Изобретение относится к области неразрушающего контроля металлов и сплавов, а именно к термоэлектрическим способам контроля химического состава и структуроскопии, контроля качества химико-термической обработки и может быть использовано в металлообрабатывающей и машиностроительной промышленности для контроля качества режущих кромок металлорежущего инструмента.
Известно термоэлектрическое устройство для контроля металлов и сплавов, содержащее холодный и горячий электроды, реле, обеспечивающее подачу пониженного напряжения на нагревательный элемент, термопару, расположенную на горячем электроде, включенную через переменный резистор, гальванометр, потенциометр, трансформатор и набор эталонов [1].
Недостатком указанного устройства является невозможность термоэлектрического контроля режущей кромки металлорежущего инструмента из-за отсутствия механизма обеспечения последовательного контроля термоэлектрической чувствительности в разных точках режущей кромки металлорежущего инструмента и блока анализа данных, выявляющего точки режущей кромки, термоэлектрическая чувствительность которых существенно отличается от средней термоэлектрической чувствительности всего исследуемого участка режущей кромки, позволяющей определить точки, у которых высокая вероятность преждевременного выхода из строя, что существенно снижает точность прогнозирования работоспособности инструмента.
Задача, на решение которой направлено изобретение, состоит в определении точек режущей кромки, у которых высокая вероятность выхода из строя, и повышении точности прогнозирования работоспособности металлорежущего инструмента.
Это достигается тем, что указанное термоэлектрическое устройство для термоэлектрического контроля режущей кромки металлорежущего инструмента, содержащее холодный и горячий электроды, реле, обеспечивающее подачу напряжения на нагревательный элемент, термопару, расположенную на горячем электроде, включенную через переменный резистор, термопару для измерения и поддержания температуры горячего электрода, гальванометр, потенциометр, трансформатор, в отличие от прототипа содержит блок анализа данных для регистрации измеренных последовательно в точках контролируемого участка режущей кромки значений термоЭДС, нахождения среднего арифметического значения коэффициента термоэлектрической чувствительности всего контролируемого участка режущей кромки и определения относительного отклонения этого коэффициента для каждой точки и механизм позиционирования режущего инструмента, образованный двумя взаимно перпендикулярными каретками продольного и поперечного перемещения, размещенный на плите с механизмом вертикального перемещения подвижной консоли, в которую вмонтирован горячий электрод.
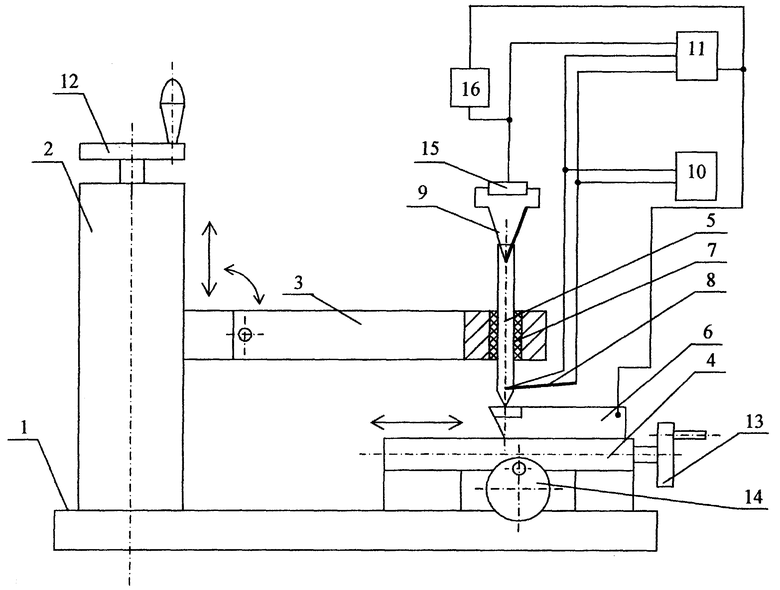
Сущность изобретения поясняется чертежом, на котором изображена схема предлагаемого устройства.
Устройство для термоэлектрического контроля режущей кромки металлорежущего инструмента содержит плиту 1 с механизмом вертикального перемещения 2 подвижной консоли 3, механизм позиционирования исследуемого металлорежущего инструмента 4, горячий электрод 5, контролируемое изделие и холодный электрод (исследуемый металлорежущий инструмент) 6, нагревательный элемент 7, термопары 8 и 9, трансформатор, гальванометр, реле с контактами в блоке 10, блок анализа данных 11, маховики 12, 13 и 14, переменный резистор 15, потенциометр 16.
Устройство работает следующим образом.
