Изобретение относится к инструментам для обработки металлов и может быть использовано на предприятиях металлообрабатывающей промышленности для эффективной чистовой и отделочной обработки заготовок деталей машин и приборов.
Известны шлифовальные круги с прерывистой режущей поверхностью, полученной созданием на периферии или торце круга пазов или прорезей различной формы (Абразивная и алмазная обработка материалов: Справочник. Под ред. д-ра техн. наук проф. А.Н.Резникова. М.: Машиностроение, 1977). Применение таких кругов позволяет снизить теплонапряженность процесса обработки заготовок, что особенно важно при шлифовании кругами на органических (вулканитовых, каучуковых) связках, имеющих низкую (до 300°С) теплостойкость.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известных кругов, относится то, что эти круги имеют в 1,5-2 раза меньшую, чем сплошные круги, протяженность режущей поверхности, а следовательно, и меньший полезный объем, определяющий период времени использования шлифовального круга до полного износа.
Известны сборные шлифовальные круги из традиционных и сверхтвердых абразивных материалов (SU, авторские свидетельства №779058, кл. B 24 D 7/00, 1980; №971640, B 24 D 7/00, 1982; №1104008, B 24 D 5/06, 1984; Сегментный абразивный круг для врезного шлифования. Matsui Seiki, Syoji Katsuo, Kuriyagawa Tsuucmoto. Сейницу когаку Кайси, J. Jap. Soc. Precis Eug., 1986, 52, №11, 1963 - 1869; Сегментный шлифовальный круг. Заявка 63300873, Япония, B 24 D 7/06), прерывистую режущую поверхность которых образуют абразивные элементы, установленные и закрепленные тем или иным способом в пазах корпуса круга.
Достоинством таких кругов по сравнению с вышеназванными является рациональное использование абразивных материалов за счет металлического корпуса многократного применения и сменных абразивных элементов.
Причиной, препятствующей достижению указанного ниже технического результата, является, как и в предыдущем случае, малый полезный объем абразивных элементов, особенно элементов из синтетических сверхтвердых материалов с толщиной абразивного слоя порядка 2-5 мм.
Наиболее близким устройством того же назначения к заявляемому изобретению по совокупности признаков является сборный шлифовальный круг, имеющий металлический корпус с периферийными пазами, в которых установлены сменные элементы, представляющие собой многогранные вставки, на каждой грани которых размещены рабочие слои из сверхтвердого абразивного материала, и механизм их крепления (RU, патент №2183549, С2, B 24 D 5/06, 17/00, 2002).
Достоинством этого круга по сравнению с описанными выше является увеличение его ресурса работоспособности за счет последовательного использования рабочих слоев из абразивного материала, расположенных на всех гранях сменных элементов.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, принятого за прототип, относится то, что прерывистость рабочей (периферийной) поверхности круга приводит к пульсации силы резания при шлифовании, возникновению вибраций и соответствующему ухудшению характеристик качества шлифованных поверхностей, в том числе их шероховатости.
Сущность изобретения заключается в следующем. Для улучшения качества шлифованных поверхностей металлический корпус круга выполнен сборным, состоящим из трех дисков, обеспечивающих возможность расположения рабочих слоев сменных элементов на периферии круга в шахматном порядке.
Технический результат заявляемого изобретения заключается в улучшении качества поверхностей, шлифованных сборным шлифовальным кругом.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном устройстве, сборный шлифовальный круг имеет металлический корпус с периферийными пазами, сменные элементы, представляющие собой многогранные вставки, на каждой грани которых размещены рабочие слои из сверхтвердого абразивного материала, и механизм крепления сменных элементов. Особенность заключается в том, что металлический корпус выполнен сборным, состоящим из трех дисков - центрального и двух сопряженных с ним по торцам, а диски ориентированы в угловом направлении таким образом, что рабочие слои сменных элементов располагаются на периферии круга в шахматном порядке.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном устройстве, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию “изобретательский уровень” заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного устройства. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата.
Описываемое изобретение не основано на изменении количественных признаков, представлении таких признаков во взаимосвязи либо изменении их вида.
Следовательно, заявленное изобретение соответствует условию “изобретательский уровень”.
