Область техники, к которой относится изобретение
Настоящее изобретение относится к оборудованию для непрерывной обработки продукта в форме ленты, такого как пленка, холст, ткань или другое тонкое изделие, состоящее или не состоящее из волокон. Конкретной областью использования изобретения является непрерывная обработка продуктов в форме ленты в печи с целью нанесения покрытия, проведения обработки поверхности или осуществления карбонизации. Изобретение применимо, в частности, но не исключительно, к непрерывной карбонизации изделий типа волоконных каркасов (основ), таких как ткани и холсты, изготовленные из волокон или нитей.
Уровень техники
Известны установки для производства тканей из углеродных волокон путем непрерывной карбонизации тканей, образованных волокнами из материала-предшественника углерода. Установка такого типа (которая является ближайшим аналогом установки по изобретению) описана в патенте РФ №2005829, кл. D 06 C 7/00, 15.01.1994. В этом же документе описан способ, который является ближайшим аналогом способа управления прямолинейностью нити в соответствии с изобретением.
Подлежащая карбонизации ткань, например, изготовленная из волокон целлюлозы, протягивается в непрерывном режиме через полость (рабочую камеру) печи, внутри которой происходит преобразование посредством пиролиза исходного материала для углерода (предшественника углерода), в результате которого из печи непрерывно выводится ткань, состоящая из углеродных волокон.
Пиролиз происходит в инертной атмосфере, создаваемой подачей соответствующего газа, например азота, в зоны, прилежащие к входу и выходу печи. Инертный газ вместе с газообразными продуктами пиролиза выводится через патрубки, предусмотренные в различных зонах печи.
Для того чтобы предотвратить утечку газообразных продуктов пиролиза в окружающее пространство через вход и выход печи, а также проникновение воздуха во внутреннее пространство печи, необходимо обеспечить герметичность указанного внутреннего пространства печи. Для этой цели используются герметизирующие затворы, построенные, например, с применением статических средств герметизации, расположенных на входе и/или на выходе герметизируемой полости и содержащие гибкие надувные элементы, в частности, в форме резиновых трубок, установленных с противоположных сторон изделия (см. патент Великобритании №1479886, кл. D 06 C 7/00, 13.07.1977). Однако известные затворы такого типа не обеспечивают высокую степень герметизации полости, требуемую при осуществлении непрерывной карбонизации изделий типа волоконных каркасов. Имеющаяся в таком случае утечка газообразных продуктов через вход и выход печи усложняет задачу улавливания этих продуктов и приводит к загрязнению ткани за счет конденсации или осаждения на ней смол, увлекаемых газообразными продуктами. Воздух, проникающий в печь, способен окислить формируемую ткань и также может способствовать нежелательной конденсации продуктов пиролиза в связи с создаваемым эффектом охлаждения.
Высокая степень герметизации может быть достигнута с использованием давления, создаваемого с помощью валика или ролика. Однако в этом случае будет иметь место значительное трение, которое будет создавать натяжение ткани. Это важно, поскольку в результате карбонизации ткань может иметь значительную усадку. Эта усадка является, по существу, свободной в направлении нитей утка; вместе с тем, натяжение в результате трения, создаваемого, например, при использовании ролика, препятствует свободной усадке в направлении основы. Как следствие, в получаемой ткани будет иметь место избыточная усадка по утку.
Высокая степень герметизации может быть достигнута также применением динамического уплотнения, создаваемого потоком нейтрального газа, такого как азот. Данный принцип герметизации использован в герметизирующем затворе полости в установке для непрерывной обработки изделия в форме ленты, описанной в патенте США №4681536, кл. F 27 B 9/28, 21.07.1987. Данный затвор, который является ближайшим аналогом герметизирующего затвора по настоящему изобретению, содержит продольный канал, выполненный открытым на одном (первом) конце затвора, предназначенном для сопряжения с входом или выходом указанной полости, и на втором конце затвора, противолежащем первому, а также статические средства герметизации в форме эластичного покрытия, обеспечивающие герметизацию при контакте с изделием бесконечной длины, движущимся по каналу. Кроме того, затвор содержит динамические средства герметизации, включающие средства подачи газа под давлением, по меньшей мере, в одну камеру в форме центрального полого пространства, сформированную в канале. В известном затворе указанное полое пространство расположено между двумя частями указанного эластичного покрытия, так что отвод газа, подаваемого в это пространство, осуществляется в полость печи через зазор между движущимся изделием и той частью эластичного покрытия, которая расположена между полым пространством и входным (выходным) отверстием печи.
