Данное изобретение относится к деревянной балке или стойке.
В последние годы балки и стойки из цельного дерева, используемые в строительной промышленности, все чаще и чаще заменяются балками и стойками из профилированного листового металла. Основной причиной этого является то, что балки и стойки из цельного дерева обладают неоднородными свойствами и не очень хорошими характеристиками применительно к их форме, а также имеют больший вес и продаются по более высокой цене, чем балки и стойки из листового металла, имеющие аналогичную прочность.
Однако использование балок и стоек из листового металла имеет свои недостатки, обусловленные свойствами материала таких балок и стоек. Например, по сравнению с балками и стойками из дерева технологическую обработку балок и стоек из листового металла осуществлять труднее. Кроме того, вследствие высокой теплопроводности балок и стоек из листового металла их применение связано с высоким риском возникновения так называемых термических перемычек и одновременно вызывает снижение прочности в случае пожара. Помимо этого, их электропроводные свойства приводят к высокому риску поражения электротоком.
В свете изложенных фактов целью данного изобретение является создание деревянных балок или стоек нового типа, которые могут представлять собой конкурентоспособную альтернативу для все чаще и чаще используемых балок и стоек из листового металла и которые позволяют исключить вышеупомянутые недостатки, свойственные балкам и стойкам из листового металла, равно как и недостатки, свойственные балкам и стойкам из цельного дерева.
Деревянная балка или стойка, соответствующая данному изобретению и предложенная для достижения указанной цели, характеризуется в основном тем, что она выполнена целиком из древесной стружки или щепы, склеенной под давлением и при нагреве, и имеет форму удлиненного элемента, который имеет изогнутый и/или искривленный профиль и толщина материала которого является небольшой по сравнению с общей протяженностью указанного элемента в любом направлении, поперечном его продольному направлению.
Несмотря на то, что эта балка или стойка состоит главным образом из древесины, данное изобретение обеспечивает возможность придания ей прочности, которая соответствует прочности балки или стойки из листового металла, имеющей такой же вес и схожий профиль. Кроме того, производственные затраты могут быть сокращены до уровня, который сопоставим с уровнем производственных затрат для соответствующей балки или стойки из листового металла или даже ниже его. Одновременно могут быть обеспечены хорошие характеристики, касающиеся формы.
Особое преимущество заключается в том, что при производстве предлагаемых балок или стоек можно извлечь пользу из накопленных обширных знаний и опыта, приобретенных ранее в связи с производством таких плоских изделий в форме плиты, которые состоят из древесной стружки или щепы, склеенной под давлением и при нагреве, и которые известны под названием “ориентированная стружечная плита ОСП” (OSB). В связи с этим также, как и при производстве указанных плоских изделий в форме плиты, в качестве основного материала для древесной стружки или щепы можно использовать, к примеру, дешевую древесину, не пригодную для производства изделий из деловой древесины. Кроме того, древесную стружку или щепу перед ее склеиванием под давлением можно подготавливать тем же самым образом, что и при производстве указанных изделий в форме плиты.
Соответственно, толщина материала деревянной балки или стойки может быть приблизительно постоянной, по меньшей мере, вдоль основной части ее поперечного сечения. Вдобавок, ее плотность может быть приблизительно постоянной, по меньшей мере, вдоль основной части ее поперечного сечения. Термин "приблизительно постоянная" означает в данном случае то, что изменение соответственно толщины или плотности не должно превышать примерно десяти процентов.
Кроме того, в местах сопряжения двух смежных частей поперечного сечения, проходящих в разных направлениях, балка или стойка может иметь закругленный или скошенный переходный участок. Путем такого формования переходного участка можно повысить его прочность. Кроме того, для достижения еще большей прочности указанного участка балке или стойке в зоне указанного участка можно придать такую толщину материала, которая будет увеличенной по сравнению с толщиной двух указанных частей, и/или придать такую плотность, которая будет увеличенной по отношению к плотности двух указанных частей.
