Изобретение касается способа изготовления щетинных изделий, в частности щеток.
При изготовлении щетинных изделий, в частности щеток, кистей, ковриков, мягких прокладок, напольных настилов и т.д., необходимо большое количество щетинок или их пучков связать в единое целое с их носителем (основой). При известном состоянии уровня техники для этой цели существуют различные способы, которым, однако, свойственны определенные недостатки.
С применением синтетических материалов (полимеров) как для щетины, так и для ее основы, предпринимались многие попытки заменить прежде применявшиеся механические способы скрепления щетины или ее пучков с основой на герметические или вещественные приемы из соединения без каких-либо других механических скрепляющих средств. Существенным признаком качества щетинных изделий является их стойкость к выдергиванию отдельных щетинок или их пучков, т.е. щетинки должны быть заделаны в синтетическую основу так, чтобы их нельзя было отделить от нее воздействием усилий в процессе эксплуатации. Поэтому среди известных способов проявили себя пригодными те, которые предусматривают утолщения на концах пучков, так что при соединении их с синтетической основой происходит своего рода "заякоревание" в ней, а, кроме того, взаимное соединение отдельных щетинок в местах их крепления и, таким образом, воздействующие на пучок или также лишь на отдельные щетинки выдергивающие усилия передаются в утолщения и через них воспринимаются основой.
В патенте DE 3637750 A1 предлагается образовать в основе глухие отверстия (лунки), а окружающий их синтетический материал нагревать до состояния, близкого к текучести. Вслед за этим незаваренные или заваренные пучки щетины закрепляемыми концами внедряются в оплавленные лунки, благодаря чему и происходит их удерживание в основе. Однако зачастую необходимо еще дополнительное механическое уплотнение расплава в зоне периферии лунки. Но такому способу свойствен особенно тот недостаток, что требуемое разогревание материала основы до термопластического режима должно происходить при очень точно выбранных, сравнительно небольших температурах. Такой медленный разогрев при этом способе влечет за собой относительно длительные продолжительности циклов, что расточительно. Более того, при одностороннем нагревании основы существует опасность ее коробления. Далее, направленный подвод тепловой энергии к большому числу тесно расположенных друг с другом лунок очень затруднен, т.к., в частности, в случае очень малых щеток есть опасность, что лунки при разогреве сольются друг с другом. При внедрении отдельных щетинок в лунки возникает проблема, что небольшая изгибная жесткость щетинок при их нагреве еще более заметно понизится, и при этом может происходить поперечное смещение щетинок.
Известно также предложение наваривать щетину на основу. Для этого щетину и основу, состоящие из одинакового материала, нагревают до термопластического состояния и затем оба компонента прижимают друг к другу. Сильный нагрев щетины приводит к молекулярной переориентации ее материала и тем самым к заметному ухудшению изгибной жесткости отдельных щетинок, а также к уменьшению предела прочности при растяжении. По одному из вариантов способа на конце щетинки или же пучка могут быть образованы слегка утолщенные головки. Так как оба компонента связаны лишь материалом, слившимся в месте соединения, эта связь оказывается не всегда достаточной. Кроме того, и этому способу свойственны относительно большие длительности циклов. При наварке щетинок или пучков на основе образуются сварочные флюсы, так что она имеет неровности, на которых могут скапливаться бактерии или другие загрязнения. Это существенно затрудняет чистку щетки и, более того, это в высшей степени негигиенично.
Особенно трудно обеспечить достаточное качество укрепления в лунках носителя отдельных щетинок. При нагреве отдельной щетинки образуется капля, диаметр которой превосходит диаметр лунки, в которую эта щетинка должна быть введена. Это приводит к загрязнению полимера, вследствие чего не обеспечивается надежного соединения щетины с основой. При введении в лунку отдельной щетинки в нагретом состоянии из-за деформации может произойти ее изгиб, вследствие чего невозможно достичь правильной взаимной ориентации в совокупности отдельных щетинок.
Желательно обеспечить как можно более экономный расход материалов как на щетину, состоящую, как правило, из высококачественных полимеров, таких как полиамиды, так и на основу, что можно было бы осуществить при соответственно неглубокой заделке щетины. Далее, существуют изделия из щетины, в которых основа из эксплуатационно-технических соображений должна иметь как можно меньшую толщину. Это относится, например, к зубным щеткам, которые, в силу ограниченного пространства в полости рта, должны иметь как можно более плоское исполнение, включая длину щетины.
