее в камеру 1 вводят смесь солей заданного состава, содержащую BCl2; NaCl; KCl в количестве, обеспечивающем после ее расплавления образование над поверхностью металлического раствора слоя солевого расплава 4 (зона 11), толщина которого соизмерима (равна или больше) с толщиной слоя легкоплавкого металлического раствора 2, размещенного в ампуле 3. Далее включают нагревательное устройство 8 и расплавляют легкоплавкий металлический раствор 2 и солевую смесь, что приводит к образованию на поверхности легкоплавкого металлического раствора 2 слоя расплава 4 солей, который защищает легкоплавкий металлический раствор 2 от окисления и обеспечивает возможность проведения процесса металлизации в воздушной среде.
После нагрева легкоплавкого металлического раствора до заданной температуры процесса металлизации покрываемые изделия 5 закрепляют на загрузочном штоке 6 и размещают в зоне 12 камеры 1, где выдерживают заданное время для предварительного подогрева. Для уменьшения парения солевого расплава, его окисления и фиксации в заданном положении загрузочного штока 6 с закрепленными на нем изделиями 5 камера 1 закрывается крышкой 7.
По завершении предварительного подогрева изделия 5 с помощью загрузочного штока 6 опускают в ампулу 3, где находится легкоплавкий жидкометаллический раствор 2, и выдерживают в нем заданное время (процесс металлизации). Затем с помощью загрузочного штока 6 изделия 5 перемещают в солевой расплав 4 (зона 11). Температура солевого расплава 4 соответствует температуре требуемой термической обработки материала покрытых изделий и регулируется посредством перемещения теплоизолирующей оболочки 9 зоны 11. Одновременно с поверхности изделий 5 происходит удаление следов легкоплавкого металлического раствора (очистка изделий). Далее изделия перемещают в третью зону, откуда их извлекают для последующего охлаждения либо в охладителе - закалка, либо на воздухе - нормализация. Для устранения крупнозернистости структуры, которая может образовываться в покрываемом сплаве в процессе металлизации, покрытые изделия после охлаждения в зоне 12 могут повторно быть перемещены в солевой расплав 4, выдерживаться в нем до завершения превращений и после этого подвергаться закалке или нормализации.
Таким образом, рассматриваемый способ получения диффузионных покрытий на металлических изделиях и устройство для его осуществления за счет создания возможности проведения в одной камере процесса металлизации, очистки покрытых изделий от следов расплава и термической обработки материала покрытых изделий, при одновременном упрощении конструкции устройства и технологических операций, обеспечивают значительное снижение материальных и энергетических затрат на изготовление установки и при ее эксплуатации, повышение коэффициента полезного действия установки, а также рост производительности процесса металлизации и расширение номенклатуры материала покрываемых изделий.
Пример 1. Получение диффузионных никель-хромовых покрытий из среды легкоплавкого раствора, а также очистка от следов расплава и термическая обработка покрываемого материала производились с использованием рассматриваемого способа получения диффузионных покрытий и устройства для его осуществления на образцах, изготовленных из стали 5ХНМ,
Легкоплавкий металлический раствор размещался в цилиндрической ампуле, изготовленной из стали Ст 3. Легкоплавкий металлический раствор содержал 0,75% лития, 3% никеля, 3% хрома, остальное - свинец, а солевой расплав состоял из 55% BaCl2, 21% NaCl, 24% KCl.
Процесс получения покрытий осуществлялся при температуре 1050°C, длительность процесса 1 час, температура соляного расплава 820°C, после выдержки в солевом расплаве в течение 3 минут проводилась закалка покрытых образцов путем их охлаждения в индустриальном масле.
В результате реализации проведенного процесса с применением рассматриваемых способа получения покрытий и устройства для его осуществления на поверхности образцов было получено покрытие толщиной 15 мкм, состоящее из твердого раствора системы «никель-хром-железо», образцы были очищены от следов легкоплавкого расплава, а материал образцов - сталь 5ХНМ был подвергнут закалке.
Пример 2. Получение диффузионных никель-медных покрытий из среды легкоплавкого раствора, а также очистка от следов расплава и термическая обработка покрываемого материала производились на пресс-форме для литья под давлением корпуса бензонасоса автомобиля ВАЗ, изготовленной из стали 4Х5МФС.
Процесс получения покрытий осуществлялся в легкоплавком жидкометаллическом растворе, состоящем из 87% свинца, 3% никеля, 9% меди, при температуре 1030°С, длительность процесса 1 час, а солевой расплав состоял из 51% BaCl2, 19% NaCl, 30% KCl. Температура солевого расплава была равна 650°C, после выдержки в солевом расплаве в течение 5 минут проводилась закалка покрытых образцов путем их охлаждения на воздухе.
