Изобретение относится к области сварочных материалов, в частности к компонентам, содержащим оксид алюминия, для покрытий сварочных электродов и керамических флюсов для электродуговой сварки конструкций из углеродистых и низколегированных сталей.
Введение оксида алюминия в покрытие сварочных электродов и соответственно после расплавления в шлак позволяет увеличить интервал затвердевания шлака при его охлаждении и вязкость в расплавленном состоянии, что благоприятно отражается на сварочно-технологических свойствах электродов.
В качестве компонентов, содержащих оксид алюминия в основных покрытиях электродов, а также в составах керамических флюсов обычно используют глинозем или корунд, иногда в малых количествах слюду-мусковит. При этом неизбежно возникают проблемы пористости в металле сварных швов. Использование глинозема в составе шихты сварочных плавленых флюсов, как правило, не приводит к появлению пористости в металле сварных швов. Следовательно, состояние оксида алюминия, в котором он вводится в покрытия сварочных электродов, может иметь существенное значение.
Известны кианитовая руда Хизоварского месторождения, кианитовый концентрат из этой руды (Кононов М.Е. Огнеупоры из минерального сырья Карело-Кольского региона. - Апатиты, ИХТРЭМС КНЦ РАН, 1994, стр. 86-89) и кианитовый концентрат после химического обогащения (Николаев А.И. и др. Сварочное производство, №5, 2000, стр. 36 - 40). Непосредственному испытанию в составе электродных покрытий были подвергнуты технологические пробы кианитовой руды (peг. №378) и кианитового концентрата (peг. №393), которые прошли глубокое химическое обогащение для удаления фосфора и серы, прокалку при 900° С в течение 4 часов для удаления остатков реагентов и углеродсодержащих минералов.
Химический состав кианитовой руды и кианитовых концентратов приведен в табл. 1.
Общим недостатком кианитовой руды и кианитового концентрата является высокое содержание примесей фосфора, серы и углерода (около 0,3% графита). Недостатком кианитового концентрата химического обогащения является его химическая активность по отношению к жидкому стеклу - связующему электродных покрытий. В результате взаимодействия с жидким стеклом активированных зерен кианита образуются гидратированные соединения алюминия, разложение которых при сварке приводит к появлению пористости в наплавляемом металле.
Известен “Плавленый флюс для наплавки”, содержащий оксид кремния 27,0-34,0%, оксид кальция 24,0-32,0%, фторид кальция 25,0-33,0%, оксид алюминия 27,0-34,0% при выполнении соотношения 0,9≤ Аl2О3/CaO≤ 1,4 и 0,9≤ CaF2/Аl2О3≤1,2 (патент №2115529, В 23 K 35/362, опубл. 1998.
Недостатками аналога является его повышенная склонность к гидратации при хранении, связанная с высоким содержанием в нем оксида и фторида кальция, что в конечном итоге способствует появлению пористости в металле сварных швов; недостаточно высокое содержание Аl2O3 требует увеличения доли “флюса” в покрытии, что приводит опять к увеличению доли оксида и фторида кальция и к упомянутым неблагоприятным последствиям.
Наиболее близким к предлагаемому изобретению по входящим в его состав компонентам является “Плавленый флюс”, содержащий кремнезем -21,0-30,0%, двуокись титана - 11,0-20,0%, окись кальция - 11,0-14,0%, глинозем - 22,0-25,0%, отношение суммы основных окислов к кислотным не более 0,4, а суммарное содержание окислов кремния и титана составляет не менее 27 вес.% (АС СССР №590121, В 23 К 35/362, опубл. 1978).
Недостатком прототипа является низкое содержание оксида алюминия, что не позволяет эффективно использовать его для ввода оксида алюминия в электродные покрытия.
При создании изобретения ставилась задача предотвращения пористости сварных швов (в наплавляемом металле) за счет снижения химической активности поверхности зерен оксида алюминия.
