Изобретение относится к инструментам для обработки металлов и может быть использовано на предприятиях металлообрабатывающей промышленности для эффективной черновой, чистовой и отделочной обработки заготовок деталей машин и приборов.
Известны торцовые шлифовальные круги с прерывистой режущей поверхностью, полученной созданием на торце круга пазов или прорезной различной формы (Абразивная и алмазная обработка материалов: Справочник. Под ред. д-ра наук проф. А.Н.Резникова. М.: Машиностроение, 1977). Применение таких кругов позволяет снизить теплонапряженность процесса обработки заготовок, что особенно важно при шлифовании кругами на органических (вулканитовых, каучуковых) связках, имеющих низкую (до 300°С) теплостойкость.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известных кругов, относится то, что эти круги имеют режущую часть определенной (постоянной для данного круга) характеристики, что снижает эффективность их использования при обработке заготовок из различных материалов и при различных требованиях к качеству шлифованных поверхностей.
Известны сборные торцовые шлифовальные круги, состоящие из металлического корпуса и закрепленных на нем тем или иным способом абразивных элементов (SU, авторские свидетельства №971640, кл. В 24 D 7/00, 1982; №1002142, кл. В 24 D 7/06, 1983; №1100076, кл. В 24 D 7/00, 1984; №1100077, кл. В 24 D 7/00, 1984; №1102667, кл. В 24 D 7/00, 1984; №1207737, кл. В 24 D 7/00, 1986; №1235709, кл. В 24 D 7/06, 1986; №1315273, кл. В 24 D 7/00, 1987).
Достоинствами таких кругов являются:
- рациональное расходование абразивных материалов за счет использования металлического корпуса многократного применения и сменных абразивных элементов;
- возможность снижения теплонапряженности шлифования заготовок прерывистой абразивной поверхностью.
Причиной, препятствующей достижению указанного ниже технического результата, является, как и в предыдущем случае, постоянство характеристики абразивных элементов, что ограничивает применение одного и того же круга для обработки заготовок деталей из материалов с различными свойствами и различными требованиями к качеству обработанных поверхностей.
Известен комбинированный шлифовальный круг (RU, патент №2183551, B 24 D 5/06, 17/00, 2002), содержащий металлический корпус многократного использования и сменные многогранные элементы, несущие абразивные слои.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного круга, относится то, что в известной конструкции абразивные слои различной зернистости закреплены на периферийной поверхности сменных элементов, а торцовые поверхности последних закрыты металлическими элементами круга, в результате использование таких кругов возможно лишь при круглом наружном шлифовании.
Наиболее близким устройством того же назначения к заявленному изобретению по совокупности признаков является торцовый абразивный круг (RU, патент №2205742, кл. B 24 D 7/14, 2003), имеющий корпус с закрепленными на нем крупнозернистым абразивным слоем, установленный соосно с корпусом с возможностью осевого перемещения стакан, несущий мелкозернистый абразивный слой и механизм выдвижения стакана, включающий в себя тарельчатый элемент, выполненный из сплава с термомеханической памятью и срабатывающий при подаче через каналы в корпусе круга нагретого воздуха.
К причинам, препятствующим достижению указанного ниже технического результата, относится то, что указанный круг имеет достаточно сложную конструкцию, затрудняющую его изготовление, а также необходимость модернизации шлифовальной бабки станка для обеспечения дискретной подачи нагретого и охлажденного воздуха.
Сущность изобретения заключается в следующем. В предлагаемой конструкции круга исключен достаточно сложный механизм выдвижения элементов, несущих мелкозернистый абразивный слой, а для последовательности обработки заготовок крупнозернистыми и мелкозернистыми абразивными слоями эти слои закреплены на гранях четырехгранных сменных элементов, поворачиваемых для осуществления того или иного этапа шлифования.
Технический результат заключается в упрощении конструкции торцового абразивного круга.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном устройстве, торцовый абразивный круг содержит элементы с крупнозернистыми и мелкозернистыми абразивными слоями. Особенность заключается в том, что абразивные слои различной зернистости закреплены на гранях четырехгранных сменных элементов, размещенных на периферии корпуса и имеющих возможность поворота на угол, кратный 90° относительно осей, установленных в радиальных отверстиях корпуса.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволил выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном устройстве, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию «новизна».