Однако применительно к непрерывной карбонизации ткани поступление в печь значительных объемов нейтрального газа от динамических средств герметизации может привести к аэродинамическим возмущениям внутри печи и, кроме того, к охлаждению продуктов пиролиза с нежелательными последствиями, описанными выше. Кроме того, подобное решение неприменимо к случаю, когда внутри печи должны выдерживаться заданные параметры по давлению.
Сущность изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в устранении отмеченных недостатков. В более широком смысле изобретение направлено на создание герметизирующего затвора для полости (т.е. рабочей камеры) в установке для непрерывной обработки изделия в форме ленты, который обеспечивает высокую степень герметичности,
- не создавая аэродинамических возмущений внутри полости;
- обеспечивая поддержание внутри полости требуемого давления и
- не создавая в изделии в форме ленты натяжения, способного неблагоприятно повлиять на его параметры движения и на его вид.
В соответствии с изобретением поставленная задача решена созданием герметизирующего затвора, содержащего
- продольный канал, выполненный открытым на одном конце затвора, предназначенном для сопряжения с входом или выходом указанной полости, и на втором конце затвора, противолежащем первому,
- статические средства герметизации, обеспечивающие герметизацию при контакте с изделием бесконечной длины, движущимся по каналу, и динамические средства герметизации, включающие средства подачи газа под давлением, по меньшей мере, в одну камеру подачи газа, сформированную в канале.
При этом затвор по изобретению характеризуется тем, что содержит опорную поверхность, которая расположена внутри продольного канала и по которой изделие в форме ленты может проходить между двумя концами затвора, а статические средства герметизации содержат, по меньшей мере, один гибкий надувной элемент, расположенный над опорной поверхностью поперек канала. Динамические средства герметизации, входящие в состав затвора, расположены в канале между указанным вторым концом полости и статическими средствами герметизации, а затвор выполнен с возможностью отвода газа, подаваемого под давлением в камеру подачи газа, через, по меньшей мере, одну камеру отвода газа, расположенную в канале между гибким надувным элементом статических средств герметизации и вторым концом канала. Альтернативно, затвор может быть выполнен с возможностью отвода указанного газа через второй конец канала.
Сочетание статических и динамических средств уплотнения делают возможным применить статические средства уплотнения, создающие минимальное трение при взаимодействии с движущимся изделием в форме ленты. Далее, гибкий надувной элемент, предпочтительно связанный с каналом подачи газа, надувается этим газом до давления, превышающего атмосферное не более чем на 500 Па. Кроме того, данный элемент предпочтительно выполнен из материала, по которому тонкие изделия могут скользить с минимальным трением, например из ткани, пропитанной силиконом.
Таким образом, при использовании герметизирующего затвора по изобретению оказывается возможным ограничить натяжение в изделии, движущемся через полость. В том случае, когда изделие в форме ленты является тканью, подвергаемой карбонизации внутри полости, разница между, по существу, свободной усадкой по утку (выражаемой в процентах) и усадкой по основе (также выражаемой в процентах) может быть ограничена значением, не превышающим 5%.
Динамические средства герметизации затвора по изобретению предпочтительно содержат средства подачи газа под давлением в камеру подачи газа, ограниченную гибким надувным элементом и стенкой, ориентированной в поперечном направлении относительно канала. В предпочтительном варианте указанные динамические средства содержат множество смежных камер, разделенных стенками, расположенными в канале и ориентированными в поперечном направлении, причем каждая камера снабжена отверстием для подачи или отвода газа. В данной конфигурации затвор содержит, по меньшей мере, одну камеру отвода газа, расположенную между двумя камерами подачи газа.
Предпочтительно также, чтобы одна стенка или каждая из стенок, ограничивающих указанные камеры, была снабжена на своем конце, смежном с траекторией движения изделия (ткани) в канале, гибким щитком, например, выполненным из ткани, пропитанной силиконом. Подобный щиток не обеспечивает функции статического уплотнения в том смысле, что он не создает существенной нагрузки на изделие в форме ленты, движущейся по каналу.
Между гибким надувным элементом и первым концом затвора может быть установлен, по меньшей мере, один тепловой экран. В предпочтительном варианте выполнения герметизирующий затвор содержит основание, образующее опорную поверхность, и кожух, выполненный с возможностью поворота относительно основания. Основание и кожух формируют указанный канал.