Это достигается тем, что в минеральном сплаве для покрытий сварочных электродов и керамических флюсов на основе оксида алюминия, оксида кремния, диоксида титана, оксида кальция и фторида кальция компоненты взяты в следующем соотношении, мас.%:
оксид алюминия 45,0-51,0
оксид кремния 13,0-17,0
диоксид титана 3,0-7,0
оксид кальция 10,0-16,0
фторид кальция 16,0-22,0.
Кроме этого, заявленное техническое решение имеет факультативный признак, а именно:
содержание оксида алюминия, оксида кремния, диоксида титана и оксида кальция в минеральном сплаве и шихте для его выплавки может быть при следующем соотношении:
Аl2O3/СаО=2,8-5,1; SiO2/CaO=0,8-1,7; TiO2/CaO=0,15-0,7.
Основными отличительными признаками предлагаемого минерального сплава являются его фазовые характеристики, определяемые соотношениями компонентов, которые приведены в табл. 2, а также:
- отношение CaO/SiO2+TiO2 в минеральном сплаве находится в пределах 0,42-1,0, тогда как в прототипе оно должно быть не более 0,4;
- суммарное содержание оксидов кремния и титана в минеральном сплаве составляет максимум 24,0%, тогда как в прототипе оно должно быть не менее 27,0%.
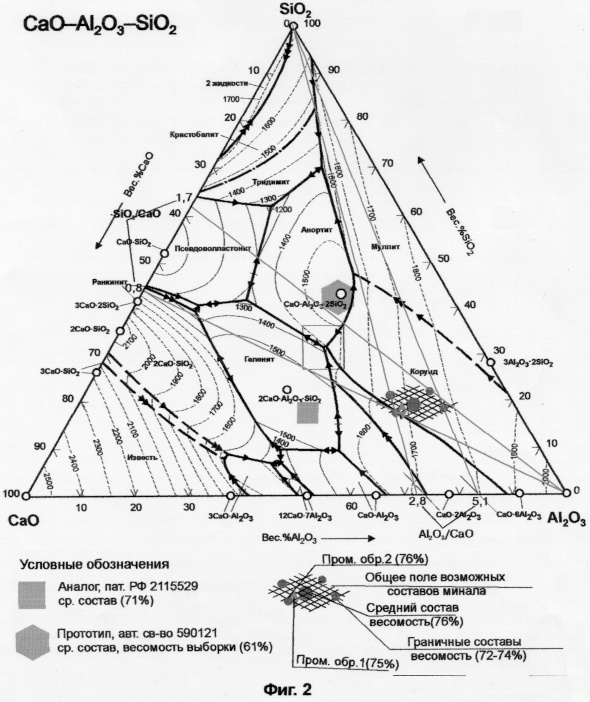