Для проверки соответствия заявленного изобретения условию «изобретательский уровень» заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного устройства. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата.
Описываемое изобретение не основано на изменении количественных признаков, представлении таких признаков во взаимосвязи, либо изменении их вида.
Следовательно, заявленное изобретение соответствует условию «изобретательский уровень».
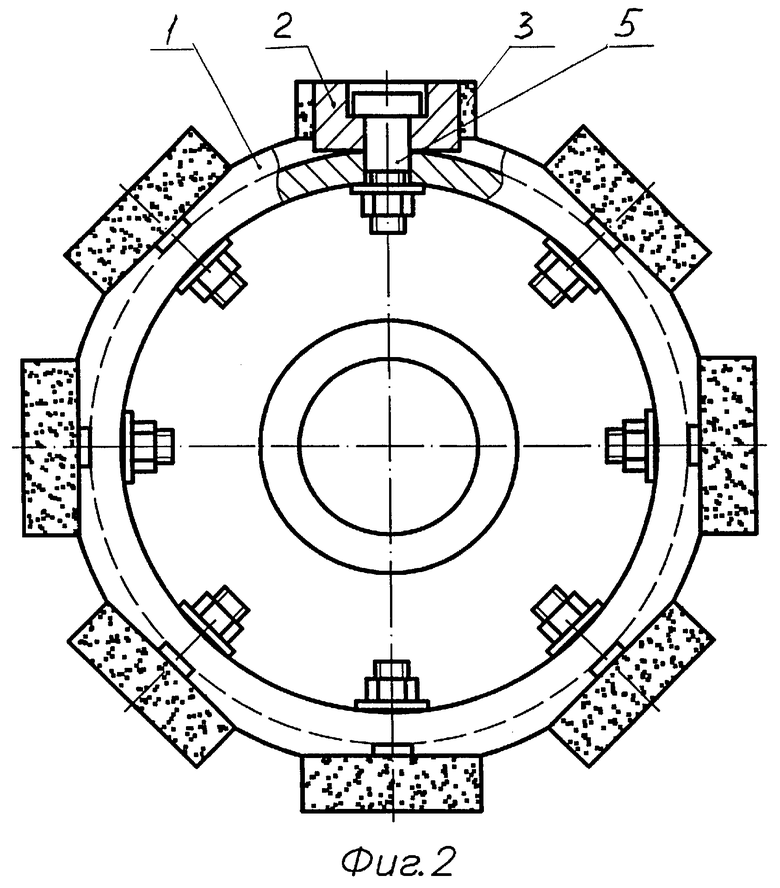
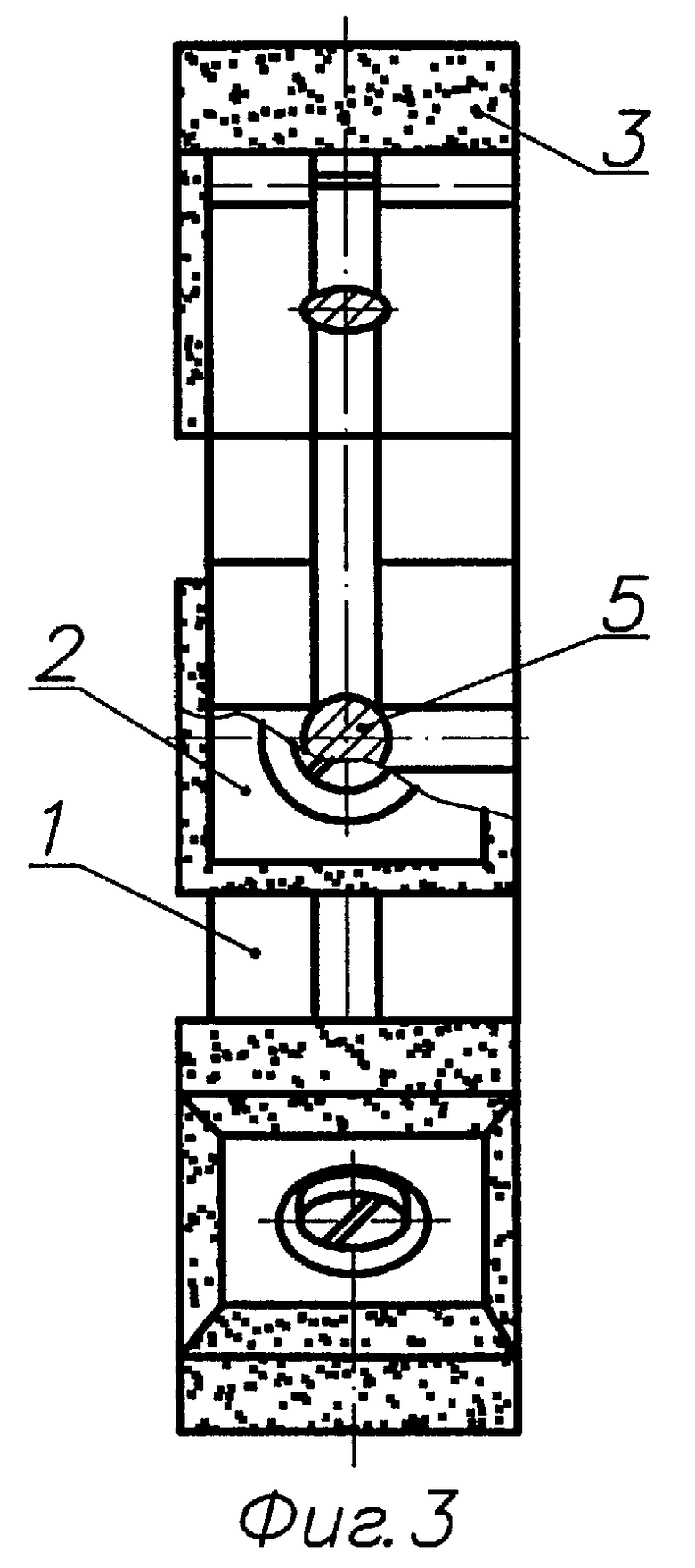
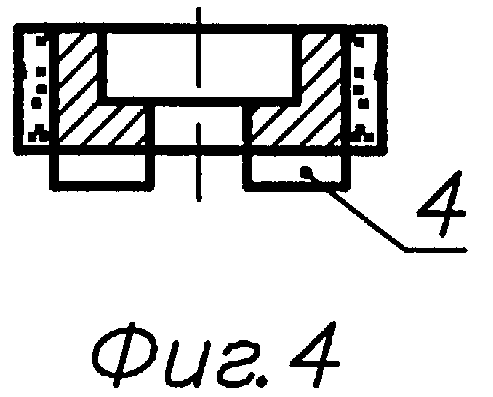
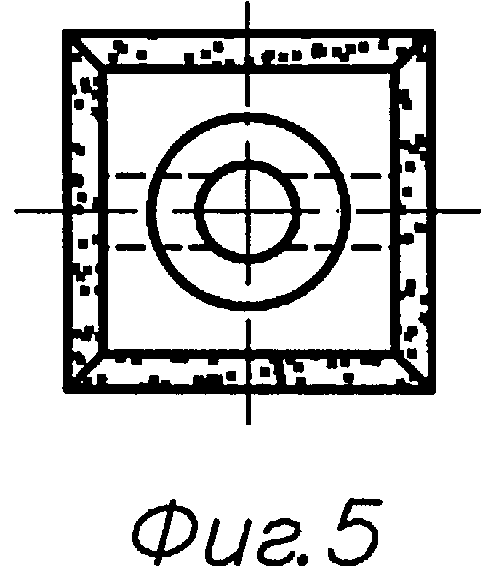
На чертежах представлено: на фиг.1 - продольный разрез абразивного инструмента; на фиг.2 - вид слева на круг по фиг.1, совмещенный с местным разрезом; на фиг.3 - вид справа на круг по фиг.2; на фиг.4 - продольный разрез сменного элемента; на фиг.5 - вид сверху на сменный элемент по фиг.4.
