ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу сварки встык металлических материалов и к способу изготовления металлической трубы при использовании этого способа, и в частности к способу сварки, увеличивающему скорость сварки путем совместного использования двух видов источников тепла, и к способу изготовления металлической трубы при использовании этого способа сварки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Лазерная сварка и дуговая сварка широко использовались для наплавки и сварки двух металлов друг с другом.
К преимуществам лазерной сварки относится возможность точной сварки тонкого изделия из-за небольшой зоны термического влияния, потому что можно сфокусировать источник тепла (например, лазерный луч) на очень небольшой площади и выполнить сварку шва (или глубокую сварку) путем формирования сквозного проплавления. Однако у лазерной сварки имеются недостатки, к которым относится небольшой фокальный радиус, из-за чего луч с трудом отслеживает тонкую линию сплавления сварки встык, и в результате нестабильного сквозного проплавления на участке сварки образуются поры. Кроме того, в случае лазерной сварки должен использоваться мощный лазер, ускоряющий сварочный процесс с целью повышения производительности, что приводит к серьезному повышению стоимости сварки.
Вместе с тем, преимущество дуговой сварки или плазменной сварки заключается в более мелких дефектах сварки и способности легче отслеживать линию сплавления по сравнению с лазерной сваркой.
Однако к недостатку дуговой сварки относится то, что она не подходит для сварки сложных изделий с малой шириной стыка (например, 0,2 мм или меньше) из-за большой площади источника тепла на участке сварки.
Для устранения недостатков этих двух способов сварки были предложены способы сварки при использовании лазерной сварки и дуговой сварки вместе (выложенные заявки Японии №№2001-334377 и 2002-346777, патентная заявка США №2001/0047984 A1 и т.д.). В патентных документах Японии и США утверждается, что когда лазерная сварка и дуговая сварка проводятся вместе, способ обеспечивает глубокое проникновение и повышает скорость сварки, чего нельзя получить только одной дуговой сваркой. Однако использование двух видов источников тепла одновременно не всегда выгодно. Например, результаты от совместного использования двух способов сварки могут быть хуже, чем простая сумма результатов, полученных каждым из источников тепла, в зависимости от степени обработки, расстояния, угла, мощности и скорости сварки двух источников тепла.
Между тем, сварка использовалась для изготовления металлической трубы (так называемой нежесткой трубы (loose tube), которая обычно изготавливается из нержавеющей стали), в которую устанавливается некоторое количество прядей оптических волокон. То есть металлическая труба изготавливается с помощью пластической деформации металлической полосы с приданием ей круглого сечения для соединения обоих обращенных друг к другу концов сваркой. Для такой нежесткой трубы (loose tube) диаметром 2-5 мм, с толщиной стенки 0,1-0,2 мм и шириной стыка 0,2 мм или меньше требуется очень точная сварка. Соответственно, в настоящее время в качестве способа сварки используется лазерная сварка с применением CO2-лазера, но трудно улучшить производительность изготовления металлической трубы только лазерной сваркой, как указано выше. То есть сварочный процесс может стать узким местом в технологии потому, что скорость пластической деформации металлической полосы с приданием ей круглого сечения выше скорости сварки.
Соответственно, при совместном использовании двух видов источников тепла можно увеличить скорость сварки, как указано выше, в гибридном способе сварки, объединяющем лазерную сварку и дуговую сварку. Однако сначала необходимо выполнить чрезвычайно сложные технологические условия, и как источники тепла, так и технологические условия должны подбираться в зависимости от характеристик свариваемого объекта, чтобы получить требуемое изделие, когда два вида источников тепла используются вместе. Например, гибридная лазерно-дуговая сварка, как описано в вышеупомянутых японской и американской выложенных патентных заявках, может быть использована для сварки достаточно толстых стальных пластин, но не пластин из нержавеющей стали, например, корпуса судна или транспортного средства, но ее нельзя применять для сварки изделия с очень малой шириной стыка и небольшой толщиной стенки.
Как упоминалось выше, крайне необходим способ сварки, способный увеличить скорость сварки и обеспечивающий сложную сварку встык листового металла, имеющего очень малую ширину стыка и небольшую толщину стенки.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение разработано для решения проблем, характерных для предшествующего уровня техники, и поэтому целью настоящего изобретения является разработка способа сварки, позволяющего увеличить скорость сварки и применить разработанный способ для сварки изделия с очень малой шириной стыка и небольшой толщиной стенки.
Кроме того, в настоящем изобретении предлагается способ изготовления металлической трубы небольшого диаметра путем сварки встык листового металла с очень малой шириной стыка и небольшой толщиной стенки.
Для достижения поставленной цели способ сварки по настоящему изобретению включает проведение совместно лазерной сварки и плазменной сварки, в частности, основная сварка выполняется путем воздействия плазмой перед лазером, так чтобы заготовка (свариваемого изделия) могла быть сначала нагрета плазмой, а затем расплавлена лазерным лучом.
Таким образом, способ непрерывной сварки встык при использовании плазмы и лазера согласно одному аспекту настоящего изобретения включает (а) сначала непрерывную подачу изделия, подлежащего сварке, у которого свариваемые части обращены друг к другу; (b) предварительный нагрев свариваемых частей плазматроном; и (с) испускание лазерного луча на свариваемые части для сварки свариваемых частей, предварительно нагретых плазматроном.