Кроме того, известным способам свойствен тот недостаток, что достигнутой при вытягивании им термической стабилизации моноволокон изгибной прочности, или изгибной эластичности, щетины (способности повторно распрямиться) наносится ущерб вследствие образования утолщений в процессе оплавления ее концов. В нагретой зоне это приводит к молекулярной переориентации и, как следствие, ухудшению изгибных свойств отдельных щетинок, а также к уменьшению прочности на разрыв. Этому можно противостоять лишь при достаточно большой глубине заделки и, как следствие, поперечной стабилизации щетины, что, однако, невыгодно в силу приведенных выше соображений.
В основе изобретения лежит задача создать способ изготовления щетинных изделий, в частности щеток, при котором достигается достаточная стойкость к выдергиванию отдельных щетинок, а также пучков при малом расходе материала, сохраняются изгибная эластичность и способность к повторному распрямлению щетины и обеспечивается высокая производительность при изготовлении щетинных изделий.
В соответствии с изобретением эта задача решается с помощью способа согласно пункту 1 формулы изобретения.
Согласно предлагаемому способу вначале в носителе (основе) щетины, состоящем из термопластического материала, известным способом образуют необходимое количество глухих отверстий (лунок), в каждое из которых (в определенной мере предпочтительно с небольшим допуском на посадку) вводится в зависимости от обстоятельств одна щетинка или соответствующий пучок щетинок, пока их нижние концы не окажутся на дне лунок. На нижнем конце щетинки или пучка не образовано при этом никаких утолщений или подобных средств, так что лунки, а вместе с ними и вводимая в них щетина могут быть расположены вплотную друг к другу. Это дает возможность разместить щетину вблизи края основы.
Позиционированные относительно друг друга в холодном состоянии компоненты (основа и щетинка (или пучок)) после этого соединяются друг с другом прямо на участке их контакта в зоне дна лунки при непосредственном воздействии лазерных лучей, испускаемых предпочтительно одним из типов лазеров: на углекислом газе, неодимовом стекле или эксимерном. Лазерные лучи могут передаваться (проводиться) к месту контакта щетины и основы прямо и, по существу, без потерь энергии через один из компонентов, являющийся прозрачным (не поглощающим) для лазерных лучей. В зоне контакта происходит их сильное поглощение, вследствие чего возникает тепло, расплавляющее термопластические материалы и, таким образом, щетина (или пучок) сваривается с носителем.
Молекулярная структура щетины при этом не нарушается, так как ее продольно-ориентированные молекулы сохраняют свою ориентацию ввиду отсутствия для них возможности смещения, т.е. возможности сжаться в каплю.
В длительном взаимном прижатии щетины и носителя после короткого лазерного импульса нет необходимости. Лунки держат щетинки уже в несваренном состоянии и, тем более, спустя короткое время после сварки, так что непосредственно после сварки возможен переход к другим рабочим точкам.
Для поглощения лазерных лучей по меньшей мере один из соединяемых компонентов в зоне контакта может обладать по меньшей мере на локальном участке соответствующей характеристикой. Это может быть достигнуто, например, тем, что компонент целиком изготовлен из поглощающего лазерные лучи термопластического полимера, такого как гомо- и сополимеры полипропиленов, полиэтилены, полиамиды, полиэстер, полиацетаты, полимеры стирола, серо- и фторсодержащие полимеры, полиимиды, поликетоны, полиэфиркетоны; или какого-либо натурального вещества с термопластическими свойствами, которое вновь затвердевает по окончании подвода энергии.
Лазерные лучи обладают незначительным расхождением, поэтому может быть обеспечена их стабильно острая направленность при равномерной плотности энергии на поверхности, подлежащей обработке. Далее, лазерные лучи имеют очень узкую полосу частот и высокую спектральную плотность энергии, поэтому в короткие промежутки циклов может быть излучено сравнительно большое количество энергии, при этом ее воздействие может быть строго локальным. Высокая временная и пространственная когерентность лазерного луча обеспечивает стабильность технологических условий и гарантирует высокую точность обработки и качество изделий. Наконец, лазерные импульсы можно сделать очень короткими, а излучаемую энергию - строго дозируемой.
Названным способом достигается то, что зона плавления остается ограниченной очень небольшим участком щетины, благодаря чему предотвращается ее ослабление и, следовательно, ухудшение ее механических свойств из-за регенерации ориентации молекул. Далее, может быть получен очень направленный, быстрый процесс оплавления узких зон материала. Большое количество щетинок или пучков может укрепляться одновременно при одном единственном проходе, и в результате длительность циклов получается очень малой. Оказалось также, что с помощью названного способа укрепления щетины в основе при ее неглубокой заделке достигается высокий порог усилий по устойчивости и выдергиванию.
Простым способом можно скреплять с основой, прозрачной для лазерных лучей, и щетину с наполнителем, например с абразивными включениями.