Торцовый абразивный круг содержит металлический корпус 1, на периферии которого выполнены лыски (фиг.1) и кольцевой и продольные пазы (фиг.3); сменные четырехгранные элементы (фиг.5), на гранях которых размещены абразивные слои 3 различной зернистости, а на нижних торцовых поверхностях - самородные шпонки 4 (фиг.4), оси 5, установленные в радиальных отверстиях корпуса 1 и крепежные детали 6 и 7 (фиг.1).
Положение элементов (фиг.2) на периферии корпуса определяют его лыски, шпонки 4 (см. фиг.4), устанавливаемые в кольцевом либо продольном пазах корпуса, и оси 5 (см. фиг.1), предназначенные также для закрепления сменных элементов с помощью гаек 7. Зернистость абразивных слоев, размещенных на гранях сменных элементов, комбинируют в зависимости от свойств материала обрабатываемых заготовок и требуемого качества обработанных поверхностей, например на двух гранях размещают крупнозернистые слои, а на двух других - мелкозернистые (например, зернистостью 160/125 и 80/63 соответственно), или на двух гранях размещают крупнозернистые слои, с помощью которых удаляется основной слой материала и которые в связи с этим быстро изнашиваются (например, зернистостью 160/125), а на двух других - абразивные слои, зернистость которых последовательно уменьшается (например, 80/63 и 40/28). Возможны и другие комбинации зернистости, а при необходимости и другие характеристики абразивных слоев, размещенных на гранях сменных элементов.
Торцовый абразивный круг используют следующим образом. При съеме основного припуска (на предварительную обработку) шлифование осуществляется наиболее крупнозернистыми абразивными слоями, для чего сменные элементы 2 устанавливают, располагая шпонки 4 в кольцевом пазу корпуса, в положение, при котором такие слои располагаются на рабочем торце круга. Круг правят любым известным способом и используют для шлифования партии заготовок на режиме, соответствующем режиму предварительного шлифования прерывистым шлифовальным кругом.
После снятия основной части припуска «отпускают» гайки 7, приподнимают сменные элементы, поворачивают их на угол 90° и устанавливают, располагая шпонки в продольных пазах корпуса так, чтобы на рабочем торце круга находились абразивные слои меньшей зернистости. Возможна и обработка в три перехода, для чего сменные элементы поворачивают на угол 90° еще раз. После каждой переналадки круг правят и выполняют шлифование заготовок на режиме, соответствующем второму предварительному или окончательному шлифованию.
Шлифование предлагаемым кругом особенно эффективно при обработке заготовок различных деталей мелкими партиями (т.е. в условиях единичного и мелкосерийного производства), так как делает возможным их последовательную (предварительную и окончательную) обработку на одном станке одним кругом, имеющим прерывистую рабочую поверхность разной зернистости.