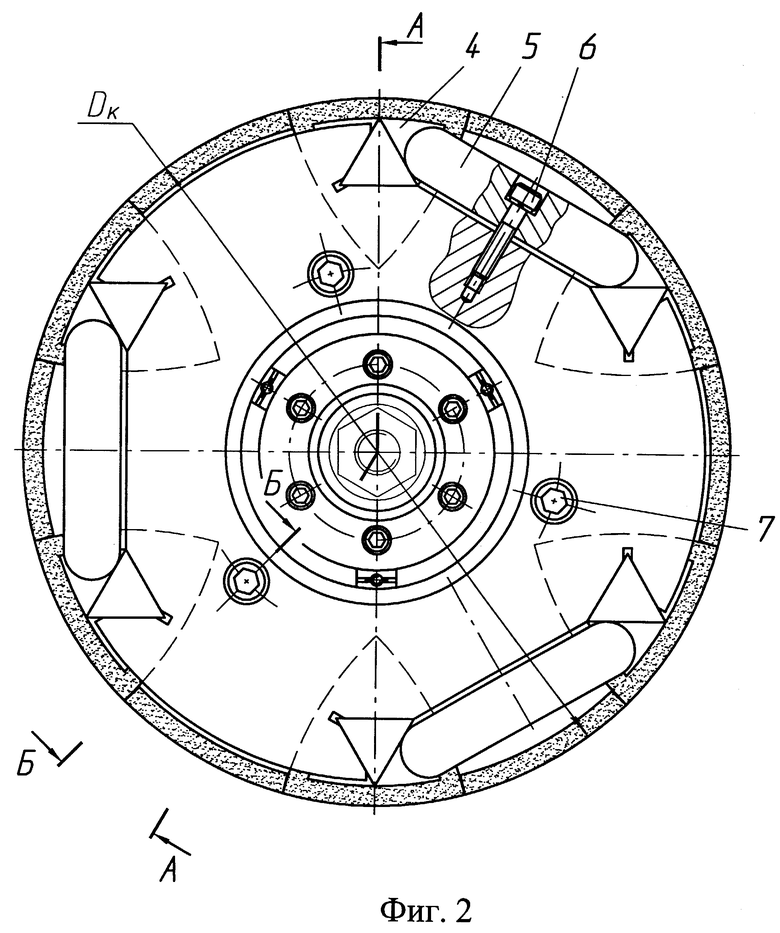
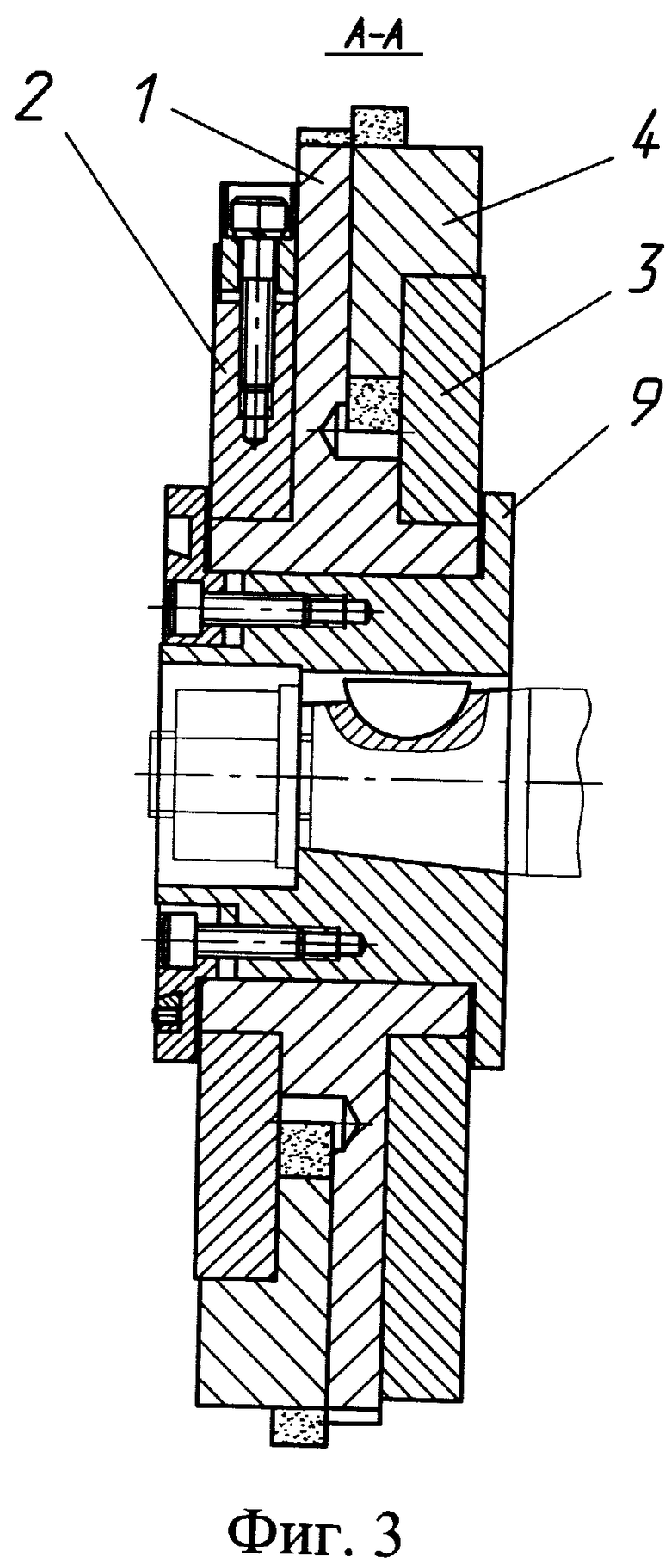
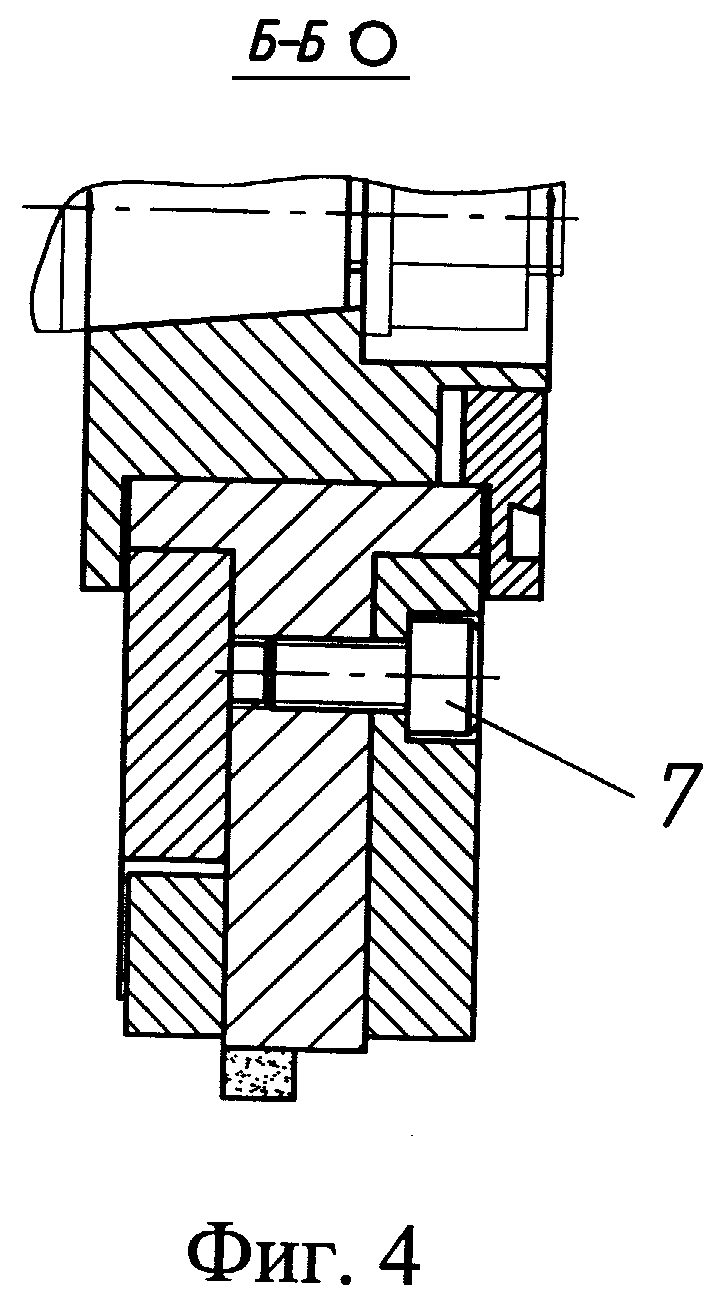
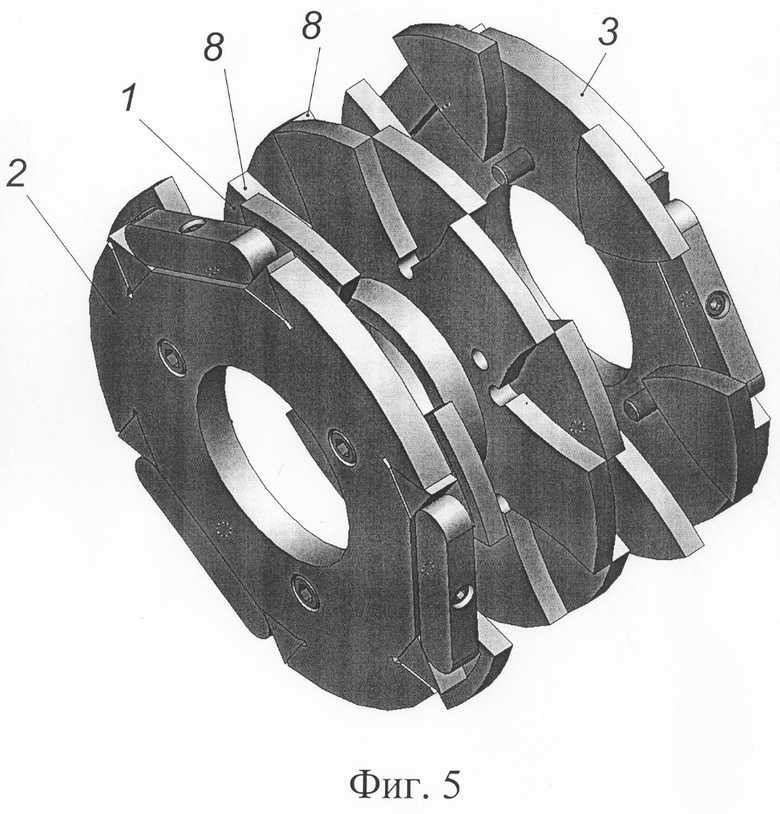