В соответствии с предпочтительным вариантом выполнения изобретения, балка или стойка может иметь форму элемента U-образного профиля. Профильные элементы такого вида могут использоваться для множества различных целей. В частности, их можно применять в качестве стоек в деревянных каркасных стенах или в качестве опорных балок в разнообразных строительных конструкциях. Кроме того, можно легко соединить два профильных элемента вместе, чтобы получить балку или стойку двутаврового сечения или широкополочную балку или стойку двутаврового сечения. Однако при необходимости балки и стойки такого профиля могут быть изготовлены непосредственно в виде единого элемента.
Изобретение относится также к способу изготовления деревянной балки или стойки. Этот способ характеризуется главным образом тем, что удлиненную полосу предварительно покрытой клеем древесной стружки или щепы подвергают операции прессования с одновременным нагреванием, в ходе которой указанную полосу преобразуют в удлиненный элемент, который имеет изогнутый и/или искривленный профиль и толщина материала которого является небольшой по сравнению с общей протяженностью указанного элемента в любом направлении, поперечном его продольному направлению.
В соответствии с предпочтительным вариантом выполнения данного способа, указанную полосу из древесной стружки или щепы во время операции прессования могут соответственно подвергать одновременному регулируемому прессованию в двух, по меньшей мере, по существу перпендикулярных поперечных направлениях. Кроме того, операцию прессования предпочтительно могут выполнять под управлением компьютера, предназначенного для регулирования производственного процесса.
Предложенный способ при необходимости обеспечивает возможность придания указанному элементу толщины и/или плотности материала, которые различны в разных частях поперечного сечения этого элемента. Однако предпочтительно во время операции прессования указанную полосу из древесной стружки или щепы преобразуют в удлиненный элемент, толщина материала и/или плотность которого являются/является приблизительно постоянной, по меньшей мере, вдоль основной части его поперечного сечения.