Напряжение со вторичной обмотки трансформатора подается через замкнутые контакты реле блока 10 на нагревательный элемент 7. Измерение и поддержание температуры горячего электрода 5 производится с помощью термопары 8 и гальванометра в блоке 10. При нагреве горячего электрода до заданной температуры гальванометр в блоке 10 выдает сигнал на отключение реле в блоке 10. Контролируемое изделие 6 крепят на механизме позиционирования металлорежущего инструмента 4, затем вращением маховиков 13 и 14 устанавливают исследуемую точку режущей кромки под окончание горячего электрода 5 и вращением маховика 12 опускают подвижную консоль 3 до соприкосновения горячего электрода 5 с исследуемой точкой контролируемого изделия 6, при этом усилие прижатия горячего электрода 5 к контролируемому изделию 6 будет всегда постоянным, так как подвижная консоль 3 может откидываться (на чертеже показано дугообразной стрелкой). По потенциометру 16 контролируются колебания температуры нерабочего конца горячего электрода и с помощью переменного резистора 15 компенсируются эти колебания. В блоке анализа данных регистрируются термоЭДС Епл, генерируемая термопарой горячий электрод 9 - контролируемое изделие 6, и Егор, генерируемая термопарой 8, и вычисляется коэффициент термоэлектрической чувствительности исследуемой точки контролируемого изделия 6 по формуле
К=Eпл/Егор,
что позволяет не учитывать возможное изменение температуры горячего электрода 5 при его контакте с исследуемой точкой контролируемого изделия 6 и повышает точность контроля. Затем обратным вращением маховика 12 поднимается консоль 3 и маховиками 13 и 14 механизма позиционирования 4 устанавливается следующая точка контролируемого изделия 4 под горячий электрод 5 и процесс измерения повторяется. Блок 11 регистрирует и запоминает измеренные последовательно в точках контролируемого участка режущей кромки значения термоЭДС, находит среднее арифметическое значение коэффициента термоэлектрической чувствительности всего контролируемого участка режущей кромки и определяет относительное отклонение этого коэффициента для каждой точки. При отклонении больше допустимого указанного значения резец не должен подвергаться эксплуатации.
Предлагаемое термоэлектрическое устройство позволяет прогнозировать работоспособность металлорежущего инструмента по колебаниям коэффициента термоэлектрической чувствительности вдоль контролируемого участка режущей кромки благодаря механизму позиционирования исследуемого металлорежущего инструмента и наличия блока анализа данных, что существенно повышает точность прогнозирования работоспособности металлорежущего инструмента
Источники информации
1. А.с. 700829, МКИ3 G 01 N 25/30. Термоэлектрическое устройство контроля металлов и сплавов / Горпинич В.А. Опубл. 30.11.79. Бюл. изобр. №44.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ МЕТАЛЛОВ И СПЛАВОВ | 1998 |
|
RU2134875C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ СПОСОБ КОНТРОЛЯ НЕОДНОРОДНОСТИ МЕТАЛЛОВ И СПЛАВОВ | 2002 |
|
RU2229703C1 |
| ТЕРМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НЕОДНОРОДНОСТИ ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2307345C1 |
| ТЕРМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ ДВУХСЛОЙНЫХ ПРОВОДЯЩИХ МАТЕРИАЛОВ | 2003 |
|
RU2233441C1 |
| Термоэлектрическое устройство для контроля металлов и сплавов | 1978 |
|
SU700829A1 |
| Устройство для термоэлектрическогоКОНТРОля МЕТАллОВ и СплАВОВ | 1979 |
|
SU832434A1 |
| Устройство для учета времени работы оборудования | 1978 |
|
SU742990A1 |
| Устройство для термоэлектрического контроля металлов и сплавов | 1977 |
|
SU693201A1 |
| ТЕРМОЭЛЕКТРОИМПУЛЬСНОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НЕОДНОРОДНОСТИ ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2306553C1 |
| Термоэлектрическое устройство для контроля неоднородности материалов | 1978 |
|
SU750357A1 |
Изобретение относится к области неразрушающего контроля металлов и сплавов. Устройство содержит холодный и горячий электроды, реле, обеспечивающее подачу пониженного напряжения на нагревательный элемент, термопару, расположенную на горячем электроде, включенную через переменный резистор, гальванометр, потенциометр, трансформатор, блок анализа данных и механизм позиционирования режущего инструмента, образованный двумя взаимно перпендикулярными каретками продольного и поперечного перемещения, размещенный на плите с механизмом вертикального перемещения подвижной откидывающейся консоли, в которую вмонтирован горячий электрод. Технический результат - повышение точности прогнозирования работоспособности металлорежущего инструмента. 1 ил.
Термоэлектрическое устройство для термоэлектрического контроля режущей кромки металлорежущего инструмента, содержащее холодный и горячий электроды, реле, обеспечивающее подачу напряжения на нагревательный элемент, термопару, расположенную на горячем электроде, включенную через переменный резистор, термопару для измерения и поддержания температуры горячего электрода, гальванометр, потенциометр, трансформатор, отличающееся тем, что оно содержит блок анализа данных для регистрации измеренных последовательно в точках контролируемого участка режущей кромки значений термоЭДС, нахождения среднего арифметического значения коэффициента термоэлектрической чувствительности всего контролируемого участка режущей кромки и определения относительного отклонения этого коэффициента для каждой точки, и механизм позиционирования режущего инструмента, образованный двумя взаимно перпендикулярными каретками продольного и поперечного перемещения, размещенными на плите с механизмом вертикального перемещения подвижной откидывающейся консоли, в которую вмонтирован горячий электрод.
| Термоэлектрическое устройство для контроля металлов и сплавов | 1978 |
|
SU700829A1 |
| СПОСОБ ИССЛЕДОВАНИЯ РЕЖУЩИХ СВОЙСТВ ИНСТРУМЕНТОВ | 1990 |
|
SU1834509A1 |
| Устройство контроля затупления режущего инструмента | 1989 |
|
SU1753361A1 |
| US 5176053 A, 05.01.1993. | |||