В соответствии с одним из вариантов осуществления изобретения гибкий надувной элемент выполнен состоящим из множества смежных сегментов, взаимно смещенных в канале в поперечном направлении, причем каждый сегмент снабжен средством индивидуального надувания данного сегмента с обеспечением возможности независимого регулирования давления в каждом сегменте указанного элемента. Благодаря такому выполнению оказывается возможным прилагать к изделию в форме ленты усилие, изменяющееся в направлении поперек ленты.
Настоящее изобретение охватывает также способ управления прямолинейностью нити в ткани из углеродных волокон на выходе печи в установке для непрерывной карбонизации, снабженной установленным на входе печи герметизирующим затвором. Способ характеризуется, в первую очередь, тем, что данный затвор выполнен в соответствии с любым из описанных выше вариантов герметизирующего затвора. Кроме того, согласно способу по изобретению значения давления надувания сегментов гибкого надувного элемента регулируют селективно в зависимости от децентровки ткани на выходе печи.
В том случае, когда изделие в форме ленты представляет собой ткань, подвергающуюся карбонизации, обеспечивается возможность эффективно контролировать посредством способа по изобретению прямолинейность нити, компенсируя децентровку ткани после карбонизации, т.е. ее деформацию, обусловленную искривлением волокон утка.
Изобретение охватывает также установку для непрерывной карбонизации волокнистого полуфабриката в форме ленты, содержащую печь, снабженную, по меньшей мере, одним герметизирующим затвором, который установлен на входе печи и выполнен в соответствии с любым из описанных вариантов герметизирующего затвора по настоящему изобретению.
Краткое описание чертежей
Изобретение станет более понятным при изучении нижеследующего описания, приводимого в качестве неограничивающего примера и содержащего ссылки на следующие прилагаемые чертежи.
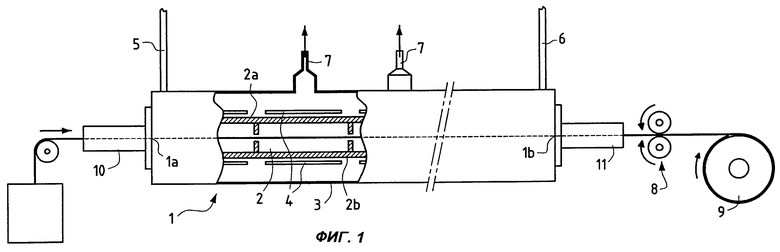
Фиг.1 - это весьма схематичное изображение части установки для непрерывной карбонизации ткани.
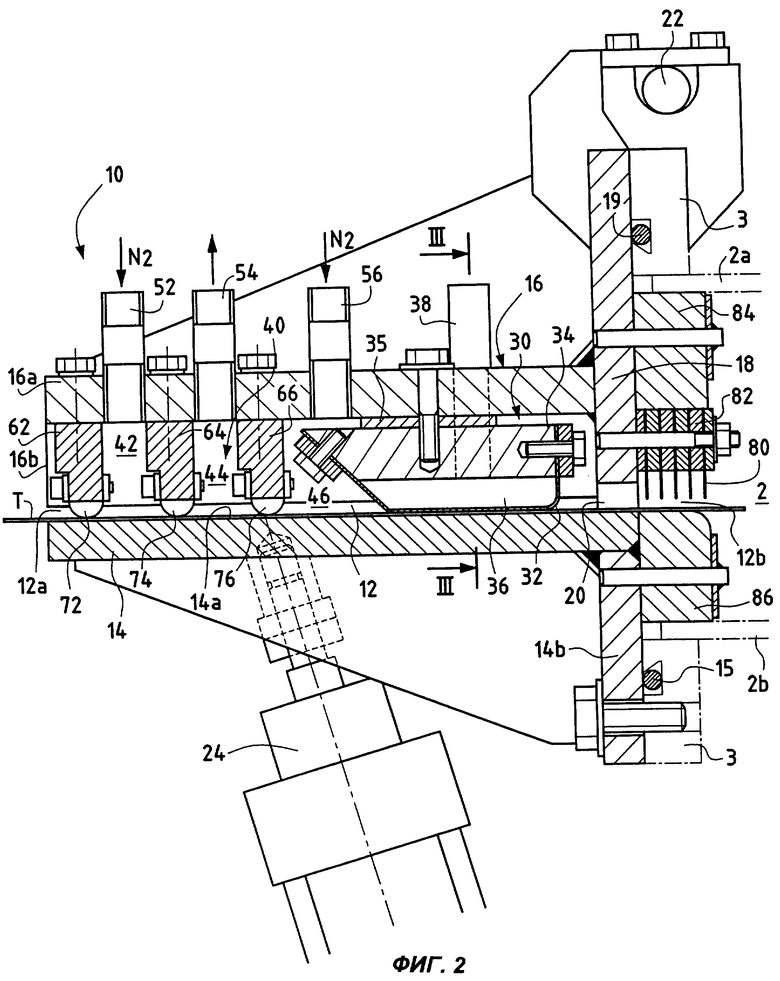
Фиг.2 - это продольное сечение одного из вариантов выполнения в соответствии с изобретением герметизирующего затвора печи в установке по фиг.1.
