Изобретение относится к инструментам для обработки металлов и может быть использовано на предприятиях металлообрабатывающей промышленности для эффективной черновой, чистовой и отделочной обработки заготовок деталей машин и приборов.
Известны торцовые шлифовальные круги с прерывистой режущей поверхностью, полученной созданием на торце круга пазов или прорезей различной формы (Абразивная и алмазная обработка материалов: Справочник. Под ред. А.Н.Резникова. - М.: Машиностроение, 1977). Применение таких кругов позволяет снизить теплонапряженность процесса обработки заготовок, что особенно важно при шлифовании кругами на органических (вулканитовых, бакелитовых) связках, имеющих низкую (до 300°С) теплостойкость.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известных кругов, относится то, что эти круги имеют постоянную протяженность рабочей поверхности режущих элементов и прорезей, что снижает эффективность их использования при обработке заготовок из различных материалов и при различных требованиях к качеству шлифованных поверхностей.
Известны сборные торцовые шлифовальные круги, состоящие из металлического корпуса и закрепленных на нем тем или иным способом абразивных элементов (SU, авторские свидетельства №1002142, кл. B24D 7/06, 1983; №1100076, кл. B24D 7/00, 1984; №1100077, кл. B24D 7/00, 1984; №1102667, кл. B24D 7/00, 1984; №127737, кл. B24D 7/00, 1986; №1235709, кл. B24D 7/06, 1986; №1315273, кл. B24D 7/00, 1987). Достоинствами таких кругов являются:
- рациональное расходование абразивных материалов за счет использования металлического корпуса многократного применения и сменных абразивных элементов;
- возможность снижения теплонапряженности шлифования заготовок благодаря прерывистости абразивной поверхности.
Причиной, препятствующей достижению указанного ниже технического результата, является отсутствие возможности регулирования расстояния (шага) между сменными абразивными элементами, что, как и в предыдущем случае, снижает эффективность их использования в различных условиях.
Известны сборные шлифовальные круги, состоящие из корпуса многократного использования, сменных элементов, представляющих собой многогранные вставки и механизма крепления последних (RU, патент №2183548, кл. B24D 5/06, 2002; патент №2183550, кл. B24D 5/06, 2002). Использование таких кругов позволяет регулировать расстояние между сменными элементами, несущими рабочий слой абразивов, в зависимости от условий обработки.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известных кругов, относится то, что в известных конструкциях абразивные слои нанесены на периферийную поверхность сменных вставок, а торцовые поверхности вставок закрыты металлическими элементами круга, в результате использование таких кругов возможно лишь при круглом наружном шлифовании.
Наиболее близким устройством того же назначения к заявляемому изобретению по совокупности признаков является сборный торцовый абразивный круг, имеющий металлический корпус, на торце которого установлены сменные абразивонесущие сегменты, и механизм их крепления (SU, авторское свидетельство №1281393, B24D 7/06, 1987), принятое за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, принятого за прототип, относится то, что расстояние между абразивонесущими сегментами не может быть изменено в зависимости от свойств материала обрабатываемых заготовок и требований к качеству шлифованных поверхностей.
Сущность изобретения заключается в следующем. С целью расширения технологических возможностей круга, обеспечивающих рациональное его использование в условиях многономенклатурного единичного и мелкосерийного производства, конструкция круга позволяет регулировать расстояние между сегментами, несущими рабочие слои из абразивного материала в зависимости от условий обработки (материала обрабатываемых заготовок, требований к качеству шлифованных деталей и др.). При этом теплонапряженность процесса шлифования снижается до требуемого уровня.
Технический результат заявляемого изобретения заключается в расширении технологических возможностей сборного торцового абразивного круга.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном устройстве, сборный торцовый абразивный круг имеет металлический корпус и сменные сегменты, несущие рабочие слои из абразивного материала, и механизм их крепления. Особенность заключается в том, что на торце корпуса круга имеется кольцевой паз, в котором размещены сменные сегменты, представляющие собой части кругового кольца, которые ориентированы в угловом направлении по рискам на торцовой поверхности корпуса круга и периферийной поверхности сегментов.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволил выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном устройстве, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию «новизна».