В соответствии с предпочтительным вариантом настоящего изобретения плазматрон и лазерная головка устанавливаются на одной линии (выравниваются) таким образом, чтобы расстояние между центрами зон подвода тепла плазматроном и лазерным лучом составляло от 0,5 до 2,5 мм.
Способ сварки по настоящему изобретению особенно подходит для сварки изделий, у которых расстояние между обращенными друг к другу свариваемыми частями составляет 0,2 мм или меньше.
Способ сварки по настоящему изобретению может, в частности, применяться для сварки встык нержавеющей стали, а также никелевого сплава, меди, медного сплава, алюминия, алюминиевого сплава, титанового сплава, низкоуглеродистой стали и низколегированной стали.
Кроме того, данный способ сварки может соответственно использоваться для изготовления металлической трубы, имеющей относительно небольшую толщину стенки и небольшой диаметр. То есть способ изготовления металлической трубы согласно другому аспекту настоящего изобретения включает (а) непрерывную подачу полосы листового металла; (b) обработку листового металла с двух концов с получением изделия круглого сечения так, чтобы оба конца были обращены друг к другу; (с) предварительный нагрев плазматроном подлежащих свариванию частей, обращенных друг к другу в результате обработки с получением круглого изделия, и (d) испускание лазерного луча на свариваемые части для сварки свариваемых частей, предварительно нагретых плазматроном.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие цели и аспекты настоящего изобретения станут очевидными из приведенных ниже описаний вариантов осуществления со ссылкой на прилагаемые чертежи.
На фиг.1 схематично изображен перспективный вид, на котором показано устройство изготовления металлической трубы, в котором применяется способ сварки и способ изготовления металлической трубы по одному из вариантов осуществления настоящего изобретения;
На фиг.2а и 2b показаны сечения по линиям А-А и В-В (см. фиг.1) соответственно;
На фиг.3a и 3b изображены сечения, на которых показано расположение плазматрона и лазерной головки относительно свариваемого изделия, а на фиг.3c изображено сечение, на котором показан вид с торца свариваемого изделия для демонстрации угла между плазматроном и лазерной головкой;
На фиг.4 изображен вид сверху, на котором показан участок сварки и его окружение с целью описания способа сварки по настоящему изобретению;
На фиг.5 изображено сечение, на котором показаны многочисленные отражения лазерного луча в V-образной канавке;
На фиг.6 изображено сечение, на котором показана глубина проникновения и ширина шва;
На фиг.7а и 7b изображены кривые, отображающие зависимости между скоростью сварки, глубиной проникновения и шириной шва после сварки с использованием только плазмы;
На фиг.8 изображены кривые, отображающие зависимости между скоростью сварки, глубиной проникновения и шириной шва после сварки с использованием только лазера; и
На фиг.9а и 9b изображены кривые, отображающие зависимости между величинами ширины шва, глубины проникновения и расстояния между центрами зон подвода тепла от двух источников тепла.
НАИЛУЧШИЕ СПОСОБЫ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Ниже дается подробное описание предпочтительных вариантов осуществления настоящего изобретения со ссылкой на прилагаемые чертежи. Следует понимать, что термины, используемые в описании и прилагаемых пунктах формулы изобретения, не должны рассматриваться как ограничения общего и частного значения, но должны интерпретироваться на основе значений и понятий, соответствующих техническим аспектам настоящего изобретения, основываясь на том, что изобретателю для лучшего объяснения разрешено давать соответствующие определения терминам. Поэтому описание, предложенное здесь, является предпочтительным вариантом, и предназначается только для иллюстрации, и не ограничивает возможности настоящего изобретения, поэтому следует понимать, что возможны и другие равнозначные варианты и модификации, наличие которых не означает отступления от объема и сущности настоящего изобретения.
На фиг.1 схематично изображен перспективный вид, на котором показано устройство для изготовления металлической трубы, в котором применяется способ сварки и способ изготовления металлической трубы по одному из вариантов осуществления настоящего изобретения; а на фиг.2а и 2b показано сечение по линиям А-А и В-В (см. фиг.1) соответственно.
На фиг.1, 2а и 2b показан способ изготовления металлической трубы согласно данному варианту осуществления настоящего изобретения. Сначала листовой металл 10 постоянной ширины и постоянной толщины подается в направлении стрелки х с постоянной скоростью. Затем листовой металл 10 сгибается в трубу круглого сечения посредством пластической деформации листового металла 10 с двух сторон с помощью профилировочного узла 20. Металлическая труба 10' с постоянной шириной стыка α, как показано на фиг.2а, сваривается по линии сварки 10а плазматроном 30 и лазерной головкой 40 с целью получения металлической трубы 10'', у которой свариваемые части соединены вместе, как показано на фиг.2b. В устройстве, изображенном на фиг.1, скорость подачи листового металла 10 равна скорости сварки, так как листовой металл 10 до сварки и металлическая труба 10', 10'' после сварки двигаются как одно целое, а профилировочный узел 20, плазматрон 30 и лазерная головка 40 остаются неподвижными. Однако в зависимости от конструкции устройства и рабочих условий можно выбирать, что должно перемещаться, а что оставаться в неподвижном состоянии: листовой металл 10, профилировочный узел 20, плазматрон 30 или лазерная головка 40. Скорость подачи [материала] и скорость сварки листового металла могут также различаться, если листовой металл 10, плазматрон 30 и лазерная головка 40 перемещаются независимо друг от друга.