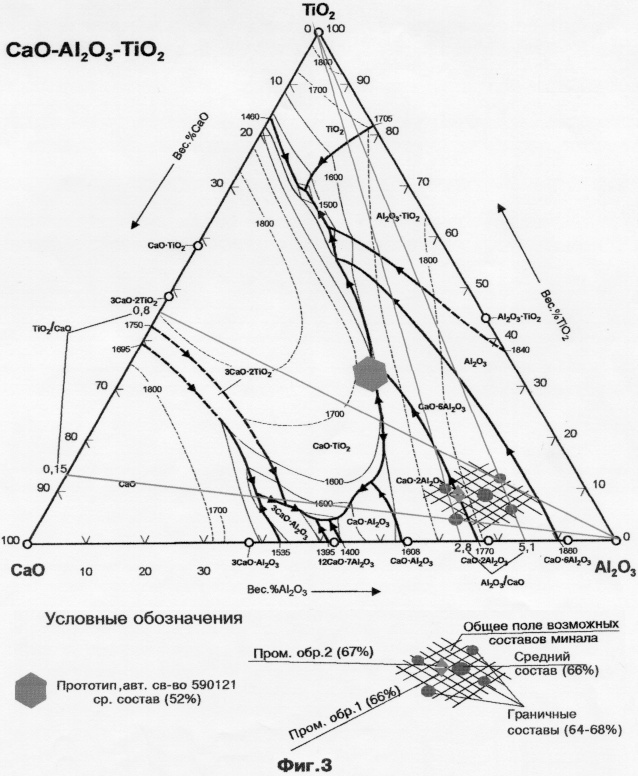
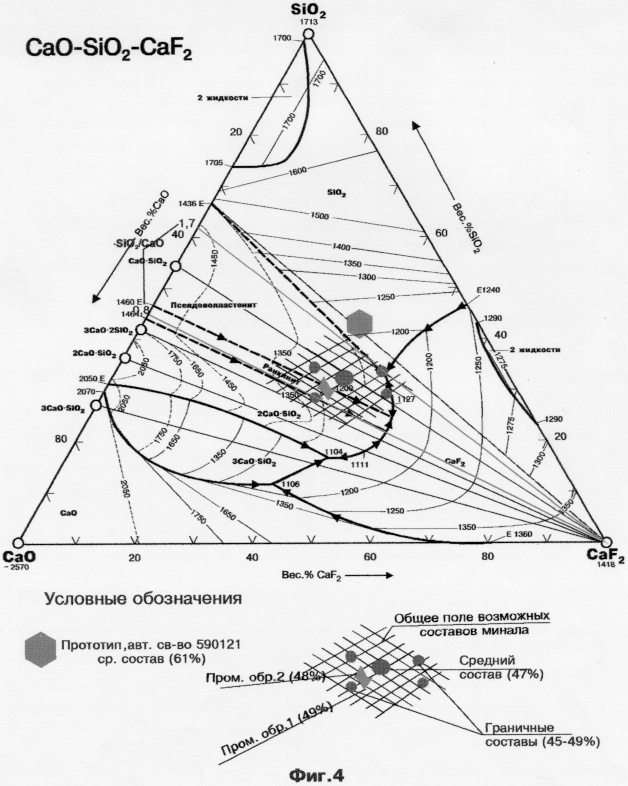
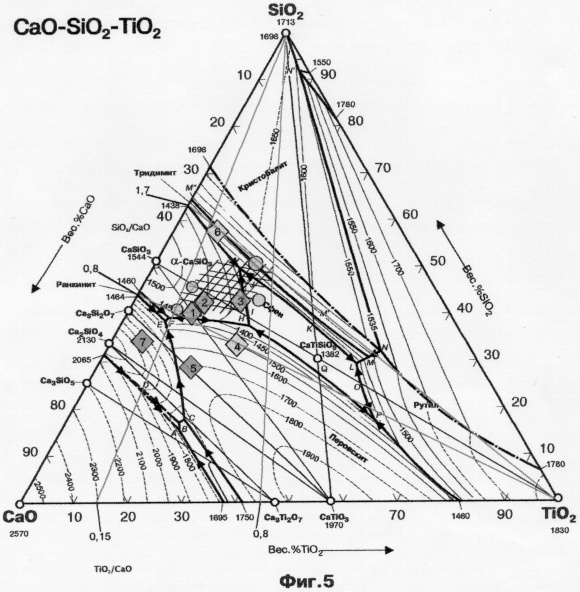
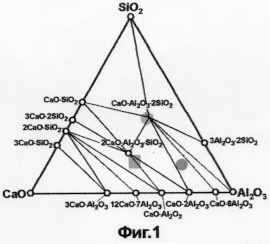
Предлагаемое изобретение иллюстрируется диаграммами фазовых равновесий, представленными на фиг.1-5.
На фиг.1, 2 показаны существенные различия в минералогических составах аналога (патент №2115529) - основное минеральное соединение - геленит (2СаО· Аl2O3·SiO2), прототипа - основное минеральное соединение - анортит (СаО· Аl2O3·2SiO2) и минерального - сплава основные минеральные соединения;
на фиг.3 - образование в минеральном сплаве алюминатов кальция;
на фиг.4 - расположение области составов минерального сплава в поле кристаллизации ранкинита и близкой к ней части поля кристаллизации псевдоволластонита;
на фиг.5 - расположение испытанных составов минерального сплава промышленных образцов 1, 2 и лабораторных образцов 3-7.
При разработке и перед применением минерального сплава в покрытиях сварочных электродов и керамических флюсах производились испытания различного его состава путем наплавки валиков автоматом под слоем минерального сплава, подготовленного к употреблению по назначению.