Для проверки соответствия заявленного изобретения условию «изобретательский уровень» заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного устройства. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата.
Описываемое изобретение не основано на изменении количественных признаков, представлении таких признаков во взаимосвязи либо изменении их вида.
Следовательно, заявленное изобретение соответствует условию «изобретательский уровень».
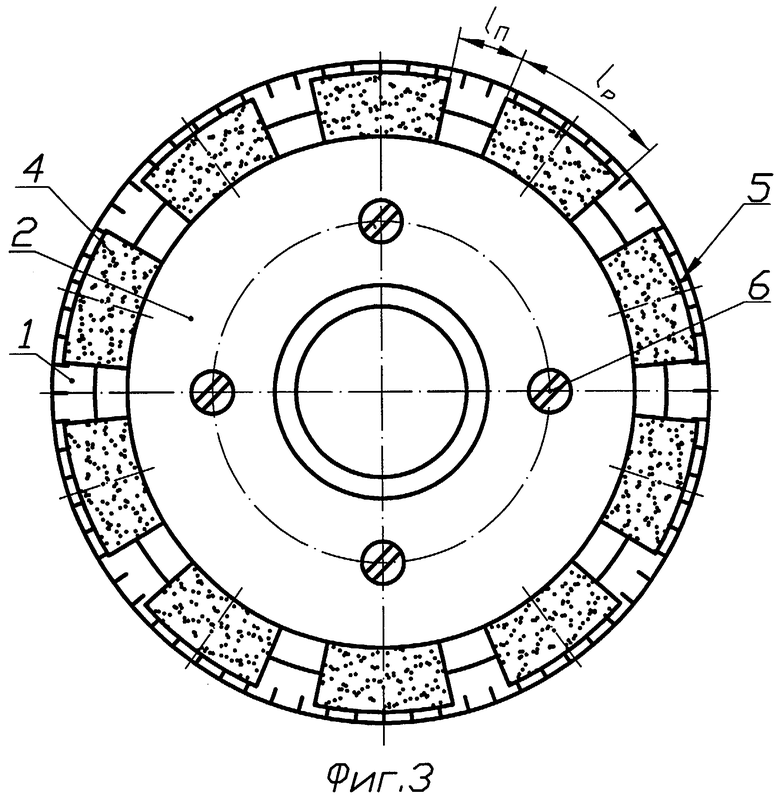
На чертежах представлено: на фиг.1 - продольный разрез сборного торцового абразивного круга; на фиг.2 - вид слева на круг по фиг.1 (с восемью сменными абразивонесущими сегментами); на фиг.3 - вид слева на круг по фиг.1 с измененным количеством сменных абразивонесущих сегментов (с десятью сменными сегментами); на фиг.4 - сменный абразивонесущий сегмент.
Сборный торцовый абразивный круг содержит металлический корпус 1, диск 2, образующий с корпусом кольцевой паз, например, в виде ласточкина хвоста, в котором размещены сменные сегменты 3 (фиг.1), представляющие собой части кругового кольца, несущие на торцовой поверхности рабочие слои из абразивного материала 4 и имеющие посадочные поверхности, выполненные в поперечном сечении, например, в виде ласточкина хвоста. Для определения углового положения сменных абразивонесущих сегментов использованы риски 5 (фиг.2), нанесенные на торцовой поверхности корпуса круга 1 и на периферийной поверхности сегментов 3 (фиг.4). Диск 2 (см. фиг.1) прикреплен к корпусу 1 винтами 6.
Сборный торцовый абразивный круг используют следующим образом. В кольцевой паз корпуса круга 1 (фиг.1) устанавливают сменные сегменты 3, совмещая соответствующие риски 5, расположенные на торце корпуса круга 1 и периферийной поверхности сегментов 3. Сегменты 3 прижимают к торцу корпуса и внутренней поверхности кольцевого паза диском 2 и закрепляют винтами 6. Круг балансируют в сборе с планшайбой и правят.
