Изобретение относится к ремонтному производству и может быть использовано при восстановлении коленчатых валов двигателей внутреннего сгорания.
Пространственная геометрия коленчатого вала оказывает значительное влияние на показатели работы двигателя внутреннего сгорания. Вследствие этого при ремонте коленчатых валов необходимо строго соблюдать и восстанавливать правильную пространственную геометрию коленчатого вала.
Известен способ правки и упрочнения коленчатых валов (А.с. №1606221, И.П.Трубачев, В.А.Какуевицкий, С.И.Трубачев), основанный на воздействии через так называемый индентор на определенные участки галтелей и создании на этих участках зон пластического деформирования, приводящих к устранению изгиба коленчатого вала.
К недостаткам данного способа относится невозможность устранения скрученности (нарушения углового расположения шатунных шеек) коленчатого вала.
Известен способ правки коленчатых валов (А.с. №1632558, А.Н.Клейнер и П.Н.Ратушняк), основанный на нанесении в определенных местах щек коленчатого вала, а именно вдоль касательных шатунных шеек, сварных швов. В результате охлаждения сварных швов щеки деформируются, благодаря чему уменьшается прогиб оси коренных шеек коленчатого вала.
К недостаткам данного способа относится невозможность устранения скрученности коленчатого вала.
Техническая задача: повышение точности правки пространственной геометрии коленчатого вала, а именно устранение дефекта скрученности и, как следствие, повышение долговечности коленчатых валов.
Это достигается тем, что на коленчатом валу находят секцию (секции) со скрученностью, превышающей значения, установленные техническими требованиями. На этой секции (секциях) определяют направление скрученности и на периферийных поверхностях двух щек, примыкающих к выбранной шатунной шейке (шейкам), наплавляют сварочные валики. Охлаждаясь, сварочные валики сжимаются и деформируют щеки коленчатого вала в направлении, противоположном выявленной скрученности.
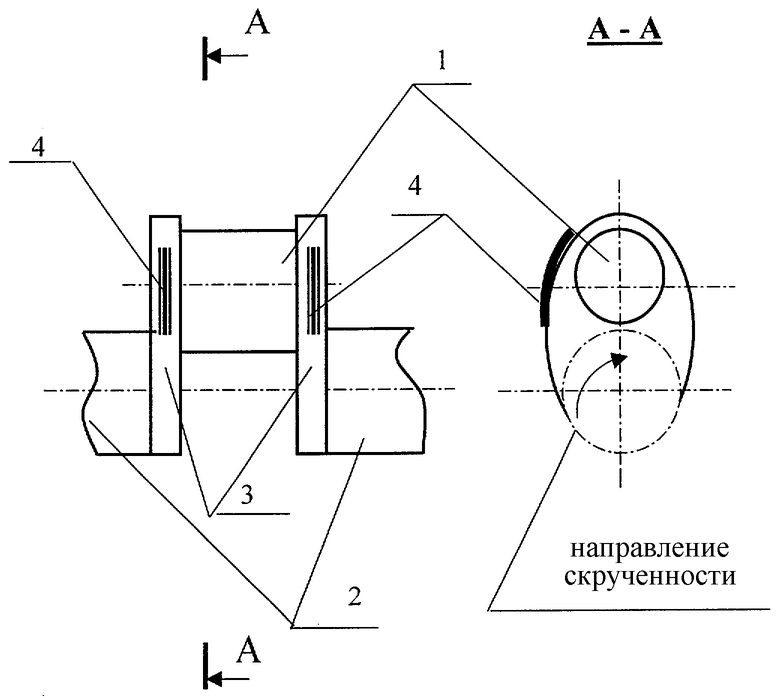
На чертеже представлена схема реализации предлагаемого способа. Подвергаемая правке секция коленчатого вала содержит шатунную шейку 1, две коренные шейки 2 и соединяемые их две щеки 3. На периферийные поверхности двух щек, прилегающих к шатунной шейке, со стороны, противоположной направлению скрученности, наплавляется к металл в виде сварочных валиков 4.