Оценка результатов производилась по внешнему виду наплавленного валика и шлаковой корочки, а также по легкости отделения шлаковой корочки с поверхности наплавленного валика. Оценка результатов испытаний приведена в табл. 3.
Промышленные образцы 1, 2 и лабораторный образец 3 показали хорошие сварочно-технологические свойства: ровное формирование наплавляемого валика, плотную и ровную шлаковую корочку, которая при охлаждении самостоятельно отделяется от поверхности наплавленного валика. Фигуративные точки этих образцов на диаграмме CaO-SiO2-ТiO2 (фиг.5) расположены в заявленном поле составов минерального сплава.
Сварочно-технологические свойства лабораторных образцов 4 и 6 были хуже: при снятии шлаковая корочка частично дробилась и оставалась в местах сопряжения валиков с основным металлом. Лабораторные образцы 5 и 7 показали неудовлетворительные результаты испытаний сварочно-технологических свойств, выразившиеся в неравномерном формировании наплавляемого валика и шлаковой корочки.
Промышленные образцы 1 и 2 использовали в рецептурах шихты для изготовления опытных сварочных электродов, керамических, в частности агломерированных флюсов, при сварке которыми пористость не наблюдалась как в металле, так и в шлаковой корочке.
Как видно из приведенных выше результатов испытаний данных образцов, предлагаемый минеральный сплав позволяет полностью исключить пористость в наплавляемых валиках и признаки ее возможного появления - поры в шлаковой корочке, а также обеспечить хорошее формирование наплавляемого валика при сварке в различных положениях (нижнем, горизонтальном, вертикальном: снизу вверх).
| название | год | авторы | номер документа |
|---|---|---|---|
| МИНЕРАЛЬНЫЙ СПЛАВ ДЛЯ ПОКРЫТИЙ СВАРОЧНЫХ ЭЛЕКТРОДОВ | 2012 |
|
RU2497646C1 |
| ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ЛЕНТОЧНЫМ ЭЛЕКТРОДОМ | 2013 |
|
RU2526623C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2003 |
|
RU2257987C1 |
| КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ | 2003 |
|
RU2240907C1 |
| Флюс для механизированной сварки и наплавки сталей | 2020 |
|
RU2749735C1 |
| КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ | 2012 |
|
RU2493945C1 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2021 |
|
RU2772822C1 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2021 |
|
RU2772824C1 |
| ПЛАВЛЕННЫЙ ФЛЮС ДЛЯ НАПЛАВКИ | 1996 |
|
RU2115529C1 |
| Флюс для электродуговой сварки и наплавки | 1989 |
|
SU1606297A1 |
Изобретение может быть использовано при изготовлении сварочных материалов для электродуговой сварки конструкций из углеродистых и низколегированных сталей. Минеральный сплав содержит компоненты в следующем соотношении, мас.%: оксид алюминия 45,0-51,0, оксид кремния 13,0-17,0, диоксид титана 3,0-7,0, оксид кальция 10,0-16,0, фторид кальция 16,0-22,0. Состав сплава позволяет предотвратить пористость в наплавленном металле за счет снижения химической активности поверхности зерен оксида алюминия. 1 з.п. ф-лы, 5 ил., 3 табл.
Оксид алюминия 45,0-51,0
Оксид кремния 13,0-17,0
Диоксид титана 3,0-7,0
Оксид кальция 10,0-16,0
Фторид кальция 16,0-22,0
Аl2O3/СаО=2,8-5,1;
SiO2/CaO=0,8-1,7;
ТiO2/СаО=0,15-0,7.
| Плавленный флюс | 1976 |
|
SU590121A1 |
| ПЛАВЛЕННЫЙ ФЛЮС ДЛЯ НАПЛАВКИ | 1996 |
|
RU2115529C1 |
| СВАРОЧНЫЙ ФЛЮС | 2001 |
|
RU2207237C2 |
| Сварочный плавленый флюс | 1990 |
|
SU1754377A1 |
| Флюс для сварки углеродистых и низколегированных сталей | 1990 |
|
SU1759229A3 |