В соответствии с данным вариантом осуществления настоящего изобретения в качестве листового металла 10 применяется, например, нержавеющая сталь с указанными ниже физическими свойствами и размерами, однако материал и размеры листа могут различаться в зависимости от требований к металлической трубе. То есть помимо нержавеющей стали в качестве листового металла 10 может применяться никелевый сплав, медь, медный сплав, алюминий, алюминиевый сплав, титановый сплав, низкоуглеродистая сталь или низколегированная сталь.
Свойства при нормальной температуре и размерах металлического листа:
Плотность: 7200 кг/м3
Проводимость: 14,9 Вт/мК
Удельная теплоемкость: 477 Дж/кгК
Температура плавления: 1670 К
Скрытая теплота плавления: 247 кДж/кг
Точка кипения: 3000 К
Скрытая теплота парообразования: 7000 кДж/кг
Толщина листа: 0,2 мм
Ширина листа: 13,5 мм
Диаметр профилированной металлической трубы: 4,3 мм
На фиг.1 показан профилировочный узел 20 в виде двух пар профилировочных роликов, вращающихся и обращенных друг к другу, но число пар роликов может быть и больше. В соответствии с данным вариантом осуществления настоящего изобретения профилировочные ролики 20 также предназначены для гиба листового металла 10 в металлическую трубу круглого сечения, однако профилированная металлическая труба 10' может быть, например, овального сечения.
В металлической трубе 10', согнутой перед сваркой в трубу с помощью профилировочного узла 20, обращенные друг к другу свариваемые части образуют V-образную канавку с шириной стыка d около 0,15 мм и углом θ, составляющим около 10° в V-образной канавке, как показано на фиг.2а. Однако расстояние d и угол θ могут меняться в зависимости от размеров листового металла 10 и формы профилировочного узла 20. В частности, в соответствии с предпочтительным вариантом осуществления настоящего изобретения угол θ может быть небольшим и составлять 5° или меньше.
В отличие от обычно применяемой дуговой сварки, плазматрон 30, используемый в настоящем изобретении, может обеспечить высокую точность и высокую плотность сварки из-за малого угла дисперсии плазмы. То есть плазменная сварка подобна сварке вольфрамовым электродом в инертном газе, но угол дисперсии плазмы может быть намного меньше угла дуги при сварке вольфрамовым электродом в инертном газе потому, что вольфрамовый сварочный электрод устанавливается внутри медного электрода в плазматроне 30, и затем газы конденсируются из-за добавляемого растопочного газа и охлаждающего влияния на газ водоохлаждаемого медного сопла. Кроме того, эффективность плазмы, так называемый коэффициент электрической мощности (теплоты), которая испускается с конца плазматрона 30 (катода) и затем поглощается поверхностью заготовки (анодом), составляет 60% или больше, что вообще больше эффективности сварки вольфрамовым электродом в инертном газе, составляющей 43%, и плазменная сварка характеризуется низким загрязнением и небольшой коррозией сварочного электрода. В соответствии с данным вариантом осуществления настоящего изобретения установка плазменной сварки потребляет ток не более 80 А напряжением применено от 20 В до 30 В, но в зависимости от видов и размеров заготовки или скорости сварки, могут использоваться плазматроны различной мощности.
Кроме того, хотя в соответствии с данным вариантом осуществления настоящего изобретения используется установка лазерной сварки на диоксиде углерода мощностью 680 Вт с эффективным диаметром лазерного луча в фокусе около 0,5 мм, также могут применяться установки лазерной сварки различной мощности в зависимости от вида и размеров заготовки или скорости сварки.
Таким образом, в настоящем изобретении, как показано на фиг.2, сварная металлическая труба 10'' изготавливается при совместном использовании плазматрона 30 и лазерной головки 40 для сварки металлической трубы 10' по линии сплавления 10а. Но взаимное расположение, расстояние xoff и угол падения между плазмой 30а плазматрона 30 и лазерным лучом 40а лазерной головки 40 серьезно влияют на скорость сварки и сварное изделие. Факторы, влияющие на характеристики сварки, будут подробно описаны ниже.
Сначала при использовании плазматрон 30 наклоняется приблизительно на 45° к поверхности заготовки 10', как показано на фиг.3а и 3b. В этом случае распределение энергии подводимой плазмой теплоты на поверхности заготовки описывается подробно.
Как показано в нижеследующем Уравнении 1, если плазма 30а падает на плоскую поверхность заготовки под прямым углом, то распределение энергии подводимой плазмой теплоты I(r) соответствует гауссову распределению, но если плазма 30а падает на поверхность заготовки под прилежащим углом, то зона подвода плазмой тепла (см. 30b на фиг.4) на поверхности заготовки приобретает форму овала, вытянутого вдоль заготовки в направлении х. При этом распределение энергии подводимой теплоты выражено в Уравнении 2.
Уравнение 1
где I0 - максимальная плотность энергии, r - радиальное расстояние в зоне подвода тепла, r0 - эффективный радиус зоны подвода тепла и с - степень концентрации в пределах радиуса r0 распределения энергии плазмы.