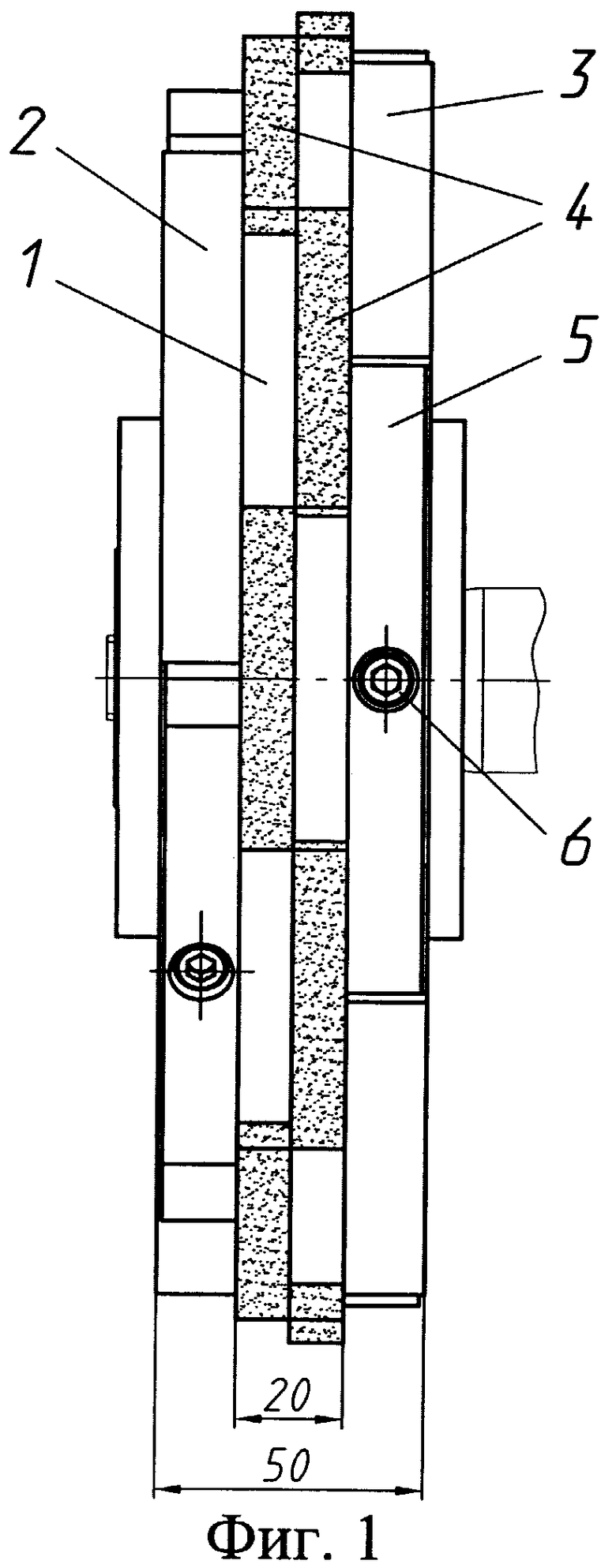
На чертежах представлено: на фиг.1 - общий вид сборного шлифовального круга; на фиг.2 - вид слева на круг на фиг.1, совмещенный с местным разрезом; на фиг.3 - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - аксонометрическое изображение сборочных единиц шлифовального круга.