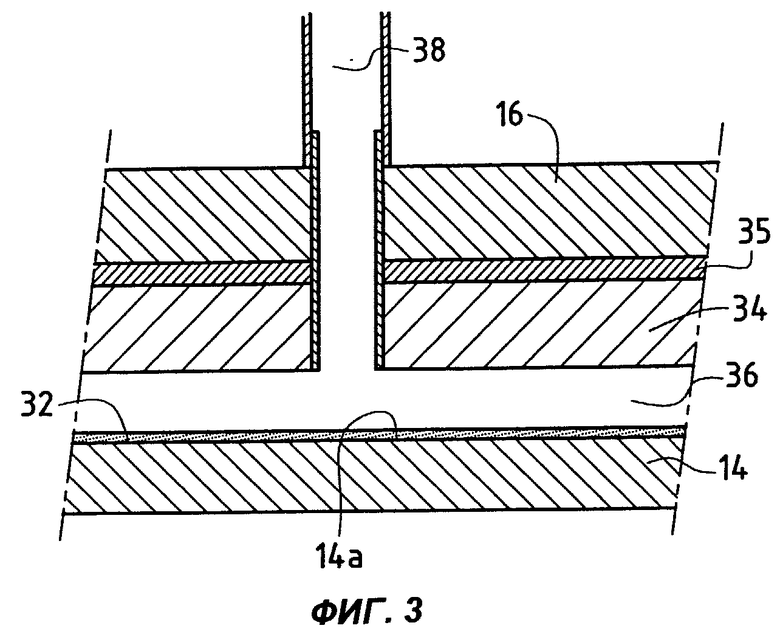
Фиг.3 представляет собой частичный вид затвора в сечении плоскостью III-III на фиг.2.
Фиг.4 представляет собой частичный вид ткани, имеющей децентровку.
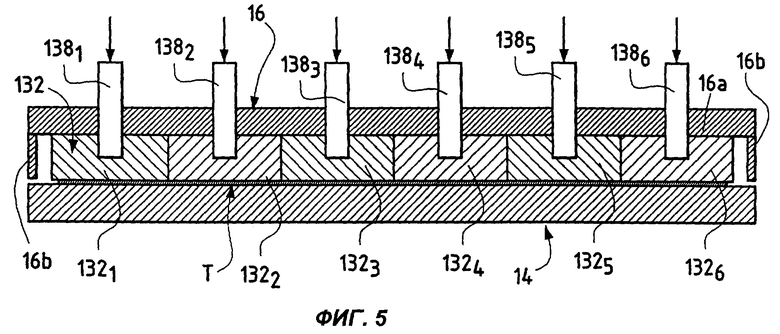
На фиг.5 дано очень схематичное изображение в поперечном сечении одного из вариантов выполнения гибкого надувного элемента в затворе по настоящему изобретению.
Сведения, подтверждающие возможность осуществления изобретения
Далее будет описан вариант осуществления изобретения применительно к его использованию при непрерывной карбонизации ткани. Как уже было указано, в общем случае изобретение применимо к любому изделию в форме ленты, которое обрабатывается в непрерывном режиме внутри полости (рабочей камеры). Под изделием в форме ленты в контексте данного описания понимаются пленки, тонкие волоконные или неволоконные каркасы, основы или подложки. В число волоконных основ, помимо соответствующих тканей, входят также волоконные холсты, ориентированные в одном или в различных направлениях. В более общем случае изобретение применимо к изделиям в форме ленты, которые должны подвергаться внутри полости (рабочей камеры) различным вариантам обработки, например нанесению покрытий, обработке поверхности, физическому или химическому преобразованию, особенно в случаях, когда желательно избежать создания существенного натяжения изделий в форме ленты и возмущений в отношении аэродинамических условий и давления внутри указанной полости.