Предложенный способ при необходимости также обеспечивает возможность придания изготавливаемому элементу такого поперечного сечения, которое по меньшей мере в некоторой степени изменяется по длине указанного элемента. Так, в отличие от изготовления профильных элементов различных типов путем прокатки или экструзии, в соответствии с данным изобретением можно, например, придавать элементу такую толщину материала, которая изменяется по его длине. Кроме того, предложенный способ при необходимости также обеспечивает возможность придания элементу не строго прямой формы, а слегка изогнутой или искривленной по всей его длине или на отдельных участках. Однако во время операции прессования полосу указанного материала предпочтительно преобразуют в прямой профильный элемент, поперечное сечение которого по всей длине этого элемента является по меньшей мере приблизительно постоянным.
После операции прессования полученный в ходе ее выполнения элемент может быть соответственно подвергнут операции отделки, которая в предпочтительном случае может включать в себя чистовую обрезку указанного элемента на обоих концах, а также на его продольных кромках.
Ниже приведено описание изобретения со ссылкой на сопроводительные чертежи, на которых:
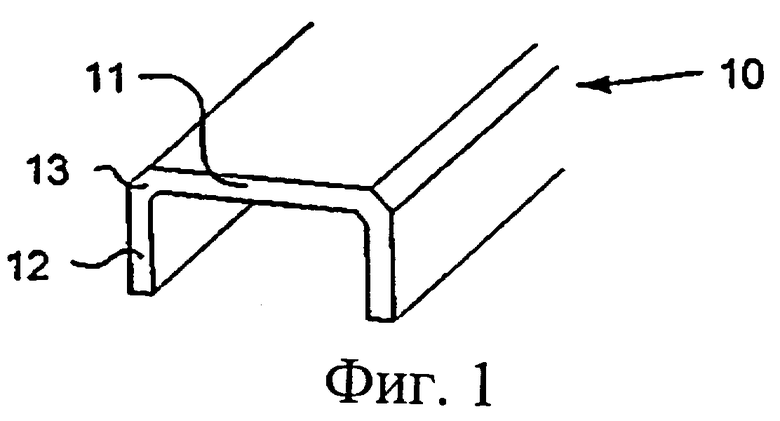
фиг.1, 2 и 3 изображают в аксонометрии три различные балки или стойки, соответствующие разным вариантам выполнения данного изобретения и выбранные исключительно в качестве примеров;
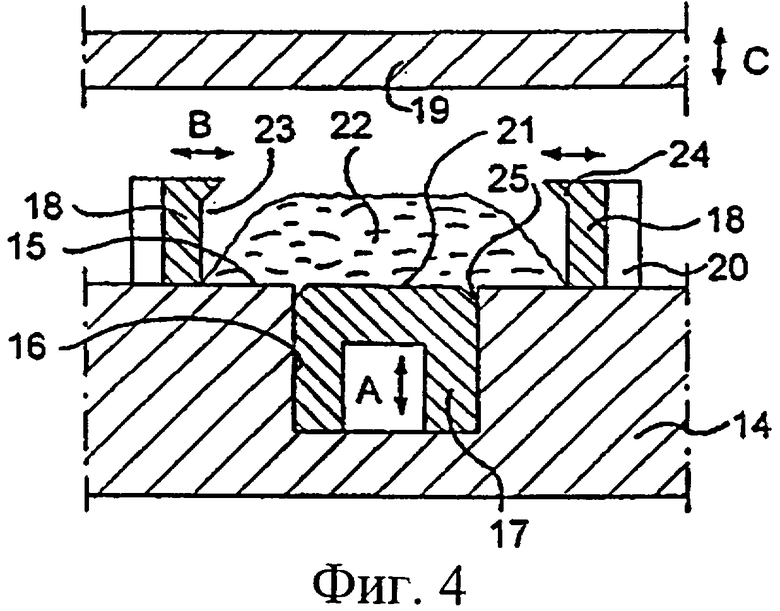
фиг.4 схематически изображает в поперечном разрезе часть пресса, предназначенного для изготовления представленной на фиг.1 балки или стойки, и иллюстрирует различные элементы указанного пресса в их исходном положении до начала изготовления балки или стойки, и
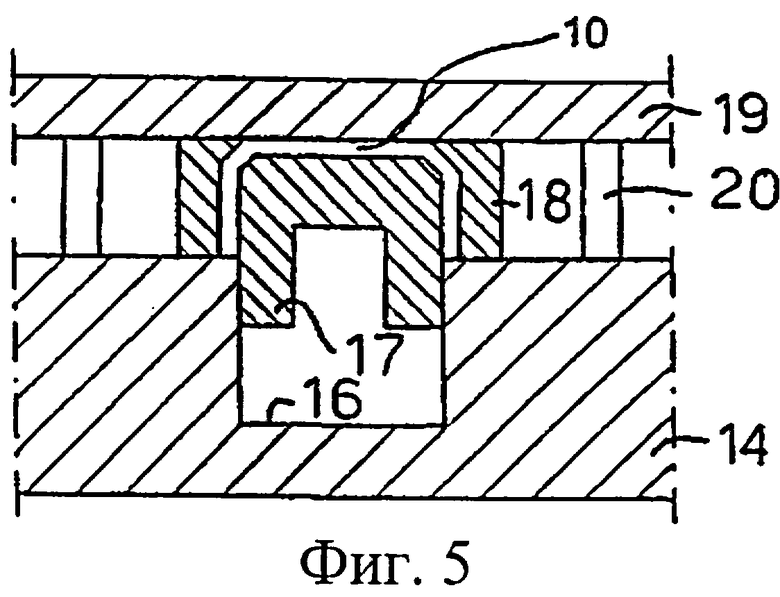
фиг.5 изображает часть указанного пресса, соответствующую фиг.4 и иллюстрирующую элементы этого пресса в их конечном положении после завершения операции прессования.