Сборный шлифовальный круг содержит металлический корпус, состоящий из трех дисков - центрального 1 и двух боковых 2 и 3, сопряженных с центральным по торцовым поверхностям (см. фиг.1, 3), сменные элементы 4 (см. фиг.1-3), выполненные в виде многогранных (например, трехгранных) вставок, у которых грани, несущие рабочие слои из сверхтвердого абразивного материала, имеют радиус RK=DK/2 (DK - диаметр рабочей поверхности круга), а посадочные поверхности образуют призму с числом граней, равным числу рабочих граней, прижимы 5 (см. фиг.1, 2), винты 6, с помощью которых осуществляют закрепление сменных элементов 4, и винты 7 для крепления дисков 2 и 3 к центральному диску 1 (см. фиг.2, 4).
Сборный шлифовальный круг используют следующим образом. Сменные элементы 4 устанавливают в периферийные пазы дисков 2 и 3 и прижимают к направляющим поверхностям пазов с помощью прижимов 5 при завертывании винтов 6 (см. фиг.1-4). Диски 2 и 3 соединяют с центральным диском 1, ориентируя их в угловом положении так, чтобы сменные элементы 4, закрепленные в пазах дисков 2, 3, располагались в пазах 8 центрального диска 1 (см. фиг.5). При этом рабочие (абразивные) слои сменных элементов на периферии круга располагаются в шахматном порядке. Диски 2 и 3 закрепляют винтами 7. Балансируют круг в сборе с планшайбой 9 (см. фиг.2) и устанавливают на шпиндель станка. Круг правят любым известным способом и используют для шлифования до полного износа рабочего абразивного слоя на первой грани. Для использования слоев других граней сменных элементов отворачивают винты 7 и снимают диски 2, 3, “отпускают” винты 6, вынимают сменные элементы 4, устанавливают их путем поворота в новое положение, закрепляют в этом положении с помощью прижимов 5 и винтов 6, соединяют диски 1, 2, 3, закрепляют их винтами 7, балансируют круг в сборе с планшайбой, устанавливают на шпиндель станка, правят круг и вновь используют для шлифования.
При шлифовании таким кругом в резании попеременно участвуют рабочие (абразивные) слои сменных элементов, закрепленных в дисках 2 и 3, что позволяет обеспечить постоянство площади контакта абразивных слоев и заготовки и стабилизировать силу резания, устранив ее пульсацию, характерную для шлифования кругом, принятым за прототип, от максимального значения при резании абразивными слоями сменных элементов до нулевого значения при прохождении через зону контакта круг - заготовка пазов, образованных сменными элементами. Это приводит к снижению уровня вибраций технологической системы и соответствующему улучшению качества шлифованных поверхностей, в том числе их шероховатости.
Преимущество прерывистых кругов, заключающееся в снижении теплонапряженности процесса шлифования, при применении предлагаемого круга остается в силе.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного устройства следующей совокупности условий:
- средство, воплощающее заявленное устройство при его осуществлении, предназначено для использования в промышленности, а именно в машиностроении при обработке металлов резанием;
- для заявленного устройства в том виде, как оно охарактеризовано в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- средство, воплощающее заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует условию “промышленная применимость”.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2183550C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2183549C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2183548C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2183551C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2004 |
|
RU2284257C2 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2005 |
|
RU2300455C2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2005 |
|
RU2294278C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2005 |
|
RU2294277C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2152869C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147275C1 |
Изобретение может быть использовано при чистовой и отделочной обработке заготовок. В предлагаемой конструкции круга абразивные слои сменных многогранных элементов расположены на периферии сборного металлического корпуса в шахматном порядке. Изобретение позволяет повысить качество обработки. 5 ил.
Сборный шлифовальный круг, имеющий металлический корпус с периферийными пазами, сменные элементы, представляющие собой многогранные вставки, на каждой грани которых размещены рабочие слои из сверхтвердого абразивного материала, и механизм крепления сменных элементов, отличающийся тем, что металлический корпус выполнен сборным, состоящим из трех дисков - центрального и двух сопряженных с ним по торцам, а диски ориентированы в угловом направлении таким образом, что рабочие слои сменных элементов на периферии круга располагаются в шахматном порядке.
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2183549C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2152867C2 |
| US 4209950 A, 01.07.1980. | |||

