Область применения изобретения
Настоящее изобретение относится к зубным щеткам и, в частности, к способу изготовления тела зубной щетки, согласно которому заранее изготовленные головку и ручку зубной щетки соединяют друг с другом для получения полного тела зубной щетки.
Предпосылки изобретения
Традиционно тело зубной щетки содержит удлиненный стержень, играющий роль ручки и присоединенный к шейке, которая, в общем случае, может быть прямой или изогнутой и которая, в свою очередь, присоединена к головке, содержащей уплощенный участок, к которой прикреплены пучки щетинок. Такие тела зубной щетки обычно изготавливают в один этап путем литьевого формования, при этом расплавленный термопластичный материал впрыскивают под высоким давлением в стальную форму. После отверждения пластмассы форму открывают и извлекают готовое тело зубной щетки. Такому традиционному телу зубной щетки, выполненному из одного материала, не хватает окраски и физических характеристик, возможных в случае, когда головка и ручка основы зубной щетки изготовлены из разных материалов. Например, желательно иметь жесткую ручку для манипулирования зубной щеткой и, в то же время, более гибкую, т.е. менее жесткую головку, способную изгибаться, тем самым позволяя избегать травмирования десен вследствие избыточного давления, развиваемого пользователем при чистке зубов.
В патенте США №2445657 раскрыто тело зубной щетки, головка которого выполнена из упругого материала, например вулканизированной резины, и прикреплена к жесткой ручке. Это тело зубной щетки изготавливают в многоэтапном процессе, при котором головки и ручки изготавливают по отдельности и затем цементируют друг с другом. Такое цементирование или, в общем случае, адгезионное сцепление требует значительной подготовки поверхности для обеспечения надлежащего/прочного уплотнения и требует значительного промежутка времени для отверждения или иного схватывания адгезива, что отрицательно сказывается на экономике массового производства.
В патенте США №5121520 раскрыта зубная щетка со сдвоенными, расположенными рядом друг с другом головками, присоединенными к ручке зубной щетки под определенным углом. Головки можно прикреплять к ручке путем склеивания, т.е. адгезионного сцепления, или сплавления, т.е. нагрева поверхностей стыка головка/ручка до состояния размягчения термопласта, приведения их в тесный контакт и поддержания этого контакта для образования соединения после охлаждения. Сплавление, в отличие от склеивания, не требует подготовки поверхности и продолжительного времени схватывания; однако при сплавлении без точного нагрева обеих поверхностей стыка головки/ручки возможны ухудшение пластического материала зубной щетки, чрезмерное размягчение и деформация пластика, а также чрезмерные шероховатости.
Требуется способ изготовления зубной щетки, предусматривающий скрепление заранее сформованных головки и ручки зубной щетки из различных материалов, обладающих различными физическими свойствами и/или окраской, в течение промежутка времени, приемлемого для массового производства, и без какого-либо ухудшения, деформации, чрезмерной шероховатости или иного неприемлемого для потребителя эффекта.
Сущность изобретения
Настоящее изобретение предусматривает способ соединения заранее изготовленных деталей зубной щетки, а именно головки и ручки, с помощью лазерных лучей в двух конкретных диапазонах длины волны; согласно этому способу, лазерные лучи проникают в обычный термопластичный материал зубной щетки, разогревая внутренний стык, для сварки части стыка без значительного поглощения или нагрева материала, через который они проникают.
Пропускание в отсутствие поглощения лазерного излучения в таких конкретных диапазонах длины волны через обычные термопластичные материалы конструкции зубной щетки, далее именуемое “эффектом окна”, существенно для внутренней сварки деталей зубной щетки, согласно настоящему изобретению. Этот эффект окна можно продемонстрировать на спектрах каждого конкретного термопласта. Спектры каждого термопласта представляют собой результаты измерений коэффициента пропускания термопласта в диапазоне длины волны, например на длинах волны конкретных лазеров. Такие спектры приведены в Atlas of Polymer and Plastic Analysis, Vol. 1, Polymers: Structures and Spectra, 2nd Edition Dieter О. Hummel, опубликованном Carl Hanser Verlag, Германия, 1982 г. (далее именуемом Атласом), для полимеров в диапазоне длин волны от границы инфракрасного излучения, 2,5 мкм, до СВЧ-диапазона, 50 мкм. Согласно Атласу основные полосы пропускания и поглощения для обычных термопластов зубных щеток, состоящих из полипропилена и полиэтилентерефталата, приведены в таблице.