В установке, схематично изображенной на фиг.1, ткань Т подвергается карбонизации в процессе ее протягивания через печь 1. Ткань Т, которая была подвергнута предварительной обработке, подается из контейнера, в который она была помещена для хранения, например, намотанной на бобину.
Ткань Т состоит из волокнистого материала-предшественника углерода, например из целлюлозных волокон. Ее предварительная обработка может состоять из пропитки кремнийорганическим составом, позволяющим сохранить хорошие механические свойства после карбонизации ткани. Подобная предварительная обработка описана в патенте РФ №2047674.
Печь 1 содержит камеру 2 пиролиза, стенки которой выполнены, например, из графита, уложенного внутри наружного корпуса 3. Камера 2 имеет в поперечном сечении форму плоского прямоугольника с образованием канала для прохода ткани от входа 1а печи до ее выхода 1b. Резисторы-нагреватели 4 установлены на внешней стороне верхней и нижней стенок 2а, 2b камеры 2 пиролиза внутри наружного корпуса 3. Множество групп резисторов-нагревателей может быть распределено по длине камеры 2 для того, чтобы сформировать внутри камеры последовательные зоны, которые могут иметь различную температуру.
Патрубки 5, 6, позволяющие подавать внутрь камеры 2 пиролиза нейтральный газ, такой как азот, расположены вблизи входного 1а и выходного 1b концов печи 1. Нейтральный газ, а также газообразные продукты пиролиза выводятся из камеры пиролиза через патрубки 7, распределенные по длине печи 1.
Транспортирование ткани по длине печи обеспечивается посредством устройства 8 протяжки, установленного на выходе печи, причем ткань из углеродных волокон накапливается, например, путем намотки на бобину 9. Карбонизация ткани приводит к ее значительной усадке, которая в случае карбонизации в свободном состоянии без натяжения может составлять около 30% от размеров исходной ткани из целлюлозного материала-предшественника углерода. В связи с этим между значениями скорости ткани на входе и выходе печи имеется существенная разница.
Для того чтобы избежать проникновения в печь наружного воздуха и утечки продуктов пиролиза из печи, на ее входе и выходе установлены герметизирующие затворы 10, 11, через которые проходит лента.
Печь для непрерывной карбонизации ткани, кратко описанная выше, известна, в частности, из патента РФ №2005829.
Далее будет подробно со ссылками на фиг.2 и 3 описан вариант затвора 10, выполненного в соответствии с настоящим изобретением и установленного на входе печи 1.
Затвор 10 формирует продольный канал 12 для ткани Т между своим входным (по направлению движения ленты) концом 12а и своим выходным концом 12b. На своем выходном конце канал 12 состыкован с входом камеры 2 пиролиза печи 1.
В рассматриваемом примере выполнения затвор 10 образован основанием 14, которое формирует горизонтальную опорную поверхность 14а для ленты, движущейся по каналу 12, и кожухом 16, имеющим верхнюю стенку 16а и боковые стенки 16b, формирующие канал 12. Со стороны выходного конца затвора кожух имеет заднюю стенку 18, которая вместе с основанием 14 формирует выходную щель 20, через которую лента выводится из затвора. Задняя стенка 18 выполнена выступающей за пределы кожуха 16 и соединена посредством горизонтальной оси 22 с корпусом 3. Предусмотрено также уплотнение 19, которое при закрывании кожуха 16 зажимается между стенкой 18 и корпусом 3. Основание 14 имеет на своем заднем конце выступ 14b, который соединен с корпусом 3 с использованием уплотнения 15. Герметизирующий затвор 10 включает в себя статические средства 30 герметизации и динамические средства 40 герметизации.
Статические средства 30 герметизации содержат гибкий надувной элемент 32, который установлен поперек канала 12 вблизи его заднего конца 12b. Элемент 32 выполнен из ленты гибкого материала, прикрепленной вдоль своих боковых сторон к плите 34 и ограничивающей совместно с ним объем 36. Плита 34, в свою очередь, прикреплена к кожуху 16 с использованием уплотнительной прокладки 35. Гибкий элемент 32 может быть предварительно надут или снабжен каналом 38 подачи под давлением газа, например азота, для того, чтобы надувать элемент 32.