При этом для расчетов угол дисперсии плазмы считается равным нулю (а именно предполагается, что плазма представляет собой столб), так как он пренебрежимо мал, как расписано ниже.
Уравнение 2
где θt - угол падения плазмы, а - длина большой оси r0/sinθt овала, b - длина малой оси b=r0 овала, х - расстояние в направлении большой оси от центра овала, у - расстояние в направлении малой оси от центра овала.
Следует иметь в виду, что Уравнения 1 и 2 описывают плотность энергии для случая, когда плазма падает на плоскую поверхность заготовки, но в случае этого варианта осуществления изобретения плазма 30а фактически падает на V-образную канавку. Соответственно, следует рассмотреть распределение энергии подводимой плазмой теплоты, которая падает внутрь V-образной канавки, потому что очень трудно анализировать плазму, так как плазма, рассматриваемая как поток массы, создает очень сложные потоки внутри V-образной канавки. Соответственно, распределение энергии подводимой теплоты на поверхности стенки V-образной канавки здесь упрощено и считается постоянным в направлении движения плазмы и удовлетворяющим условиям гауссова распределения в направлении движения плазматрона (фактически направления движения х заготовки). То есть предполагается, что плотность энергии подводимой плазмой теплоты постоянна в направлении глубины вдоль поверхности стенки V-образной канавки.
Распределение энергии теплоты, подводимой лазерным лучом 40а лазерной головки 40, соответствует Уравнению 1, если лазерный луч падает на плоскую поверхность заготовки под прямым углом. Однако следует учитывать, что лазерный луч может быть поглощен поверхностью или отражен от поверхности заготовки. Способность поглощения лазерного луча поверхностью заготовки различна и зависит от характеристик лазерного луча и качества или характеристик заготовки, но также зависит и от угла падения лазерного луча. Согласно формуле Френеля для расчета коэффициента поглощения, самое большое поглощение лазерного луча происходит, если угол падения равен 85°. То есть максимальное поглощение получается тогда, когда лазерный луч падает под углом к заготовке и затем идет почти параллельно поверхности заготовки. Следует отметить, что, для того чтобы получить максимальное поглощение, лазерная головка 40 не должна идти почти параллельно заготовке 10', как показано на фиг.3а или 3b. Как упоминалось выше, свариваемая часть заготовки 10'' данного варианта осуществления настоящего изобретения образует V-образную канавку с шириной стыка d, равной приблизительно 0,15 мм, большая часть лазерного луча 40а испускается в V-образную канавку (см. 40b на фиг.4). Кроме того, так как прилежащий угол θ V-образной канавки составляет приблизительно 10°, как упоминалось выше, то угол падения лазерного луча на поверхность стенки V-образной канавки составляет почти 85°, если лазерная головка 40 установлена почти под прямым углом к поверхности заготовки 10' (см. фиг.3а или 3b). Однако в соответствии с предпочтительным вариантом настоящего изобретения лазерная головка 40 устанавливается под некоторым углом, как показано на фиг.3а и 3b, потому что лазерный луч, направленный на поверхность заготовки 10', может быть отражен из V-образной канавки и может повредить лазерную головку 40.
Таким образом, как описано выше, когда лазерный луч попадает в V-образную канавку, распределение энергии, подводимой на внутреннюю поверхность стенки V-образной канавки, характеризуется эффектом многократного отражения. То есть лазерный луч 40а, падающий в V-образную канавку, многократно отражается на внутренней поверхности стенки, и поэтому только чрезвычайно небольшое количество его энергии отражается наружу из канавки, как показано на фиг.5. Частота многократного отражения внутри V-образной канавки увеличивается по мере уменьшения угла θ канавки. Согласно расчетам авторов изобретения лазерный луч 40а, падающий в V-образную канавку, отражается 8 раз, если угол θ канавки составляет 20°. Поглощение лазерного луча меняется после каждого из 8 отражений лазерного луча, так как угол падения лазерного луча на поверхность стенки меняется при каждом из этих 8 отражений, но энергия лазерного луча, отраженного наружу из канавки после 8 отражений, снижается меньше чем до 0,4% (0,58=0,0039) первоначально подведенной энергии, если коэффициент поглощения лазерного луча составляет в среднем приблизительно 0,5 после одного отражения. То есть можно полагать, что почти вся энергия поглощается в V-образной канавке. Кроме того, частота отражений возрастает по мере увеличения глубины вдоль поверхности стенки V-образной канавки, и плотность энергии достигает максимума в центральной области зоны подвода тепла 40b (см. 40с на фиг.5). Таким образом, на кривой распределения энергии подводимой теплоты внутри V-образной канавки видно, что плотность энергии достигает максимума в самой нижней части канавки, но уменьшается при приближении к верхней части.