1. Атлас, стр.6, спектры 16 для поли (пропилена), стереорегулярного.
2. Атлас, стр.232, спектры 694.
Для сравнения в таблице показаны также лазеры, имеющие длины волн в пределах особых спектральных диапазонов, пропускающих или поглощающих энергию внутри этих диапазонов длин волн, приведенных в таблице. Соответственно, согласно настоящему изобретению, исходя из данных, приведенных в таблице, лазер на СО будет переносить энергию через такие термопласты во внутренние участки сварки, а лазер на CO2 - нет.
Оказалось, что “эффект окна” обеспечивают два конкретных диапазона длин волны, составляющих примерно от 0,7 до 2,0 микрон в ближнем инфракрасном диапазоне и примерно от 4,0 до 6,0 в инфракрасной (ИК) области спектра. Способ содержит этапы, на которых выбирают первую деталь зубной щетки из термопласта, не содержащего такой материал, как пигмент или краситель, способный поглощать длины волн, на которых имеет место эффект окна, и выбирают другую деталь зубной щетки из термопласта, содержащего такой материал, как пигмент или краситель, способный поглощать лазерную энергию в диапазонах длин волн примерно от 0,7 до 2,0 микрон или примерно от 4,0 до 6,0 микрон; выравнивают две детали, плотно прижатые друг к другу, с образованием стыка; облучают место стыка с помощью лазера, генерирующего луч соответствующей длины волны, который проникает через первую деталь из термопласта; таким образом плавят поверхностный слой детали, содержащей материал, поглощающий лазерное излучение, в месте стыка; осуществляют совместное плавление прилегающего поверхностного слоя первой детали, в результате чего после охлаждения расплавленных поверхностных слоев между двумя деталями образуется сварной шов.
Согласно альтернативному варианту осуществления настоящего изобретения обе прилегающие друг к другу детали зубной щетки, а именно головка и ручка, не содержат материала, способного поглощать лазерную энергию в диапазоне примерно от 0,7 до 2,0 микрон или от 4,0 до 6,0 микрон. Оказалось, что в этом варианте осуществления эти детали можно связывать друг с другом, непродолжительно облучая их лазерным лучом с длиной волны примерно от 0,7 до 2,0 микрон или примерно от 4,0 до 6,0 микрон, когда до облучения таким лазерным лучом по поверхности соприкосновения одной из деталей распределено относительно небольшое количество материала, поглощающего на таких длинах волны. Использование такого относительно небольшого количества материала, поглощающего на таких длинах волны, обеспечивает стык между деталями, в котором материал, поглощающий на конкретной длине волны, практически незаметен для потребителя.
Краткое описание чертежей
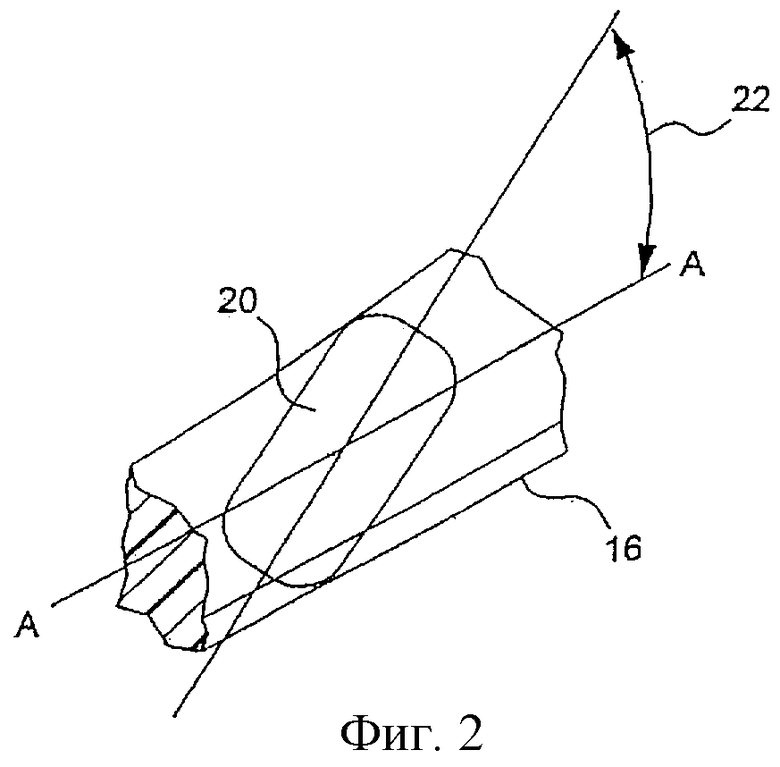
Фиг.1 - продольный вид в перспективе, на котором изображена зубная щетка, согласно настоящему изобретению, вдоль ее продольной оси А-А.
