Изобретение относится к машиностроению и может быть использовано при прогнозировании стойкости инструмента, упрочненного методом ионной имплантации и при оценке качества ионной имплантации.
Цель изобретения упрощение, повышение производительности и информативности при исследовании режущих свойств инструментов, упрочненных методом ионной имплантации, за счет оценки не только стойкости инструмента, но и качества ионной имплантации, а также уменьшение стоимости исследований путем проведения их без разрушения инструмента.
Способ заключается в том, что после упрочнения партии инструмента методом ионной имплантации, посредством использования двух электродов разной температуры, измеряют термо-ЭДС на рабочей поверхности инструмента, оценивая качество ионной имплантации, то есть определяя набранную инструментом дозу имплантации больше, меньше, норма.
По этим данным и измерив термо-ЭДС неупрочненного инструмента строят график зависимости "термо-ЭДС" "доза имплантации", оценивая по нему качество ионной имплантации.
Затем классифицируют инструмент с наименьшим, наибольшим, средним значением термо-ЭДС, берут неупрочненный инструмент и проводят ускоренные стойкостные испытания. Аппроксимируя данные стойкостных испытаний строят график "термо+ЭДС" "стойкость", при этом посредством термо-ЭДС выражают дозу имплантации, и по нему прогнозируют стойкость данного типоразмера инструмента без стойкостных испытаний.
Аналогичное проводят со всем видом инструмента, упрочненным методом ионной имплантации используемым на данном предприятии, и в дальнейшем также прогнозируют их стойкость без стойкостных испытаний.
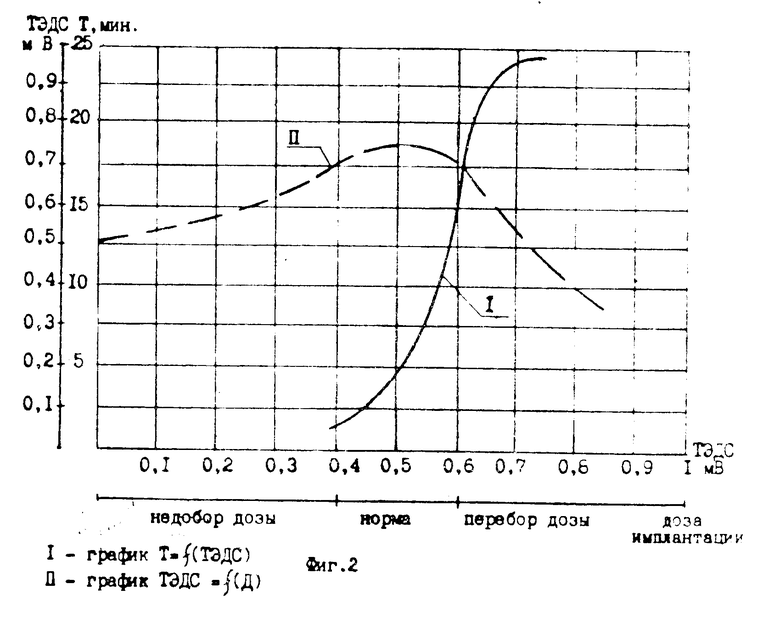
На фиг. 1 приведена схема измерения термо-ЭДС; на фиг. 2 зависимость термо-ЭДС от дозы имплантации и стойкости от термо-ЭДС.
Сущность способа определялась стойкостью четырехгранных неперетачиваемых пластин ВК-8, упрочненных ТiB2 + Ar методом ионной имплантации, до дозы 5 ·1017 ион/см2. Исходная доза определялась плотностью тока ионного пучка и временем имплантации по фоpмуле
Φ 3,7 ·1017 хj xt, ион/см2, где Φ доза имплантации, ион/см2;
t время имплантации, мин;
j плотность ионного тока мA/см2;
3,7 ·1017 минутный поток ионов, приходящийся на 1 мА в минуту.
Термо-ЭДС определялась термоэлектрическим прибором ГСПТЭП-10К паспорт Иа 2.997.000 ПС. Для этого (фиг. 1) горячий (ГЭ) и холодный (ХЭ) электроды устанавливаются и прижимаются к рабочей поверхности инструмента. По отклонению стрелки прибора и переводной таблице, в паспорте прибора, определяем термо-ЭДС поверхности, упрочненной методом ионной имплантации.