На поверхности пресс-формы после проведения процесса, в соответствии с рассматриваемыми способом и устройством для его осуществления, сформировались покрытия на базе никеля и меди, их толщина составляла 12 мкм, а также произошли очистка пресс-формы от остатков легкоплавкого жидкометаллического расплава и закалка ее стальной основы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов | 2021 |
|
RU2767108C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2012 |
|
RU2521187C2 |
| Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов | 2019 |
|
RU2692142C1 |
| Устройство для диффузионной металлизации изделий в легкоплавком жидкометаллическом растворе | 2022 |
|
RU2789323C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2009 |
|
RU2423546C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТАЛЬНОЕ ИЗДЕЛИЕ В ЛЕГКОПЛАВКОМ МЕТАЛЛИЧЕСКОМ РАСТВОРЕ | 2022 |
|
RU2792992C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В СРЕДЕ ЛЕГКОПЛАВКИХ МАТЕРИАЛОВ | 2019 |
|
RU2711701C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2005 |
|
RU2293791C1 |
| Способ нанесения износостойкого и коррозионно-стойкого покрытия из порошковых твердых сплавов | 2020 |
|
RU2761568C1 |
| СПОСОБ ФОРМИРОВАНИЯ НА ПОВЕРХНОСТИ СТАЛЬНОГО ИЗДЕЛИЯ НАНОСТРУКТУРИРОВАННОГО СЛОЯ | 2009 |
|
RU2413037C1 |
Изобретение относится к технологии диффузионной металлизации, а именно к способу получения диффузионных покрытий на металлических изделиях и устройству для его осуществления для обеспечения поверхностным слоям изделий особых физико-химических свойств с помощью изменения их состава, и может использоваться в общем машиностроении, в инструментальной промышленности и других областях. В заявляемом способе после диффузионного насыщения металлических изделий в легкоплавком жидкометаллическом расплаве осуществляют очистку изделий от следов расплава и термическое воздействие на материал изделий путем перемещения их в слой солевого расплава c температурой, заданной для термической обработки покрываемого материала изделия. Солевой расплав содержит следующие компоненты, мас.%: BaCl2 от 51 до 55, NaCl от 19 до 21, KCl от 24 до 30. Устройство содержит одну камеру, с тремя зонами. В нижней зоне камеры, находящейся в нагревательном устройстве, расположена ампула с легкоплавким жидкометаллическим раствором, а над ней в средней зоне камеры расположен защитный противоокислительный слой, состоящий из солевого расплава, содержащего хлориды Ba, Na и K, образующий зону очистки от следов расплава и имеющий температуру, заданную для термической обработки покрытого изделия. Толщина упомянутого защитного противоокислительного слоя равна или больше толщины слоя легкоплавкого жидкометаллического раствора, размещенного в ампуле. Верхняя зона камеры предварительного подогрева заполнена воздухом. Сверху камера закрыта крышкой, в которой закреплен подвижный шток. Нагревательное устройство выполнено внешним, терморегулирование средней зоны камеры осуществляется вертикальным перемещением теплоизолирующей оболочки. Обеспечивается значительное сокращение длительности и затратности полного технологического цикла получения готовых изделий с диффузионными покрытиями, расширяется номенклатура покрываемых материалов, снижаются материальные и энергетические затраты, упрощается технологический процесс. 2 н. и 1 з.п. ф-лы, 1 ил., 2 пр.
1. Способ получения диффузионных покрытий на металлическом изделии, включающий диффузионное насыщение металлического изделия в легкоплавком жидкометаллическом растворе, содержащем элементы, формирующие покрытие на изделии, отличающийся тем, что после диффузионного насыщения осуществляют очистку изделия от следов расплава и термическое воздействие на материал изделия путем его перемещения в слой солевого расплава с температурой, заданной для термической обработки покрываемого материала изделия, при этом солевой расплав содержит хлориды Ba, Na и K при следующем соотношении компонентов, мас.%: BaCl2 от 51 до 55, NaCl от 19 до 21 и KCl от 24 до 30.
2. Способ по п.1, отличающийся тем, что длительность выдержки изделия в слое солевого расплава определяется его конфигурацией и массой.
3. Устройство для получения диффузионных покрытий на металлических изделиях, содержащее нагревательную камеру, в которой установлена ампула с металлическим раствором, подвижный шток, на котором закреплено покрываемое изделие, нагревательное устройство, отличающееся тем, что оно содержит одну камеру, разделенную на три зоны, в нижней зоне камеры, находящейся в нагревательном устройстве, расположена ампула с легкоплавким жидкометаллическим раствором, а над ней в средней зоне камеры расположен защитный противоокислительный слой, состоящий из солевого расплава, содержащего хлориды Ba, Na и K, образующий зону очистки от следов расплава и имеющий температуру, заданную для термической обработки покрытого изделия, при этом толщина упомянутого защитного противоокислительного слоя равна или больше толщины слоя легкоплавкого жидкометаллического раствора, размещенного в ампуле, а верхняя зона камеры, образующая зону предварительного подогрева покрываемых изделий, выполнена полой и заполнена воздухом, причем сверху камера закрыта крышкой, в которой закреплен подвижный шток, выполненный с возможностью вертикального перемещения в крышке, при этом нагревательное устройство выполнено внешним и расположено вокруг нижней зоны камеры, а вокруг средней зоны камеры расположена теплоизолирующая оболочка, выполненная с возможностью вертикального перемещения, обеспечивающего регулирование температуры в этой зоне.
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2005 |
|
RU2293791C1 |
| СПОСОБ НАНЕСЕНИЯ ДИФФУЗИОННЫХ ПОКРЫТИЙ НА СТАЛЬНЫЕ ИЗДЕЛИЯ | 2006 |
|
RU2312164C1 |
| ПЕЧЬ-ВАННА ПЛАВЛЕНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2003 |
|
RU2277605C2 |
| US 1914269 A , 13.06.1933 | |||
| Система радиосвязи с псевдослучайными сигналами | 1987 |
|
SU1501293A1 |