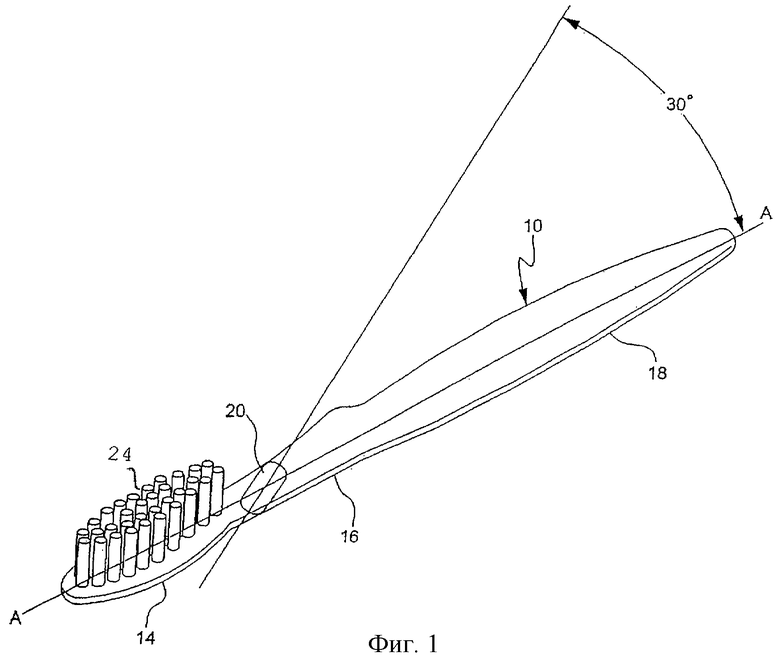
Фиг.2 - увеличенный вид участка фиг.1, на котором подробно показан косой стык между головкой и ручкой зубной щетки, при этом косой стык расположен под углом около 30 градусов по отношению к продольной оси А-А.
Подробное описание изобретения
На фиг.1 изображен вид в перспективе зубной щетки 10, изготовленной способом, предусмотренным настоящим изобретением, и имеющей продольную ось А-А, причем зубная щетка содержит головку 14, идущую от шейки 16, которая, в свою очередь, идет от ручки 18. Согласно настоящему изобретению головка 14 соединятся с ручкой 18 посредством стыка 20, который мы называем косым стыком, причем этот стык располагается в шейке 16. Согласно фиг.2, на которой в увеличенном виде изображен участок фиг.1, содержащий шейку 16, косой стык 20 формируют путем сопряжения скошенных или срезанных концов, один из которых является частью головки 14, а другой - частью ручки 18. Угол 22 скоса составляет от 15 до 70 градусов относительно продольной оси А-А зубной щетки. Предпочтительно угол скоса делают равным от 15 до 30 градусов, чтобы обеспечить максимальную площадь поверхности косого стыка 20, увеличить конечную площадь поверхности сварки для обеспечения повышенной прочности стыка и чтобы снизить концентрацию напряжений поперек продольной оси, которая может негативно сказываться на гибкости шейки 16 зубной щетки.