По этим данным и измерив термо-ЭДС неупрочненной пластины строится график (фиг. 2) зависимости "термо-ЭДС" "доза имплантации", по которому оценивается качество ионной имплантации. Выбираются пластины с наименьшим, наибольшим, средним значениями термо-ЭДС и берется неупрочненная. Для этих пластин производятся стойкостные испытания. Стойкостные испытания проводились на станке 16К20Ф3 при глубине резания t 1,5 мм, скорости резания V 100 м/мин, подаче S 0,28 об/мин. Обрабатываемый материал сталь 12 Х 18Н10Т, без охлаждения.
По результатам испытаний строится график (фиг. 2) "стойкость" "термо-ЭДС", при этом посредством термо-ЭДС выражается доза имплантации, и по нему прогнозируется стойкость каждой пластины из партии без стойкостных испытаний.
Таким образом, по графику "термо-ЭДС" "доза имплантации" оцениваем качество ионной имплантации, то есть определяем смещение дозы имплантации относительно расчетной, а по набранной дозе ионной имплантации судим о стойкости упрочненных пластин по графику "термо-ЭДС" стойкость, при этом термо-ЭДС является переводной величиной дозы имплантации.
Применение предлагаемого технического решения, по сравнению с прототипом, позволит фиксируя параметр набора дозы имплантации, посредством измерения термо-ЭДС рабочей поверхности инструмента двумя электродами разной температуры, упростить, повысить производительность и информативность при исследовании режущих свойств инструментов, упрочненных методом ионной имплантации, за счет оценки не только стойкости инструмента, но и качества ионной имплантации, а также уменьшить стоимость исследований путем проведения их без разрушения инструмента.
Экономический эффект от способа определяется за счет малых затрат на его реализацию, возможности прогнозирования наибольшей стойкости инструмента на станках с ЧПУ, автоматах, многоинструментальных станках и сокращения времени простоя станков при настройке после смены затупившегося инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ТВЕРДЫХ СПЛАВОВ | 1990 |
|
SU1707997A1 |
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ | 1997 |
|
RU2155243C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2011 |
|
RU2459193C1 |
| СПОСОБ ПОВЫШЕНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА НА ОСНОВЕ СТАЛИ | 1999 |
|
RU2156831C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2002 |
|
RU2230630C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2008 |
|
RU2374038C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2011 |
|
RU2459192C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2167216C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 1999 |
|
RU2168394C2 |
| СПОСОБ ОБРАБОТКИ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2119551C1 |

Изобретение относится к машиностроению и может быть использовано при прогнозировании стойкости имплантированного инструмента и при оценке качества ионной имплантации. Цель изобретения - упрощение, повышение производительности и информативности исследований режущих свойств инструментов, упрочненных методом ионной имплантации, за счет оценки не только стойкости, но и качества, а также уменьшение стоимости исследований путем проведения их без разрушения. Измеряют термо-ЭДС рабочей поверхности инструмента путем использования двух электродов разной температуры, фиксируют параметр набора дозы ионной имплантации, по которому судят о стойкости инструмента. 2 ил.
СПОСОБ ИССЛЕДОВАНИЯ РЕЖУЩИХ СВОЙСТВ ИНСТРУМЕНТОВ, заключающийся в том, что измеряют термо-ЭДС инструмента и определяют параметр, с учетом которого судят о стойкости инструмента, отличающийся тем, что, с целью упрощения, повышения производительности и информативности для инструментов, упрочненных методом ионной имплантации, за счет оценки не только стойкости инструмента, но и качества ионной имплантации, а также уменьшения стоимости путем обеспечения исследований без разрушения инструмента, измерение термоЭДС производят на рабочей поверхности инструмента путем использования двух электродов разной температуры, а в качестве параметра определяют набранную инструментом дозу ионной имплантации.
| Падюков К.Н | |||
| Разработка и исследование метода повышения износостойкости твердосплавных режущих инструментов путем корпускулярного легирования | |||
| Диссертация кандидата технических наук | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Попов В.Ф., Горин Ю.Н | |||
| Процессы и установки электронно-ионной технологии | |||
| М.: Высшая школа, 1988, с.97-102, 133-138, 187-192 | |||
| Справочник по технологии резания материалов /Под ред | |||
| Г.Шпура, М.: Машиностроение, 1985, с.70-80 | |||
| Способ исследования режущих свойств инструментов с покрытием | 1985 |
|
SU1341542A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