Далее из экспериментов, проведенных авторами изобретения, стало ясно, что полное поглощение (эффективность) энергии внутри V-образной канавки меняется в зависимости от угла θ V-образной канавки (и поэтому в зависимости от угла падения лазерного луча). Например, эффективность составляет приблизительно 35% при угле V-образной канавки θ, равном 10°, максимальная эффективность достигается при угле 20-40°, и эффективность составляет около 15% при угле 120° или больше, что почти равно эффективности для простой плоской пластины. Из вышеприведенного описания ясно, что, по мере уменьшения угла θ, частота многократных отражений увеличивается, так что эффективность должна бы становиться выше, но описанный выше результат связан с тем, что полное падение внутрь V-образной канавки снижается, так как доля падений, вышедших наружу V-образной канавки в зоне подвода тепла 40b, увеличивается при [дальнейшем] уменьшении угла θ.
Приведенное выше описание распределений энергии подводимой плазмой и лазером теплоты соответствует случаю, когда каждый из двух источников тепла был в единственном числе. Полная сумма распределений энергии подводимой теплоты должна равняться сумме распределений энергий подводимой теплоты, когда два вида источников тепла используются вместе, но не влияют друг на друга.
Для выявления эффекта взаимного влияния двух источников тепла был выполнен простой тест следующим образом. Сначала на плоскую поверхность заготовки под прямым углом падает только лазерный луч, чтобы измерить энергию, падающую на плоскую поверхность заготовки. Между тем, лазерный луч расфокусируется, чтобы сфокусироваться немного выше поверхности заготовки. Затем плазма накладывается на точку фокуса лазерного луча под прямым углом к лазерному лучу (а именно параллельно поверхности заготовки), и затем измеряется энергия, падающая на поверхность заготовки. В результате получилось, что при использовании только одного лазерного луча измеренная энергия составляет 41 Вт, а при взаимодействии с плазмой она составила 40 Вт. То есть было выявлено, что лазерный луч несколько, хотя только немного, поглощается в плазменном столбе, если два источника тепла перекрывают друг друга. Кроме того, было выявлено, что необходимо поддерживать некоторое расстояние xoff между центрами зон подвода тепла 30b, 40b двух источников тепла, когда два вида источников тепла используются вместе; учитывая, что данный результат не измерялся для случая, когда лазерный луч и плазменный столб перекрывали друг друга на поверхности заготовки, т.е. что влияние на сварку оказывалось, когда они фактически перекрывали друг друга на поверхности заготовки. Но предпочтительно следует избегать того, чтобы расстояние xoff между двумя зонами подвода тепла сильно увеличивалось, т.к. эффект предварительного нагрева предыдущим источником тепла уменьшается, если расстояние xoff сильно увеличивается. Оптимальные значения xoff могут меняться в зависимости от условий процесса, типа мощности плазматрона и установки лазерной сварки, скорости сварки и т.д., но определенные значения рассчитаны на основе экспериментального варианта осуществления, что будет описано ниже.
Таким образом, при совместном использовании двух видов источников тепла, если они не влияют друг на друга, распределение энергии подводимой теплоты получается выше распределения, полученного при использовании каждого источника тепла в отдельности; преимуществом является то, что эффект от совместного подвода энергии теплоты выше суммы [каждого из] распределений энергии подводимой теплоты. Синергический эффект, полученный при совместном использовании двух видов источников тепла, выражается в том, что в результате предварительного нагрева плазмой увеличивается поглощение лазерного луча. То есть из приведенного описания ясно, что поглощение лазерного луча меняется в зависимости от угла падения лазерного луча на поверхность заготовки, но поглощение лазерного луча к тому же зависит от температуры заготовки. В случае использования нержавеющей стали в этом варианте осуществления коэффициент поглощения увеличивается примерно на 3,5×10-5 на 1°С согласно формуле Френеля для расчета поглощения, как описано выше. Отсюда ясно, что хотя данная величина увеличивается незначительно, но с учетом того, что коэффициент поглощения лазерного луча увеличивается на 0,035, а при комнатной температуре коэффициент поглощения составляет приблизительно 0,08, увеличение этой величины становится существенным, например, если температура заготовки повышается на 1000°С в результате предварительного нагрева плазмой.
Согласно приведенному выше описанию можно понять, что сварку следует осуществлять при увеличении поглощения лазерного луча за счет расположения плазмы по одной линии перед лазером с поддержанием необходимого расстояния между двумя зонами подвода тепла, при этом происходит предварительный нагрев заготовки, если два вида источников тепла используются совместно. Термин "расположение плазмы по одной линии перед лазером" означает, что сначала испускается плазма 30а, а затем испускается лазерный луч 40а, по мере того, как заготовка 10' подается по прямой вдоль направления х. Плазматрон 30 и лазерная головка 40 могут располагаться по одной линии при их ориентации в противоположных направлениях для пересечения плазмы 30а с лазерным лучом 40а, как показано на фиг.3а; или плазматрон 30 и лазерная головка 40 могут располагаться по одной линии при их параллельном размещении с подачей плазмы 30а и лазерного луча 40а параллельно друг другу, как показано на фиг.3b.
Между тем, в соответствии с предпочтительными вариантами осуществления настоящего изобретения прилежащий угол ϕ между плазмой 30а и лазерным лучом 40а составляет приблизительно 70° при расположении согласно фиг.3а и приблизительно 50° при расположении согласно фиг.3b. Таким образом, в соответствии с предпочтительным вариантом осуществления настоящего изобретения угол между направлением выхода плазмы 30а из плазматрона и направлением испускания лазерного луча 40а составляет ±20° к V-образной канавке (т.е. линии сварки) заготовки 10' при виде спереди на заготовку 10' (см. фиг.3c). Это потому, что сварка выполняется асимметрично, если плазма 30а или лазерный луч 40а проходят под большим углом наклона, вызывая, в конце концов, неровность поверхности свариваемого участка или непровар.