На фиг.1 показан плоский рисунок 24 пучков щетины, выходящих из головки 14; однако настоящее изобретение не ограничивается каким-либо определенным рисунком пучков щетины. Кроме того, хотя сами щетинки можно вставлять в головку 14 до присоединения головки 14 к ручке 18, для облегчения манипуляции, позиционирования и удержания головки 14 в тесном контакте с ручкой 18 в процессе лазерной сварки щетинки предпочтительно вставлять после присоединения головок к ручкам.
Настоящее изобретение предусматривает предварительную формовку термопластичных деталей зубной щетки, а именно головки 14 и ручки 18, причем одна деталь не содержит материала, например пигмента или красителя, способного поглощать лазерную энергию вблизи ИК-диапазона, т.е. примерно от 0,7 до 2,0 микрон, или в ИК-диапазоне, т.е. примерно от 4,0 до 6,0 микрон. Детали соединяют между собой, размещая поверхности 20 косого стыка так, чтобы они плотно прилегали друг к другу, используя для этого традиционные средства, после чего облучают стык лазерным лучом через деталь, не содержащую материал, поглощающий лазерное излучение, в течение примерно 1 секунды или меньше; длина волны лазерного луча составляет примерно от 0,7 до 2,0 микрон или от 4,0 до 6,0 микрон. Кроме того, мощность лазерного луча должна составлять примерно от 50 до 400 ватт, предпочтительно примерно от 90 до 250 ватт и наиболее предпочтительно примерно от 95 до 120 ватт. Мощность лазерного луча предпочтительно поступает в виде последовательности коротких импульсов длительностью примерно от 0,5 до 1,5 миллисекунд с частотой примерно от 50 до 150 импульсов в секунду (Гц). Энергия каждого импульса может составлять примерно от 0,5 до 3 джоулей и может изменяться по мере схватывания конкретного термопласта; например, при схватывании полипропилена предпочтительно использовать импульсы длительностью около 1 миллисекунды с частотой около 100 Гц. Кроме того, мощность каждого импульса можно изменять обратно пропорционально времени облучения свариваемых поверхностей в пределах заданных для них ограничений, чтобы минимизировать время сварки и одновременно избежать избыточной мощности, которая ухудшает качество свариваемого термопласта, приводя к излишнему размягчению стыка, которое, в свою очередь, может привести к неприемлемым для потребителя подтекам.
Лазер предпочтительно эксплуатировать в фиксированном, статическом режиме сварки, а не в режиме сканирования по площади сварки, чтобы получить равномерный нагрев, сократить время изготовления и упростить систему производства в целом. Соответственно, лазерный луч предпочтительно должен покрывать всю зону сварки, которая для типичной шейки зубной щетки около 5 мм в диаметре имеет площадь менее 1 см2 с учетом увеличения площади за счет угла косого стыка.
В соответствии с вышесказанным было обнаружено, что излучение отдельных лазеров, имеющее длины волн примерно от 0,7 до 2,0 микрон вблизи ИК-диапазона и примерно от 4,0 до 6,0 микрон в ИК-диапазоне, проходит через обычный термопластичный материал зубной щетки, не испытывая значительного поглощения и не приводя к заметному нагреванию материала. Лазерные лучи такой длины волны поглощаются материалами, поглощающими на длине волны примерно от 0,7 до 2,0 микрон или примерно от 4,0 до 6,0 микрон, содержащимися в термопласте зубной щетки, в том числе традиционными пигментами и красителями, особенно черными. В данном изобретении полезно использовать лазеры, излучающие луч на длине волны, лежащей вблизи ИК-диапазона, в частности твердотельные лазеры на иттрий-алюминиевом гранате, легированном неодимом (далее, лазеры на ИАГ), лазеры на стекле, легированном эрбием, и полупроводниковые лазеры на арсениде галлия-алюминия (далее, полупроводниковые лазеры). В изобретении полезно также использовать лазеры, излучающие луч на длине волны, лежащей в ИК-диапазоне, в частности лазеры на моноксиде углерода (СО), которые излучают длину волны примерно от 5 до 6 микрон.