Давление со стороны гибкого элемента 32 на ленту Т, движущуюся по поверхности основания 14, как и трение между указанным элементом и лентой, должны быть ограниченными, чтобы не создавать усилия, приводящие к натяжению ткани. Подобные усилия могли бы привести с учетом существенной усадки ленты в процессе ее карбонизации к ее деформации или к избыточной усадке по утку в получаемой ткани из углеродных волокон.
В связи с этим давление в элементе 32, т.е. в объеме 36, должно превышать атмосферное давление менее чем на 500 Па. Предпочтительно это превышение должно находиться в интервале 0-50 Па. Когда кожух закрывается, гибкий элемент 32 расплющивается по поверхности ткани Т (см. фиг.2 и 3). Материал, из которого выполнен элемент 32, выбирается из условия минимизации трения с тканью. Данный материал может, например, представлять собой ткань, пропитанную силиконом. Могут быть применены и другие материалы, такие как ткань с пропиткой политетрафторэтиленом или эластомерная, например силиконовая мембрана.
Динамические средства 40 герметизации в рассматриваемом примере выполнения включают в себя камеры 42, 44, 46, расположенные в канале 12, между его входным концом 12а и надувным элементом 32. В камеры 42 и 46 по соответствующим трубопроводам 52, 56, проходящим сквозь кожух 16 и открывающимся в канал 12, подается под давлением нейтральный газ, например азот. Нейтральный газ выводится из камеры 44 отвода газа, расположенной между камерами 42 и 46, по отводящему трубопроводу 54, проходящему через кожух 16 и открывающемуся в канал 12.
Указанные камеры ограничены металлическими стенками 62, 64, 66, которые ориентированы в поперечном направлении относительно канала 12. Стенка 62 расположена вблизи входного конца 12а канала 12 и вместе со стенкой 64 ограничивает объем камеры 42 подачи газа. Камера 44 отвода газа ограничена стенками 64 и 66, а камера 46 подачи газа ограничена стенкой 46 и гибким надувным элементом 32.
Стенки 62, 64 и 66 закреплены на кожухе 16, причем их верхние кромки плотно прилегают к поверхности кожуха. Нижние края стенок 62, 64, 66 снабжены щитками 72, 74, 76, которые касаются поверхности ткани Т. Щитки 72, 74, 76 выполнены из такого же или аналогичного материала, что и гибкий элемент 32, например из ткани, пропитанной силиконом. Следует отметить, что щитки 72, 74, 76 не создают давления на ткань Т и, следовательно, не вызывают ее натяжения.
Камеры 42, 44, 46 обеспечивают эффективное препятствие для поступления наружного воздуха. Нейтральный газ, подаваемый под давлением в камеру 46, смежную с гибким надувным элементом 32, поступает в камеру 44 отвода газа. Если небольшая часть этого нейтрального газа проникнет через статическое уплотнение в виде элемента 32, она будет не в состоянии оказать мешающее влияние на движение газа в камере пиролиза и, по существу, будет просто дополнять поток газа, подаваемый через патрубок 5. Предпочтительно, чтобы расход нейтрального газа, подаваемого в камеры 42 и 46, составлял менее 10% от суммарного расхода газа, поступающего внутрь печи под давлением по патрубкам 5 и 6.
Хотя выше был описан вариант выполнения динамических средств герметизации с использованием камеры отвода нейтрального газа, расположенной между двумя камерами подачи этого газа, возможны и другие варианты расположения камер. Например, могут быть добавлены одна или несколько пар камер подачи/отвода газа. Альтернативно можно ограничиться единственной камерой 46 подачи с выводом нейтрального газа через вход 12а канала 12.
Желательно, чтобы гибкий надувной элемент 32 был защищен от тепла, выделяемого камерой 2 пиролиза и поступающего на вход печи 1. Для этого предусмотрены один или множество тепловых экранов 80, ориентированных в поперечном направлении относительно канала 12 и расположенных в его конце. Экраны 80 могут, например, представлять собой листы графита, прикрепленные с наружной стороны к задней стенке 18 кожуха и разделенные изолирующими прокладками 82, например керамическими.