Как описано выше, если расстояние xoff между двумя источниками тепла, относительное положение и углы между плазматроном 30 и лазерной головкой 40 отрегулированы должным образом, то плазма 30а и лазерный луч 40а выделяют заданное количество тепла, а заготовка 10' непрерывно подается в направлении х, при этом, как показано на фиг.4, сначала для предварительного нагрева заготовки плазмой 40а плазматрона 40 формируется зона подвода тепла 30b. По мере продвижения заготовки появляется предварительно нагреваемая зона 30 с в форме хвоста в задней части зоны подвода тепла 30b плазмой, и далее следует зона подвода тепла 40b лазерным лучом 40а в хвосте предварительно нагреваемой зоны 30с. Основная сварка выполняется путем расплавления предварительно нагретой заготовки в зоне подвода тепла 40b лазерным лучом, и поэтому швы 10b выполняются непрерывно. Наконец, металлическая труба 10'' круглого сечения изготавливается непрерывно из листового металла 10.
Ниже будет сказано, что характеристики сварки гарантированы способом сварки по настоящему изобретению с помощью различных экспериментов.
Сначала со ссылкой на фиг.6 даются определения характеристик сварки, измеренных в нижеследующих экспериментах. На фиг.6 показана половина поперечного сечения заготовки 10'. Характеристики сварки могут оцениваться на основании измерений других факторов, но особенно на основании измерения глубины проникновения LA (называемой также глубиной ванны жидкого металла) и ширины LB шва В.
В нижеописанном эксперименте в качестве листового металла использовалась нержавеющая сталь, описанная в вышеупомянутом варианте осуществления настоящего изобретения, а угол V-образной канавки был установлен равным 10°. Кроме того, в вышеупомянутом варианте осуществления настоящего изобретения использовались такие устройства, как плазматрон и установка лазерной сварки.
Следующие эксперименты были разделены на три группы: сварка выполнялась только с использованием установки плазменной сварки (сравнительный вариант 1), и только с использованием установки лазерной сварки (сравнительный вариант 2), и сварка выполнялась при совместном использовании двух видов источников тепла, при условии расположения плазмы на одной линии перед лазером (вариант осуществления настоящего изобретения 1) или расположения лазера по одной линии перед плазмой (сравнительный вариант 3). В сравнительных вариантах 1 и 2 глубина проникновения и ширина шва были измерены при фиксировании мощности соответственно плазмы и лазера, в то время как скорость сварки изменялась. Как в варианте осуществления настоящего изобретения 1, так и в сравнительном варианте 3, были измерены глубина проникновения и ширина шва при фиксированной скорости сварки, в то время как мощность плазмы и расстояние xoff между двумя источниками тепла менялись. Ниже приводятся результаты.
Во-первых, результат сравнительного варианта осуществления настоящего изобретения 1 показывает, что глубина проникновения и ширина шва уменьшаются по мере увеличения скорости сварки, как показано на фиг.7а (ток плазмы установлен на 10 А) и на фиг.7b (ток плазмы установлен на 15 А). Предполагая, что полным является проникновение, глубина которого составляет не менее 0,2 мм, поскольку толщина листового металла, используемого в этих экспериментах, составляет 0,2 мм, может быть отмечено, что полное проникновение получают, если скорость сварки сохраняется на уровне 4,0 м/мин или меньше и 6,0 м/мин или меньше (см. фиг.7а и 7b) соответственно.
Как показано на фиг.8, сравнительный вариант 2 показал, что глубина проникновения и ширина шва уменьшаются по мере увеличения скорости сварки, и для обеспечения полного проникновения скорость сварки должна сохраняться на уровне около 5,0 м/мин или меньше.
На фиг.9а и 9b изображены кривые, на которых показаны результаты варианта осуществления настоящего изобретения 1 и сравнительного варианта 3, которые демонстрируют ширину шва и глубину проникновения, измеренную при фиксированной скорости сварки 12 м/мин, и при изменении расстояния xoff между двумя источниками тепла. На фиг.9а и 9b обозначения LF и PF означают, что лазер проходит перед плазмой, и плазма проходит перед лазером, соответственно, а указанная за этими буквами величина силы тока обозначает силу тока, подававшегося на установку плазменной сварки.
Как показано на фиг.9а и 9b, характеристики сварки по варианту осуществления настоящего изобретения 1, где плазма проходит перед лазером, выше характеристик сварки по сравнительному варианту 3, где лазер проходит перед плазмой при совместном использовании двух видов источников тепла. Кроме того, подтверждено, что характеристики сварки по варианту осуществления настоящего изобретения 1 выше, если xoff находится в пределах от 0,5 до 2,5 мм при тех же самых условиях, что и в эксперименте.
Как описано выше, из варианта осуществления настоящего изобретения 1 понятно, что скорость сварки увеличивается до 12,0 м/мин, что выше соответствующих скоростей сварки при использовании только обычной плазмы (6,0 м/мин или меньше) или только лазера (5,0 м/мин или меньше), а также выше простой суммы соответствующих скоростей сварки.