В настоящем изобретении особенно полезно использовать лазеры на АИГ с длиной волны около 1,06 микрон и полупроводниковые лазеры с длиной волны в диапазоне примерно от 0,8 до 0,95 микрон. Такие полупроводниковые лазеры доступны от Hughes Danbury Optical Systems, Danbury, CT 10810-7589 или от Industrial Microphotonics, St. Charles, МО 63301. Такие лазеры на АИГ доступны от Lumonics Corporation, Industrial Products Division, Livonia, MI 48152-1016, под торговым обозначением JK700.
Эксимерные лазеры с длиной волны чуть меньшей, чем в ближнем ИК-диапазоне, примерно от 0,193 до 0,351 микрон, не рекомендуется использовать в настоящем изобретении, поскольку им свойственно приводить к образованию поперечных связей в термополимерах и увеличивать их хрупкость. Такое образование поперечных связей приводит к увеличению сопротивления деформации, что влияет на способность зубной щетки пружинить при чистке зубов и может приводить к поломке зубной щетки в процессе использования.
Типичные термопластичные материалы конструкции зубной щетки, полезные в настоящем изобретении, которые пропускают лазерную энергию на длинах волн примерно от 0,7 до 2,0 микрон и/или примерно от 4,0 до 6,0 микрон без сколько-нибудь значительного поглощения, включают в себя, в целом, жесткие термопласты с модулем изгиба примерно от 100000 до 350000 фунтов на кв. дюйм, не содержащие посторонних материалов, которые поглощают энергию на этих длинах волн.
Предпочтительно головку 14 зубной щетки формуют из разнообразных менее жестких термопластичных материалов, имеющих модуль изгиба примерно от 100000 до 200000 фунтов на кв. дюйм, чтобы снизить вероятность травмирования десен в результате чрезмерного давления, развиваемого пользователем при чистке зубов. Предпочтительный менее жесткий полипропилен доступен от Huntsman Corporation, Longview, Texas, 75603 под торговым обозначением Р5М5К-047 и имеет модуль изгиба около 170000 фунтов на кв. дюйм. Другие менее жесткие, более гибкие материалы, полезные для использования в головке 14 зубной щетки, включают в себя термопластичные эластомеры (ТПЭ), термопластичный уретан (ТПУ) и этилен-винил-ацетат (ЭВА). Предпочтительный практически бесцветный ТПЭ доступен от Teknor Apex Company, Pawtucket, Rhode Island 02861 и продается под торговым обозначением 96-E0807A-03NT WAT CLR.
Предпочтительно ручку 18 зубной щетки можно формовать из разнообразных гибких упругих материалов, более жестких, чем выбранные для головки 14 зубной щетки. Подходящий полипропилен с модулем изгиба 216000 фунтов на кв. дюйм по способу D790 испытания ASTM доступен от Huntsman Corporation, Longview, Texas, 75603 под торговым обозначением Huntsman Polypropylene P4G3Z-039. Еще один подходящий полипропилен доступен от Amoco Polymers, Inc., Alpharetta, Georgia 30202-3914, продается под торговым обозначением 7635 и имеет модуль изгиба около 275000 фунтов на кв. дюйм. Ручка зубной щетки из такого материала с модулем изгиба от 216000 до 275000 фунтов на кв. дюйм обеспечивает повышенную жесткость, позволяя пользователю лучше управлять и манипулировать положением головки зубной щетки при чистке зубов.
Альтернативные “прозрачные” термопласты, используемые для изготовления головки 14 или ручки 18, включают в себя бесцветный сложный полиэфир, например полиэтилентерефталат, или сложный сополиэфир, например кислотно-модифицированный полиэфир полициклогексилендиметилентерефталата (ПЦТА) или сополимер стирола и акрилонитрила (САН), сополимер акрилонитрила, бутадиена и стирола (АБС), полиметилметакрилат (ПММА) или пластик на основе производных целлюлозы, например ацетопропионат целлюлозы (АПЦ). Такие “прозрачные” термопласты, которые пропускают лазерную энергию на такой длине волны, бесцветны или имеют естественный цвет или могут содержать пигмент или краситель, также “прозрачный” для таких длин волны, например розовый, зеленый и бледно-красный.