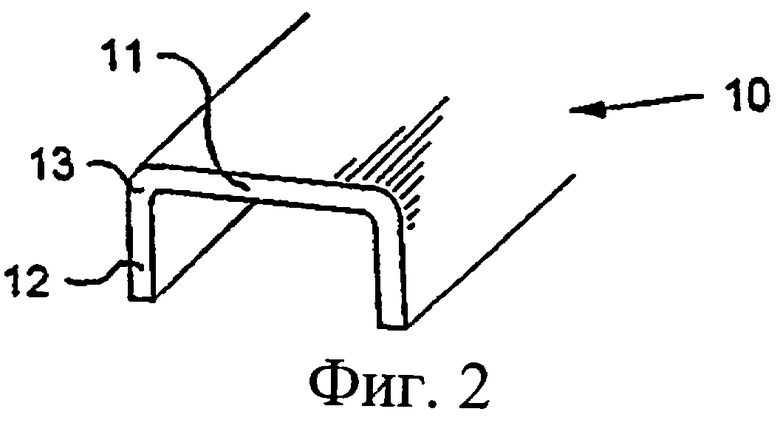
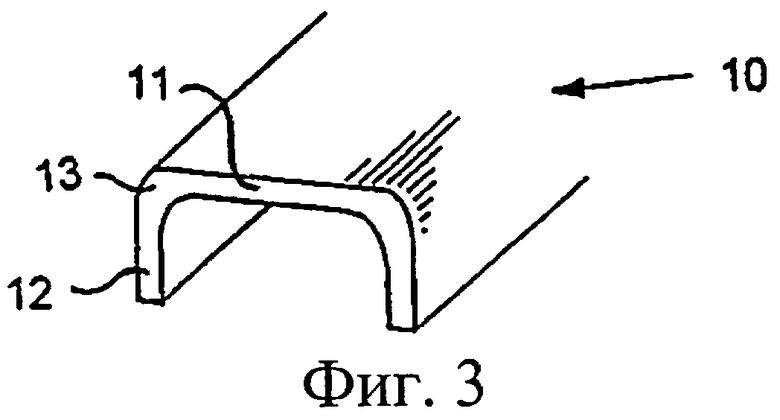
Каждая из балок или стоек, показанных на фиг.1-3, имеет вид удлиненного профильного элемента 10 по существу U-образного поперечного сечения, содержащего плоскую центральную стеновую часть 11 и две плоские параллельные боковые полки 12, которые отходят от стеновой части 11 под прямым углом и каждая из которых соединена с указанной частью посредством переходного участка 13. Во всех своих частях элемент 10 имеет такую толщину материала, которая является небольшой по сравнению с общей протяженностью указанного элемента в любом направлении, поперечном его продольному направлению. Как следствие, элемент 10 имеет тонкий профиль, очень схожий с профилем балок и стоек из листового металла U-образного поперечного сечения, широко применяющихся в настоящее время в строительной промышленности. Балки или стойки, показанные на фиг.1-3, отличаются друг от друга только формой переходных участков 13.
Во всех трех вариантах выполнения элемент 10 состоит из древесной стружки или щепы, склеенной под давлением и при нагреве, и получен этот элемент посредством операции прессования, которой при одновременном нагревании подвергают полосу предварительно покрытой клеем древесной стружки или щепы и во время которой указанную полосу преобразуют в элемент с требуемым профилем. Древесная стружка или щепа, используемая для изготовления элемента 10, может соответственно состоять из тонкой удлиненной стружки, подобной той, какую применяют при производстве плоских плит ОСП. Таким образом, готовый профильный элемент в значительной степени состоит из сравнительно длинных древесных волокон, которые вследствие операции прессования, которой подвергают указанную полосу, находятся внутри стеновой части 11 и внутри каждой полки 12 и ориентированы в плоскостях, проходящих по меньшей мере приблизительно параллельно взаимно параллельным основным поверхностям соответствующей части элемента 10.
В варианте выполнения, соответствующем фиг.1, переходные участки 13 имеют форму скошенных плоских участков с толщиной материала, равной толщине материала, одинаковой для стеновой части 11 и полок 12, тогда как в варианте выполнения, соответствующем фиг.2, они состоят из изогнутых по дуге участков с соответственной толщиной материала. Как следствие, в этих двух вариантах выполнения элемент 10 имеет постоянную толщину по всему поперечному сечению. Элемент 10, показанный на фиг.3, похож на профильный элемент, соответствующий фиг.2, но отличается от последнего тем, что толщина материала его искривленных переходных участков 13 является увеличенной по сравнению с толщиной стеновой части 11 и полок 12.
Причина того, почему элементы 10 снабжены переходными участками 13, которые, как описано выше, имеют ровную скошенную форму или изогнуты по дуге и которые, вдобавок, могут иметь увеличенную толщину материала и/или плотность, заключается в том, что элемент 10 вследствие этого имеет повышенную прочность в зонах сопряжения между стеновой частью 11 и полками 12.
Предложенный способ изготовления деревянной балки или стойки описан ниже со ссылкой на фиг.4 и 5, которые схематически изображают в поперечном сечении пресс, предназначенный для изготовления показанной на фиг.1 балки или стойки, и которые показывают указанный пресс в двух различных положениях.