Как говорилось выше, следует понимать, что хотя в описании и приводятся ссылки на определенные варианты осуществления настоящего изобретения и фигуры, возможны различные изменения и модификации, которые, однако, не являются отступлением от объема и сущности настоящего изобретения. Например, в вышеупомянутом варианте осуществления настоящего изобретения был описан способ изготовления металлической трубы путем гиба и сварки листового металла, но данный способ сварки по настоящему изобретению может использоваться и в других случаях, не только при изготовлении металлической трубы.
Кроме того, в вышеупомянутом варианте осуществления настоящего изобретения в качестве материала заготовки (свариваемого изделия) используется нержавеющая сталь, но заготовка может быть сделана из никелевого сплава, меди, медного сплава, алюминия, алюминиевого сплава, титанового сплава, низкоуглеродистой стали, низколегированной стали и т.д.
Кроме того, хотя две части свариваемого изделия выполнены из одного и того же металла, ввиду того, что листовой металл согнут таким образом, что образует две обращенные друг к другу части, как описано в вышеупомянутом варианте осуществления, способ сварки встык по настоящему изобретению может быть также применен к изделиям, свариваемые части которого выполнены из различных металлов. Конечно, нагрев или скорость сварки, обеспечиваемые установкой плазменной сварки и установкой лазерной сварки, могут меняться в соответствии с видом заготовки, если в качестве материалов заготовок для сварки встык используются другие металлы помимо нержавеющей стали и разных металлов.
Соответственно, следует понимать, что возможны и другие эквиваленты и модификации, которые, однако, не являются отступлением от объема и сущности настоящего изобретения.
Приводится подробное описание настоящего изобретения. Однако следует понимать, что детальное описание и определенные примеры предпочтительных вариантов осуществления изобретения приводятся только в качестве иллюстраций, так как специалистам очевидны различные изменения и модификации в пределах объема и сущности настоящего изобретения.
ПРОМЫШЛЕННАЯ ПРИМЕНЕНМОСТЬ
Как описано выше, характеристики сварки и скорость сварки могут быть значительно увеличены, если свариваемое изделие с малой шириной стыка сварено встык с использованием предварительного нагрева свариваемого изделия с помощью плазматрона, после чего выполняется лазерная сварка согласно способу сварки по настоящему изобретению. В частности, в соответствии с предшествующим уровнем техники для точной и быстрой сварки требуются очень дорогие установки лазерной сварки, но при совместном использовании плазменной и лазерной сварки при небольших затратах и без потери точности может быть увеличена скорость сварки. Кроме того, при использовании одной только лазерной сварки снижается технологичность, так как трудно точно придерживаться линии сварки, но технологичность и качество сварки повышаются при совместном использовании лазерной и плазменной сварки. Кроме того, так как способ сварки по настоящему изобретению может применяться для изготовления металлической трубы с тонкой стенкой и небольшим диаметром, сварка может выполняться со скоростью подачи (скорость пластической обработки) листового металла, при этом существенно повышается производительность изготовления металлической трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 2019 |
|
RU2721613C1 |
| Способ термомеханической сварки разнородных сплавов | 2021 |
|
RU2768918C1 |
| Способ пространственной стабилизации дуги | 2019 |
|
RU2713186C1 |
| Способ получения наноструктурированной поверхности металлической заготовки лазерной обработкой | 2020 |
|
RU2752821C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ | 2012 |
|
RU2533572C2 |
| РАДИАЛЬНО-ОРИЕНТИРОВАННОЕ УСТРОЙСТВО РАССЕИВАНИЯ ТЕПЛА И ГРУШЕВИДНОЕ СВЕТОДИОДНОЕ ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО, В КОТОРОМ ОНО ИСПОЛЬЗУЕТСЯ | 2009 |
|
RU2510874C2 |
| СПОСОБ МНОГОЛУЧЕВОЙ ЛАЗЕРНОЙ СВАРКИ | 2011 |
|
RU2492035C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ | 2017 |
|
RU2708284C1 |
| СПОСОБ ЛАЗЕРНО-ПЛАЗМЕННОЙ СВАРКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2555701C1 |