Согласно альтернативному варианту осуществления настоящего изобретения, как было упомянуто ранее, соединяют между собой заранее сформованные термопластичные детали зубной щетки, представляющие собой головку 14 и ручку 18, не содержащие материала, способного поглощать лазерную энергию на длине волны примерно от 0,7 до 2,0 микрон или примерно от 4,0 до 6,0 микрон; однако по косому стыку 20 одной из деталей распределяют слой или покрытие из материала, способного поглощать лазерную энергию на этой длине волны; в результате, лазерный луч с длиной волны примерно от 0,7 до 2,0 микрон или примерно от 4,0 до 6,0 микрон проникает в термопласт и поглощается слоем покрытия, повышая температуру слоя покрытия и за счет теплопроводности и излучения нагревает прилегающие поверхности косого стыка 20 до плавления, что приводит к образованию сварного шва. Было обнаружено, что сглаживание прилегающих поверхностей косого стыка 20, например, с помощью очень тонкой песчаной шлифовальной шкурки, т.е. с зерном 1200, перед наложением покрытия, поглощающего лазерное излучение, обеспечивает более чистые стыки. Кроме того, было обнаружено, что количество материала, поглощающего лазерное излучение, который образует покрытие, а именно сажи, чрезвычайно мало, порядка 0,5-3,0 микрограмм и предпочтительно примерно от 1,5 до 2,0 микрограмм, и эту сажу предпочтительно взвешивать в растворителе, например метаноле или этилацетате. Потребителю нелегко обнаружить столь малое количество сажи после завершения процесса сварки. Сажа, которая, как выяснилось, полезна в настоящем изобретении, доступна от Plasticolors of Ashtabula, Ohio 44005 под торговым обозначением Arilux New Moon Black.
Согласно способу, предусмотренному настоящим изобретением, предпочтительно прочно удерживать поверхности косого стыка 20 в выровненном положении и в тесном контакте с использованием зажимного приспособления, чтобы поддерживать головку 14 и ручку 18 вместе на протяжении процесса скрепления. Такое зажимное приспособление предпочтительно имеет, по меньшей мере, одну открытую сторону, изготовленную из материала, “прозрачного” для излучения с длиной волны примерно от 0,7 до 2,0 микрон или примерно от 4,0 до 6,0 микрон, например PFA Teflon; в результате детали зубной щетки можно прочно фиксировать со всех сторон в процессе скрепления, пока лазерный луч проникает в детали зубной щетки с минимальной потерей энергии через открытую “прозрачную” сторону. Давление, прилагаемое зажимным приспособлением для выравнивания и удержания поверхностей косого стыка 20 в тесном контакте, может меняться в диапазоне примерно от 40 до 70 кПа.
Чтобы сократить время сварки головки 14 с ручкой 18 зубной щетки и добиться лучшей управляемости процесса, зажимное приспособление, закрепляющее головку 14 и ручку 18, можно нагревать в ходе процесса лазерного сращивания, согласно настоящему изобретению. Этот нагрев способствует обеспечению гладкости поверхности вокруг косого стыка 20, т.е. минимизирует любые подтеки вокруг него. Чтобы облегчить этот нагрев, можно изготовить из металла зажимное приспособление, отличное от того, что имеет одну сторону, “прозрачную” для лазерной энергии с длиной волны примерно от 0,7 до 2,0 микрон или примерно от 4,0 до 6,0 микрон, обладающее более высокой теплопроводностью и, в то же время, обеспечивающее стабильность размеров. Предпочтительно металл представляет собой сталь, которую можно нагревать традиционными средствами электрического нагрева. В зависимости от конкретных термопластичных материалов головки 14 и ручки 18 зубной щетки, которые скрепляют друг с другом, температура зажимного приспособления может составлять примерно от комнатной температуры до 95 градусов Цельсия. Для головок и ручек зубной щетки, изготовленных из полипропилена, предпочтительна температура примерно от 85 до 95 градусов Цельсия, тогда как для головок и ручек из сложного полиэфира температурный диапазон составляет предпочтительно от комнатной температуры до 60 градусов Цельсия, в зависимости от конкретного сложного полиэфира.