Значения расстояния lп (см. фиг.2) между абразивонесущими сегментами выбирают исходя из требуемых размерной стойкости круга и шероховатости обработанной поверхности, допускаемой температуры в зоне резания, зависящих от условий шлифования (материала обрабатываемых заготовок, режимов шлифования и др. параметров). Рекомендуется (Якимов А.В. Прерывистое шлифование. - Киев - Одесса: Вища школа, 1986), например, для чернового шлифования расстояние между сегментами выбирают таким, чтобы обеспечивалось соотношение длины впадины lп к длине режущего сегмента круга lр . Такие круги обеспечивают равномерное интенсивное самозатачивание, максимальное снижение температуры в зоне резания, сохранение качества поверхностного слоя. При отделочных режимах шлифования расстояние между сегментами выбирают из соотношения
. Такие круги обеспечивают равномерное интенсивное самозатачивание, максимальное снижение температуры в зоне резания, сохранение качества поверхностного слоя. При отделочных режимах шлифования расстояние между сегментами выбирают из соотношения  . Такие круги наряду со снижением температуры в зоне резания обеспечивают такую же или даже меньшую шероховатость шлифованной поверхности, чем при шлифовании сплошным кругом.
. Такие круги наряду со снижением температуры в зоне резания обеспечивают такую же или даже меньшую шероховатость шлифованной поверхности, чем при шлифовании сплошным кругом.
Для обеспечения возможности регулирования расстояния между абразивонесущими сегментами и достижения оптимального соотношения длины впадин к длине режущего выступа круг снабжен заменяемыми комплектами таких сегментов с различной протяженностью абразивонесущего слоя, например, состоящими из шести, восьми, десяти и более сменных сегментов. В зависимости от условий шлифования устанавливают тот или иной комплект сменных абразивонесущих сегментов 3, используя для определения их углового положения в круге риски 5, расположенные с заданным шагом на торцовой поверхности корпуса 1 (см. фиг.2).
Применение предлагаемого сборного торцового абразивного круга особенно эффективно в условиях единичного и мелкосерийного производства, так как позволяет обеспечить низкую теплонапряженность процесса обработки заготовок из различных материалов (а следовательно, высокие качественные характеристики шлифованных деталей и высокую стойкость круга) за счет регулирования расстояния между сменными элементами.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного устройства следующей совокупности условий:
- средство, воплощающее заявленное устройство при его осуществлении, предназначено для использования в промышленности, а именно в машиностроении при обработке металлов резанием;
- для заявленного устройства в том виде, как оно охарактеризовано в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- средство, воплощающее заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует условию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2008 |
|
RU2390403C1 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2011 |
|
RU2468908C2 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2014 |
|
RU2596534C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2183550C2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2005 |
|
RU2294277C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2183551C2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2005 |
|
RU2294278C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2214901C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2246393C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2183548C2 |


Изобретение относится к области абразивной обработки и может быть использовано при изготовлении торцовых кругов для эффективной черновой чистовой и отделочной обработки заготовок деталей машин и приборов. Абразивный круг содержит металлический корпус, выполненный с кольцевым пазом на его торце. Сменные сегменты, несущие рабочие слои из абразивного материала, размещены в кольцевом пазу корпуса с возможностью регулирования расстояния между ними и выполнены в виде частей кругового кольца. На торцовой поверхности корпуса круга и периферийной поверхности сменных сегментов предусмотрены риски для определения углового положения сменных сегментов. Такая конструкция расширяет технологические возможности круга в условиях единичного и мелкосерийного производства и снижает теплонапряженность процесса обработки заготовок из различных материалов. 4 ил.
Сборный торцовый абразивный круг, содержащий металлический корпус, сменные сегменты, несущие рабочие слои из абразивного материала, и механизм крепления сегментов, отличающийся тем, что металлический корпус выполнен с кольцевым пазом на его торце, а сменные сегменты - в виде частей кругового кольца, при этом сменные сегменты размещены в кольцевом пазу корпуса с возможностью регулирования расстояния между ними, а на торцовой поверхности корпуса круга и периферийной поверхности сменных сегментов выполнены риски для определения углового положения сменных сегментов.
| Сборный торцовый абразивный круг | 1985 |
|
SU1281393A1 |
| Сборный торцовый абразивный круг | 1987 |
|
SU1537498A1 |
| Шлифовальный круг | 1979 |
|
SU776907A1 |
| 0 |
|
SU163180A1 |