Указанный пресс содержит удлиненный прессовый стол 14, имеющий плоскую верхнюю поверхность 15 с расположенным по ее центру продольным углублением, которое выполнено в форме паза 16 по существу прямоугольного поперечного сечения и в котором расположен удлиненный пуансон 17, установленный с возможностью вертикального перемещения. С каждой стороны паза 16 имеется удлиненная прессовая щека 18, которая опирается на поверхность 15 прессового стола и которая установлена с возможностью горизонтального перемещения в направлении, перпендикулярном продольному направлению этого стола. Кроме того, пресс содержит плоскую горизонтальную покрывающую плиту 19, расположенную над прессовым столом и установленную с возможностью вертикального перемещения между поднятым положением, показанным на фиг.4, и опущенным положением, показанным на фиг.5, в котором указанная плита опирается на неподвижные опоры 20, выступающие из прессового стола 14 вверх и расположенные вне зоны перемещения прессовых щек 18. Предполагается, что в данном случае указанные опоры состоят из двух параллельных рядов цилиндрических стержней, установленных на прессовом столе.
Для облегчения прямолинейного перемещения пуансона 17, прессовых щек 18 и покрывающей плиты 19 в направлениях, указанных на фиг.4 двойными стрелками А, В и С, пресс оснащен направляющими средствами и приводными средствами, не показанными на чертежах. В предпочтительном варианте указанные приводные средства могут содержать гидравлические цилиндры или другие приспособления, приводимые в действие жидкостью под давлением.
На фиг.4 различные части пресса показаны в своем исходном положении, которое они занимают до начала изготовления в этом прессе профильного элемента 10. В этом состоянии плоская верхняя поверхность пуансона 17 расположена на одном уровне с верхней поверхностью 15 прессового стола 14, тогда как две прессовые щеки 18 расположены на максимальном расстоянии по горизонтали друг от друга, открывая соответствующие продольные части поверхности 15 прессового стола, смежные с пазом 16. Кроме того, покрывающая плита 19 занимает такое положение, при котором она поднята с опор 20 и находится на значительном расстоянии над прессовыми щеками 18.
Изготовление элемента 10 происходит следующим образом. Пока пресс находится в состоянии, показанном на фиг.4, в пространство 23, расположенное между прессовыми щеками 18 над поверхностью 15 прессового стола и поверхностью 21 пуансона, вводят полосу 22 древесной стружки или щепы, предварительно покрытой клеем. Указанный ввод покрытого клеем древесного материала в пространство 23 может быть осуществлен любым подходящим способом. Например, он может быть осуществлен посредством расположенного с возможностью горизонтального перемещения листа, который после размещения на нем необходимого количества древесного материала может быть введен под покрывающую плиту 19 и с которого указанный материал затем может быть сброшен в пространство 23 через отверстия в дне этого листа, снабженные убираемыми заслонками. После введения полосы указанного материала в это пространство при необходимости можно в качестве отдельного этапа произвести корректировку профиля полосы, чтобы лучше приспособить ее форму для последующей операции прессования.
Сразу вслед за этим покрывающую плиту 19 опускают в положение, показанное на фиг.5, и закрепляют в указанном положении, при котором она опирается на опоры 20 и расположена над верхними концами прессовых щек 18 на пренебрежимо малом расстоянии. Пространство 23 таким образом оказывается закрытым сверху, образуя удлиненную прессовую камеру, которая в поперечном сечении закрыта со всех сторон.
Затем полосу 22 материала, находящуюся внутри указанной закрытой камеры, подвергают одновременному прессованию в двух взаимно перпендикулярных направлениях, превращая ее в профильный элемент 10, который имеет показанный на фиг.1 вид. Во время этой операции прессования, которую выполняют при одновременном нагревании полосы указанного материала, например, с помощью электрических нагревательных средств, установленных в различных частях пресса, или путем подачи газообразного или жидкого теплоносителя через специальные каналы, имеющиеся в различных частях пресса, две прессовые щеки 18 перемещают друг к другу по горизонтали из положений, показанных на фиг.4, в положения, показанные на фиг.5, при одновременном перемещении вверх пуансона 17 также из положения, показанного на фиг.4, в положение, показанное на фиг.5.