Изобретение относится к способу непрерывной сварки встык при использовании плазмы и лазера и к способу изготовления металлической трубы и может найти использование в машиностроении. Способ включает непрерывную подачу свариваемого изделия, свариваемые части которого обращены друг к другу и имеют толщину 0,1-0,2 мм, предварительный нагрев свариваемых частей плазматроном и испускание лазерного луча на свариваемые части для сварки свариваемых частей, предварительно нагретых плазматроном. Способ изготовления металлической трубы включает непрерывную подачу полосы листового металла, обработку листового металла с получением изделия круглого сечения, так чтобы оба его конца были обращены друг к другу, и лазерную сварку с предварительным подогревом плазмотроном. Применение упомянутого выше способа сварки встык и способа изготовления металлической трубы значительно ускоряет скорость сварки и увеличивает производительность изготовления металлической трубы. 2 н. и 14 з.п. ф-лы, 9 ил.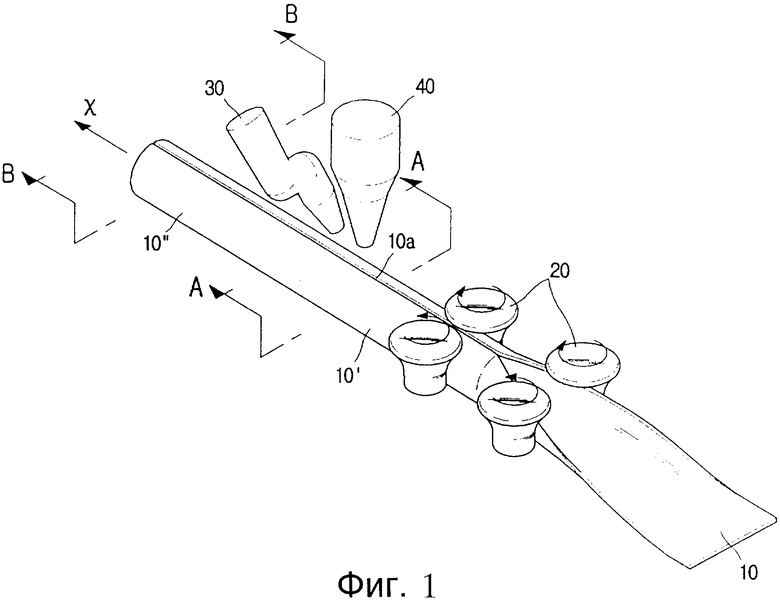
1. Способ непрерывной сварки встык при использовании плазмы и лазера, включающий (а) непрерывную подачу свариваемого изделия, свариваемые части которого обращены друг к другу и имеют толщину 0,1-0,2 мм, (b) предварительный нагрев свариваемых частей плазматроном и (с) испускание лазерного луча на свариваемые части для сварки свариваемых частей, предварительно нагретых плазматроном.
2. Способ по п.1, отличающийся тем, что ширина стыка обращенных друг к другу свариваемых частей составляет 0,2 мм или меньше.
3. Способ по п.1, отличающийся тем, что расстояние между центрами зон подвода тепла плазматроном и лазером находится в диапазоне от 0,5 до 2,5 мм.
4. Способ по п.1, отличающийся тем, что угол между направлением выхода плазмы из плазматрона и направлением испускания лазерного луча составляет 70° или меньше.
5. Способ по п.1, отличающийся тем, что угол между направлением выхода плазмы из плазматрона и направлением испускания лазерного луча находится в пределах диапазона ±20° к свариваемым частям на виде спереди на свариваемое изделие.
6. Способ по п.1, отличающийся тем, что свариваемое изделие выполнено из одного или из двух материалов, выбираемых из группы материалов, включающей нержавеющую сталь, никелевый сплав, медь, медный сплав, алюминий, алюминиевый сплав, титановый сплав, низкоуглеродистую сталь и низколегированную сталь.
7. Способ по п.1, отличающийся тем, что свариваемое изделие подается таким образом, что свариваемые части образуют участок с V-образной канавкой и обращены друг к другу.
8. Способ по п.7, отличающийся тем, что V-образная канавка имеет прилежащий угол, составляющий 40° или меньше.
9. Способ изготовления металлической трубы, включающий (а) непрерывную подачу полосы листового металла, (b) обработку листового металла с получением изделия круглого сечения так, чтобы оба его конца были обращены друг к другу, при этом свариваемые концы имеют толщину 0,1-0,2 мм, (с) предварительный нагрев плазматроном свариваемых частей, обработанных с получением изделия круглого сечения так, чтобы оба конца были обращены друг к другу, и (d) испускание лазерного луча на свариваемые части для сварки свариваемых частей, предварительно нагретых плазматроном.
10. Способ по п.9, отличающийся тем, что ширина стыка обращенных друг к другу свариваемых частей составляет 0,2 мм или меньше.
11. Способ по п.9, отличающийся тем, что расстояние между центрами зон подвода тепла плазматроном и лазерным лучом составляет от 0,5 до 2,5 мм.
12. Способ по п.9, отличающийся тем, что угол между направлением выхода плазмы из плазматрона и направлением испускания лазерного луча составляет 70° или меньше.
13. Способ по п.9, отличающийся тем, что угол между направлением выхода плазмы из плазматрона и направлением испускания лазерного луча находится в пределах диапазона ±20° к свариваемым частям при виде спереди на листовой металл.
14. Способ по п.9, отличающийся тем, что листовой металл выбирается из группы материалов, в состав которой входит нержавеющая сталь, никелевый сплав, медь, медный сплав, алюминий, алюминиевый сплав, титановый сплав, низкоуглеродистая сталь и низколегированная сталь.
15. Способ по п.9, отличающийся тем, что на этапе (b) обработки с получением изделия круглого сечения листовой металл обрабатывается так, чтобы свариваемые части образовывали участок V-образной канавки и были обращены друг к другу.
16. Способ по п.15, отличающийся тем, что V-образная канавка имеет прилежащий угол, составляющий 40° или меньше.
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| JP 10216972 A, 18.08.1998 | |||
| Способ изготовления сварных труб из ленты и установка для его осуществления | 1987 |
|
SU1718714A3 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ СВАРКИ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1994 |
|
RU2067040C1 |
| JP 58100982 A, 15.06.1983 | |||
| US 2001052511 A, 20.12.2001. | |||