Правку производят следующим образом: на коленчатом валу находят секцию (секции) со скрученностью, превышающей значения, установленные техническими требованиями. На этой секции (секциях) определяют направление скрученности шатунной шейки 1 и на периферийных поверхностях двух щек 3, примыкающих к выбранной шатунной шейке (шейкам) со стороны, противоположной направлению скрученности, наплавляют сварочные валики 4. Охлаждаясь, сварочные валики 4 сжимаются и деформируют щеки коленчатого вала в направлении, противоположном выявленной скрученности. Благодаря чему скрученность вала уменьшается (или устраняется).
Для повышения эффективности данного способа размеры сварочных валиков, а также материал и режимы наплавки выбирают на основе экспериментальных данных. Для правки коленчатых валов со значительной скрученностью на периферийные поверхности щек наплавляется валик из металла с повышенным коэффициентом теплового расширения. Для расширения возможностей управления процесса правки и снижения термического влияния на основной металл вала дополнительно охлаждают противоположные поверхности щек в процессе наплавки и после нее.
Пример. В результате опытной проверки способа правки на коленчатом валу двигателя модели 412Д (“Москвич”) при наплавке на периферийных поверхностях прилегающих щек валиков длиной 40 мм и шириной 17 мм устранена скрученность коленчатого вала, а именно нарушение углового расположения 2 и 3 шатунных шеек с 0,19 до 0,04 мм. Допустимое значение скрученности для данного коленчатого вала составляет ±0,10 мм. (Ремонт автомобилей “Москвич” моделей 2140, 2138 / Л.Р.Горелов, Н.С.Бученков, Я.В.Горячий и др. - М.: Транспорт, 1983. - 231 с.). Наплавка производилась на постоянном токе прямой полярности силой тока 180 А электродом диаметром 4 мм.
Применение данного способа в производстве позволит повысить точность пространственной геометрии коленчатых валов, а также повысить их долговечность путем увеличения количества ремонтных размеров при восстановлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ КОЛЕНЧАТЫХ ВАЛОВ | 2001 |
|
RU2205714C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| Способ правки коленчатых валов | 1989 |
|
SU1632558A1 |
| СПОСОБ ПРАВКИ СУДОВЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2024 |
|
RU2838990C1 |
| УСТРОЙСТВО ДЛЯ УГЛОВОЙ ОРИЕНТАЦИИ ШАТУННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2193960C2 |
| Способ восстановления коленчатого вала | 1990 |
|
SU1754361A1 |
| Способ восстановления коленчатых валов | 1978 |
|
SU737147A1 |
| Способ восстановления коленчатых валов наплавкой | 1987 |
|
SU1456294A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УГЛОВОГО РАСПОЛОЖЕНИЯ ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2163002C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УГЛОВОГО РАСПОЛОЖЕНИЯ ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1997 |
|
RU2130168C1 |
Изобретение относится к ремонтному производству и может быть использовано при восстановлении коленчатых валов двигателей внутреннего сгорания. Способ включает наплавку на боковые поверхности щек коленчатого вала металлических сварочных валиков для устранения дефекта скрученности. При этом наплавку производят на двух щеках, прилегающих к шатунной шейке, которая находится в области скрученности со стороны, противоположной направлению скрученности. Изобретение позволяет повысить точность правки пространственной геометрии коленчатого вала и тем самым повысить долговечность коленчатых валов. 1 ил.
Способ правки коленчатых валов с помощью наплавки на щеки коленчатого вала металлических сварочных валиков, отличающийся тем, что для устранения дефекта скрученности коленчатого вала металлические сварочные валики наплавляются на боковые поверхности щек, причем наплавка производится на двух щеках, прилегающих к шатунной шейке, находящейся в области скрученности со стороны, противоположной направлению скрученности.
| Способ правки коленчатых валов | 1989 |
|
SU1632558A1 |