Характер взаимодействия лазерных лучей с подлежащим оплавлению материалом, в частности с полимером, существенно зависит от длины волны применяемого лазера и поглощающих способностей материала. После соответствующего поглощения лазерной энергии реакция может протекать в виде термических процессов, как, например, плавление и испарение материала матрицы, выцветание красителей, удаление черных пигментов, вспенивание, или в виде фотохимических процессов, например, с фотоактивными белыми пигментами в ультрафиолетовом диапазоне.
Благодаря высокой мощности лазера с большой плотностью энергии на облучаемой поверхности при производстве изделий может быть достигнута очень высокая производительность при соответствующем укорочении длительности циклов; по сравнению с известными технологиями, названными выше, она может быть уменьшена на 70%. Далее, при изготовлении, например, зубных щеток можно за один проход обрабатывать всю скомплектованную поверхность одной или нескольких щеток.
Оказалось, что предлагаемый способ позволяет достичь большой гибкости производства, т. к. его легко можно переналадить под любые геометрические формы носителя. Более того, он позволяет оперировать с различными толщинами основы без увеличения времени технологического процесса и в целом обусловливает очень высокую продуктивность при высокой скорости и качестве процесса, т.е. при низкой обработке и одинаково высоком качестве выходной продукции.
Предпочтительно один из соединяемых компонентов состоит из материала, прозрачного для лазерных лучей (т.е. не поглощающего их), тогда как другой по меньшей мере в зоне соединения - из поглощающего и оплавляемого ими. При этом лазерные лучи посылаются через прозрачный компонент к месту соединения, где и происходит оплавление поглощающего материала другого компонента.
Материал, поглощающий лазерные лучи, может быть таковым изначально, но поглощающие свойства материалу можно придать посредством добавления в него по меньшей мере в какой-то зоне наполнителя или красителя. Исходя из этого, можно оба соединяемых компонента (основа и щетина) изготовить из одинакового исходного материала, при этом лишь один из них приобретает поглощающие свойства путем привнесения в него названных средств. Таким образом, можно, например, соединить друг с другом два полимера, которые вследствие различия в них добавок или наполнителей имеют отличающиеся друг от друга показатели прозрачности и поглощающие способности.
Далее, можно предусмотреть, чтобы прозрачный для лазерных лучей компонент, например щетина, был выполнен по меньшей мере в зоне соединения, т.е. на нижнем ее конце, поглощающим с помощью покрытия и/или привнесения наполнителей или красителей. В этом случае лазерные лучи могут быть направлены в место соединения через прозрачный компонент, где они в силу названных мероприятий оплавляют поглощающую зону этого компонента. Особое преимущество этого приема состоит в том, что другой компонент, имея в виду его исполнение и материал, в этом совершенно не участвует.
Более того, в месте соединения можно поместить слой материала, поглощающего лазерные лучи, чтобы здесь получить необходимую для плавления тепловую энергию. Этот слой может быть образован также вспомогательной пресс-формой, которая затем может быть удалена, и, таким образом, оплавленный конец одного компонента может быть соединен с также оплавленным при соответствующих условиях другим компонентом. Можно также оставить этот слой в месте соединения в качестве потерянного вспомогательного средства.
При укреплении щетины на носителе применяются преимущественно следующие комбинации материалов. С одной стороны, и носитель, и щетина могут состоять из полипропилена, при этом один из компонентов, предпочтительно основа, выполнен прозрачным, тогда как щетина окрашена, например, с применением TiO2 и поэтому имеет поглощающие свойства. С другой стороны, основу можно изготовить из SAN (САН - термопластические сополимеры из акрилнитрата и стирола), при этом щетина для придания ей поглощающих свойств окрашена, тогда как основа из SAN выполнена прозрачной. Лазерные лучи при этом направляют сквозь основу и оплавляют щетину. В другой модификации основу можно выполнять из полипропилена, а щетину - из полиамида, при этом основа для придания ей поглощающих свойств окрашивается, а щетина выполнена прозрачной. В этом случае лазерные лучи направляют к месту соединения сквозь щетину и оплавляют там материал основы.