В ходе указанной операции прессования полосу 22 подвергают воздействию внешнего давления со всех ее сторон. Вследствие этого готовый элемент 10 можно изготавливать путем сжатия и нагревания полосы указанного материала таким образом, что он будет иметь приблизительно постоянную плотность по меньшей мере в своей основной части. Чтобы обеспечить наилучшее протекание операции прессования, ее следует проводить под управлением компьютера, предназначенного для регулирования производственного процесса.
Для обеспечения возможности получения формы переходных участков 13 элемента 10, показанной на фиг.1, прессовые щеки 18 на своих верхних концах имеют выступы 24 клинообразного профиля, которые отходят от тех сторон указанных щек, которые обращены друг к другу, при этом пуансон 17 имеет на своих верхних продольных кромках наклонные кромочные поверхности 25, выполненные в виде ровных скосов.
Вследствие того, что элемент, изготовленный при описанной выше операции прессования, может иметь слегка неровные поверхности как на своих двух концах, так и на своих свободных продольных кромках, его после операции прессования можно подвергнуть операции отделки, которая может включать чистовую обрезку на обоих концах элемента и на его свободных продольных кромках. Таким образом, возможно изготовление такого готового элемента, который имеет совершенно ровные и гладкие концевые, а также кромочные поверхности.
Изобретение не ограничено теми вариантами выполнения, которые описаны выше и изображены на чертежах. Напротив, объем правовой охраны изобретения, установленный в приложенной формуле, подразумевает наличие многих других вариантов данного изобретения. Особо следует отметить то, что поперечное сечение элемента 10 может иметь множество других форм, отличающихся от тех, что показаны на чертежах. Кроме того, в описанный выше способ изготовления могут быть внесены различные изменения, чтобы приспособить его для получения элемента такой формы, какая требуется в каждом отдельном случае.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ЭКСТРУЗИОННОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БАЛОЧНЫХ ЭЛЕМЕНТОВ ЗАКРЫТОГО ПРОФИЛЯ, ГЛАВНЫМ ОБРАЗОМ ТРУБЧАТЫХ БАЛОК, И БАЛОЧНЫЙ ЭЛЕМЕНТ ЗАКРЫТОГО ПРОФИЛЯ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2010 |
|
RU2520463C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОПИТАННЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2140850C1 |
| Металлодеревянная балка | 2022 |
|
RU2788183C1 |
| ДЕРЕВОМЕТАЛЛИЧЕСКАЯ БАЛКА-СТОЙКА | 2000 |
|
RU2166039C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСИНЫ | 1994 |
|
RU2134634C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОЙ КЛЕЕНОЙ ДЕРЕВЯННОЙ БАЛКИ | 2014 |
|
RU2555734C1 |
| Комбинированная балка | 2021 |
|
RU2761808C1 |
| ДЕРЕВОМЕТАЛЛИЧЕСКАЯ БАЛКА-СТОЙКА | 2000 |
|
RU2176300C1 |
| Способ изготовления комбинированной балки | 2021 |
|
RU2762114C1 |
| Способ изготовления металлодеревянной балки | 2022 |
|
RU2794006C1 |
Изобретение относится к деревообрабатывающей промышленности. Деревянная балка или стойка выполнена целиком из древесной стружки или щепы, склеенной под давлением и при нагреве, и имеет форму удлиненного элемента с изогнутым и/или искривленным профилем и с толщиной материала, которая является небольшой по сравнению с общей протяженностью указанного элемента в любом направлении, поперечном его продольному направлению. Изобретение повышает прочность балки или стойки, дает возможность использовать дешевую древесину не пригодную для производства изделий из деловой древесины. 2 с. и 12 з.п. ф-лы, 5 ил.
| ПРОМЕЖУТОЧНЫЕ ПОЛИМЕРНЫЕ СЛОИ, ВКЛЮЧАЮЩИЕ СКИН-СЛОИ | 2006 |
|
RU2407642C2 |
| US 4559194 A, 17.12.1985 | |||
| Способ изготовления изделий из древесно-клеевой композиции | 1989 |
|
SU1618663A1 |