Детали, предусмотренные настоящим изобретением, а именно головку 14 и ручку 18 зубной щетки, можно заранее изготавливать посредством традиционной технологии литьевого формования, известной из уровня техники. Например, согласно настоящему изобретению головку 14 и ручку 18 можно изготавливать методом литьевого формования за один этап.
Щетинки зубной щетки можно имплантировать в головку 14 либо до, либо после соединения головки и ручки с использованием обычной скобочной технологии либо более современной бесскобочной технологии, описанной в патентах США №№4635313, 4637660, 4954305, 5045267, 5609890, 5390984, 5533791 и 5823633. Такая бесскобочная технология предусматривает процессы, в которых пучки 24 щетины вплавляют в головку 14 зубной щетки, нагревая пучки 24 щетины и головку 14 зубной щетки, а затем соединяя их в процессе сплавления; или в которых концы пучков 24 щетины заранее размещают в литьевой форме до ввода материала зубной щетки, после чего впрыскивают материал зубной щетки вокруг концов пучков 24 щетины, фиксируя пучки 24 щетины на месте в головке 14 зубной щетки, в другом бесскобочном процессе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2006 |
|
RU2379069C2 |
| Способ соединения и разъединения труб лазерной сваркой | 2020 |
|
RU2752905C1 |
| ЩЕТКА С ДЕРЖАТЕЛЕМ ЩЕТИНОК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2213513C2 |
| СПОСОБ НЕПРЕРЫВНОЙ СВАРКИ ВСТЫК ПРИ ИСПОЛЬЗОВАНИИ ПЛАЗМЫ И ЛАЗЕРА И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПРИ ИСПОЛЬЗОВАНИИ ЭТОГО СПОСОБА | 2004 |
|
RU2356713C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННЫХ ИЗДЕЛИЙ, В ЧАСТНОСТИ ЩЕТОК | 1997 |
|
RU2166271C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2283607C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ | 2018 |
|
RU2769363C2 |
| ЭЛЕКТРИЧЕСКИЕ ЗУБНЫЕ ЩЕТКИ С ПОДСВЕТКОЙ И СПОСОБЫ ИХ ИСПОЛЬЗОВАНИЯ | 2004 |
|
RU2387355C2 |
| ЭЛЕКТРИЧЕСКИЕ ЗУБНЫЕ ЩЕТКИ С ПОДСВЕТКОЙ И СПОСОБЫ ИХ ИСПОЛЬЗОВАНИЯ | 2004 |
|
RU2352321C2 |
| УСТРОЙСТВА ДЛЯ ТЕКУЧИХ СРЕД И СПОСОБЫ ИЗГОТОВЛЕНИЯ ТАКИХ УСТРОЙСТВ | 2017 |
|
RU2710567C1 |
Изобретение относится к способам изготовления зубных щеток. Способ сварки заранее изготовленной головки зубной щетки из термопласта содержит этапы, на которых выбирают головку зубной щетки, пропускающую энергию с длиной волны от 4.0 до 6.0 микрон, выбирают ручку зубной щетки из материала, поглощающего энергию с длиной волны от 4.0 до 6.0 микрон, выравнивают соответствующие концевые поверхности головки и ручки с образованием стыка, который подвергают воздействию энергии лазерного луча с длиной волны от 4.0 до 6.0 микрон и выходной мощностью от 50 до 400 ватт в виде последовательности импульсов длительностью от 0,5 до 1,5 миллисекунд. При этом лазерный луч проникает в головку зубной щетки и достигает стыка, а энергия луча поглощается в месте стыка материалом, поглощающим энергию, что приводит к расплавлению поверхностей головки и ручки вокруг стыка и их сплавлению друг с другом. Раскрыты два варианта указанного способа. Изобретение обеспечивает получение высококачественных щеток из материалов с различными физическими свойствами. 3 н. и 38 з.п.ф-лы, 2 ил., 1 табл.
| ЧЕТЫРЕХЛИНЗОВЫЙ ОБЪЕКТИВ | 2010 |
|
RU2445657C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2011530C1 |
| Зубная щетка | 1983 |
|
SU1253602A1 |
| Устройство для сборки плоских кистей | 1979 |
|
SU931156A1 |