Круг достаточно прост в изготовлении и эксплуатации; его использование не требует модернизации шпиндельной бабки станка.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного устройства следующей совокупности условий:
- средство, воплощающее заявленное устройство при его осуществлении, предназначено для использования в промышленности, а именно в машиностроении при обработке металлов резанием;
- для заявленного устройства в том виде, как оно охарактеризовано в изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в изобретении или известных до даты приоритета средств и методов;
- средство, воплощающее заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует условию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2183551C2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2214901C2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2205742C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2152869C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2001 |
|
RU2205741C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2004 |
|
RU2284257C2 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2011 |
|
RU2468908C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2268136C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2004 |
|
RU2252132C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2155130C1 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении торцовых кругов для эффективной черновой, чистовой и отделочной обработки заготовок деталей машин и приборов. Абразивный круг содержит корпус и элементы с крупнозернистыми и мелкозернистыми абразивными слоями. Предусмотрены четырехгранные сменные элементы, размещенные на периферии корпуса. Абразивные слои различной зернистости закреплены на гранях сменных элементов. Последние имеют возможность поворота на угол 90° относительно осей, установленных в радиальных отверстиях корпуса. Данная конструкция проста в изготовлении и позволяет последовательно осуществлять предварительную и окончательную обработку заготовок на одном станке одним кругом с прерывистой рабочей поверхностью. 5 ил.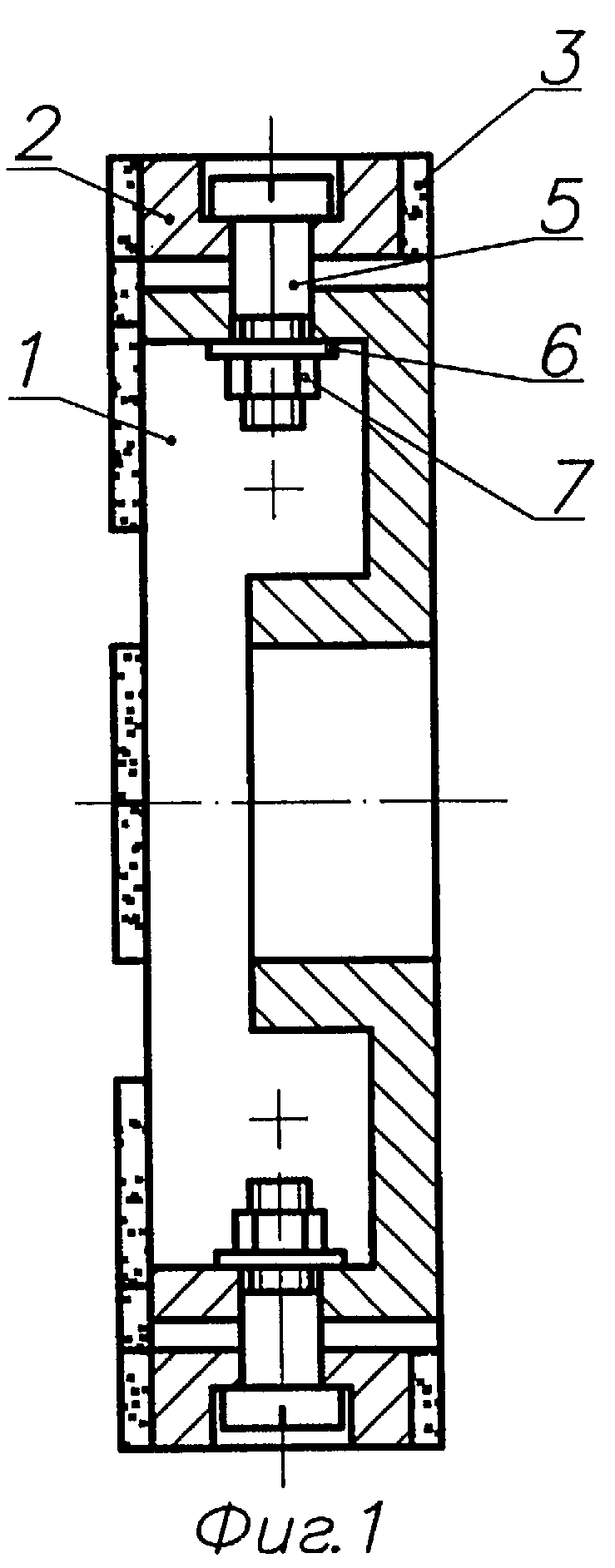
Торцовый абразивный круг, содержащий корпус и элементы с крупнозернистыми и мелкозернистыми абразивными слоями, отличающийся тем, что абразивные слои различной зернистости закреплены на гранях четырехгранных сменных элементов, размещенных на периферии корпуса и имеющих возможность поворота на угол 90° относительно осей, установленных в радиальных отверстиях корпуса.
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2205742C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2183551C2 |
| Абразивный торцовый инструмент | 1976 |
|
SU649563A1 |
| Монолитная интегральная схема мощного СВЧ переключателя | 2023 |
|
RU2810241C1 |
| УСТРОЙСТВО ДЛЯ ПОВОРОТА ГЛАЗНОГО ЯБЛОКА | 2006 |
|
RU2307632C1 |