Дальнейшие подробности и признаки изобретения видны из нижеследующего описания отдельных примеров его осуществления со ссылкой на чертежи. На них показано:
фигуры 1a, 1b, 1c - отдельные шаги способа нанесения отдельных щетинок на основу;
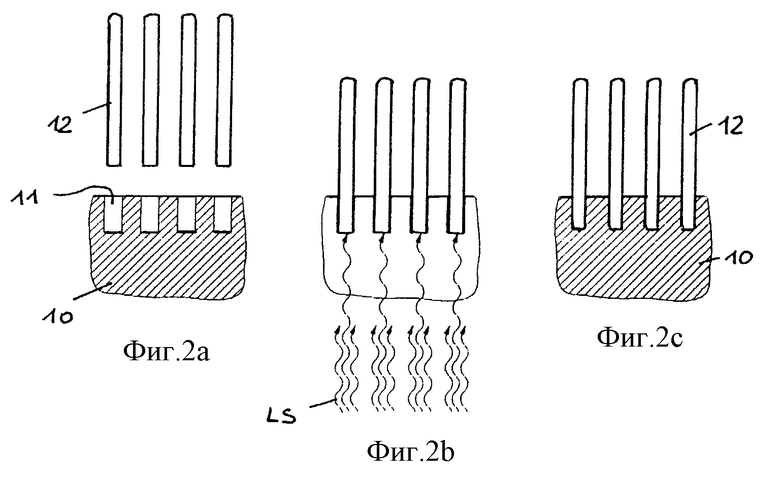
фигуры 2a, 2b, 2c - первый вариант способа;
фигуры 3а, 3b, 3c - второй вариант способа;
фигуры 4a, 4b, 4c - третий вариант способа;
фигуры 5a, 5b, 5c - отдельные шаги способа нанесения пучков щетины на основу,
фигуры 6a, 6b, 6c - первый вариант способа;
фигуры 7a, 7b, 7c - второй вариант способа и
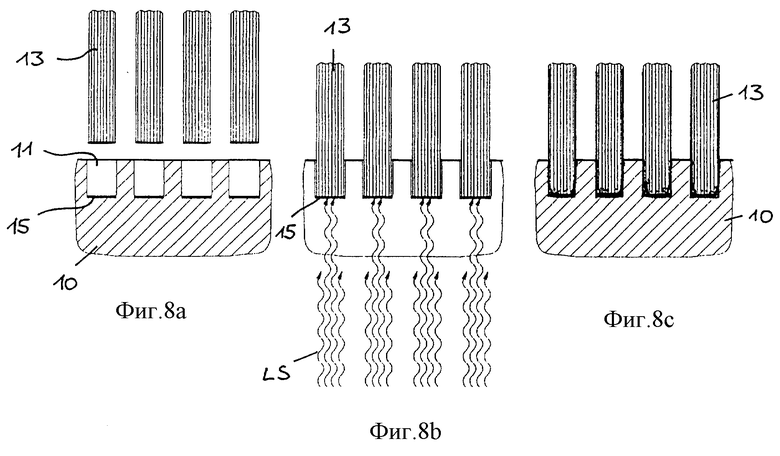
фигуры 8a, 8b, 8c - третий вариант способа.
На фигурах 1a, 1b, 1c показаны отдельные шаги способа соединения нескольких отдельных щетинок 12 с основой 10. Основа 10 снабжена определенным количеством глухих отверстий (лунок) 11, в каждое из которых вставляется щетинка 12 в ненагретом состоянии. Лунки (11) в основе (10) образованы с помощью лазерных лучей. Щетинка 12 состоит из материала, прозрачного для лазерных лучей, тогда как основа 10 - из материала, поглощающего лазерные лучи по меньшей мере в зоне лунки 11. В каждую из лунок 11, в известной мере с малым допуском на посадку, вставляется щетинка 12 до соприкосновения ее нижней стороны с дном лунки. Затем зоны соединения на дне лунок одновременно облучаются лучами лазера LS через прозрачные щетинки 12, вследствие чего из-за поглощения лазерных лучей на дне лунки развивается тепло, плавящее материал носителя 10. Благодаря конвективному теплу может расплавиться и материал щетинки 12, в результате чего материалы компонентов сливаются друг с другом и заполняют возможную щель между лункой 11 и щетинкой 12, и последняя своим нижним концом оказывается полностью заделанной в основу 10 и сваренной с нею.
Вариант согласно фигурам 2a, 2b, 2c отличается от предыдущего примера осуществления тем, что на этот раз материал основы 10 прозрачен для лазерных лучей, тогда как щетина по меньшей мере у своего нижнего конца может их поглощать. После того как щетинки 12 вставлены в лунки 11 основы 10, лазерные лучи направляются в место соединения у дна лунок через основу 10, в результате чего щетинки 12 упомянутым образом свариваются с основой 10.
Вариант в соответствии с фигурами 3a, 3b, 3c, в отличие от примера исполнения согласно фиг. 2a, 2b и 2c, состоит в том, что нижние участки щетинок 12, вводимые в лунки 11, снабжены частицами наполнителя или красителя 14, способными поглощать лазерные лучи LS, так что верхние участки щетинок, не вводимые в лунки 11, также должны состоять из материала, прозрачного для лазерных лучей.
Фигуры 4a, 4b и 4c показывают вариант, при котором как щетинки 12, так и основа 10, состоят из материала, прозрачного для лазерных лучей, поэтому перед введением щетинок в лунки на дно последних наносится слой 15, поглощающий лазерные лучи. После того как щетинки 12 вставлены в лунки 11 до соприкосновения с дном, т.е. со слоем 15, лазерные лучи направляются в место соединения через щетинки или, как представлено на чертеже, через основу 10, где они поглощаются слоем 15. Вследствие конвективного нагрева в зоне контакта основы и щетинок происходит оплавление обоих компонентов и их соединение.
Изложенное в четырех вышеприведенных примерах осуществления изобретения в отношении отдельных щетинок в равной мере применимо к пучкам щетины 13, каждый из которых в виде свободной пачки вводится в соответствующую лунку 11 с малым допуском, при этом при подводе лазерных лучей происходит, с одной стороны, соединение друг с другом отдельных щетинок пучка 13, с другой - сваривание их с основой 10. Остальные элементы изобретения совпадают со способом, при соответствующих ссылках на него, для отдельных щетинок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЩЕТИНЫ | 1997 |
|
RU2197160C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ ЩЕТИННОЕ ИЗДЕЛИЕ | 1995 |
|
RU2139670C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ ИЗДЕЛИЙ И ЩЕТОЧНЫЕ ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2208374C2 |
| ЗУБНАЯ ЩЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2157078C2 |
| ЩЕТКА С ДЕРЖАТЕЛЕМ ЩЕТИНОК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2213513C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЕВИДНЫХ ЩЕТИНОК | 1996 |
|
RU2145367C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОК И ЩЕТКИ, ИЗГОТОВЛЕННЫЕ УКАЗАННЫМ СПОСОБОМ | 2000 |
|
RU2239341C2 |
| ЩЕТКА ДЛЯ ЧИСТКИ, В ЧАСТНОСТИ ЗУБНАЯ ЩЕТКА | 1999 |
|
RU2208373C2 |
| ЩЕТКА (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2187235C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2283607C2 |





В способе изготовления щетинных изделий, в частности щеток, в носителе щетины (основе), состоящей из термопластического материала, образовано определенное количество глухих отверстий (лунок), в каждое из которых вставляется до соприкосновения с дном лунки термопластический элемент щетины в виде отдельной щетинки или пучка щетинок. После этого основа и элементы щетины в зоне их контакта свариваются друг с другом вследствие того, что лазерные лучи, передаваемые сквозь основу или элемент щетины, попадают непосредственно в зону их контакта и там поглощаются с выделением тепла, что обеспечивает стойкость к выдерживанию отдельных щетинок или пучков при малом расходе материала и высокую производительность при изготовлении, а также позволяет щетке сохранить изгибную эластичность и способность к повторному распрямлению щетины. 7 з.п. ф-лы, 8 ил.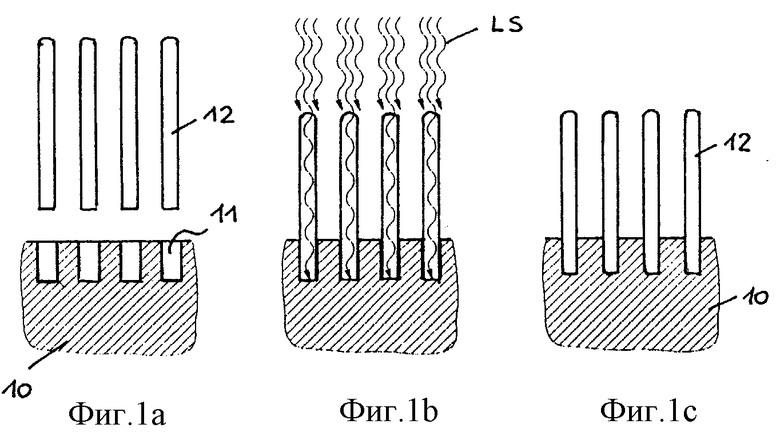
| DE 3637750 A1, 11.05.1988 | |||
| DE 3403341 A1, 08.08.1985 | |||
| DE 3828571 A1, 01.03.1980 | |||
| US 4609228 A, 02.09.1986 | |||
| Порошкообразная смесь для обезуглероживания | 1986 |
|
SU1411340A1 |
| Способ изготовления круглых щеток | 1949 |
|
SU85864A1 |