На своем заднем конце герметизирующий затвор 10 сопряжен с входным концом камеры 2 пиролиза посредством поперечно ориентированных пластин 84, 86, выполненных из теплоизолирующего материала, например из керамики или тугоплавкого металла. Эти пластины закреплены на наружных сторонах стенки 18 и выступа 14b и расположены между верхней и нижней стенками 2а, 2b камеры 2 пиролиза.
В рассматриваемом примере осуществления герметизирующий затвор 10 выполнен в виде основания и откидывающегося кожуха. Кожух может перемещаться с помощью домкратов 24. Такое решение позволяет обеспечить легкий доступ к каналу 12 в начале цикла карбонизации для ввода в него конца ленты Т. Разумеется, возможны и другие варианты выполнения затвора, например с привинчиваемой крышкой.
Выше был описан герметизирующий затвор 10, установленный на входе печи. Герметизирующий затвор 11, расположенный на ее выходе, может быть выполнен аналогичным образом, т.е. симметричным по отношению к затвору 10 относительно середины траектории ткани Т внутри печи. В этом случае в затворе 11 надувной элемент статических средств герметизации будет расположен вблизи выхода печи, т.е. у входного конца затвора 11, который стыкуется с выходом печи, тогда как динамические средства герметизации будут расположены ближе к выходному концу затвора.
Приложение давления к ткани в пределах затвора 11 не столь критично, как в пределах затвора 10, поскольку ткань, выходящая из печи, уже претерпела усадку. В связи с этим возможен вариант выполнения, в котором гибкий элемент в затворе 11 выполнен в виде классического ролика или щитка, тогда как динамические средства герметизации могут отсутствовать.
Установка непрерывной карбонизации с герметизирующими затворами на входе и выходе печи, выполненными по типу изображенных на фиг.2 и 3, была применена для карбонизации ткани типа искусственного шелка. Давление в гибком элементе, входящем в статические средства герметизации, было установлено на 10 Па выше, чем атмосферное давление. Малое значение создаваемого натяжения ткани привело к тому, что усадка в направлении основы составила 27%, тогда как усадка в направлении утка, которая, по существу, соответствует максимальной потенциальной усадке ткани в отсутствии давления, составила 30%.
Далее, со ссылками на фиг.4 и 5 будет описан еще один вариант выполнения герметизирующего затвора 10 на входе печи карбонизации.
Фиг.4 иллюстрирует тип деформации ткани Т' из углеродных волокон, которая может иметь место в результате неоднородности температуры в поперечном направлении печи, т.е. по ее ширине, в результате неоднородности усадки ткани при карбонизации или как следствие дефекта при соединении кусков ткани. Подобная деформация, представляющая нарушение центровки, приводит к деформации волокон утка.
Коррекция данной деформации, проводимая с целью восстановления прямолинейности волокон ткани, может быть осуществлена путем создания на входе печи неравномерного торможения для различных частей волокон основы (не показанных на фиг.4). Части основы, испытывающие большее торможение, будут иметь меньшую усадку, что может компенсировать деформацию волокон утка.
Дифференцированное воздействие на различные части основы ткани может быть осуществлено с использованием герметизирующего затвора, который отличается от затвора по фиг.2 и 3 тем, что статические средства герметизации выполнены в виде гибкого надувного элемента 132 (фиг.5), разделенного на множество смежных сегментов 1321, 1322,..., 1326, взаимно смещенных в канале в поперечном направлении. Газ для надувания гибкого элемента подается в каждый его сегмент по отдельному каналу 1381, 1382,..., 1386 соответственно, причем каждый такой канал проходит сквозь кожух 16. За счет селективного управления давлением в сегментах гибкого элемента обеспечивается возможность регулирования давления, прикладываемого к различным частям основы ткани Т, движущейся по основанию 14. Настройка давления производится по наблюдаемой децентровке ткани на выходе из печи.
По сравнению с хорошо известными системами, использующими наборы роликов, устанавливаемых под углом и имеющих различную кривизну, с настройкой их положения и угла разворота, подобное средство управления прямолинейностью нитей ткани из углеродных волокон имеет значительные преимущества, обусловленные простотой и малогабаритностью применяемых средств.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМЕТИЗИРУЮЩИЙ ЗАТВОР К ПРОХОДНОЙ ПЕЧИ ДЛЯ НЕПРЕРЫВНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ХИМИЧЕСКОГО ВОЛОКНА ПРИ ИЗГОТОВЛЕНИИ УГЛЕРОДНОГО ВОЛОКНИСТОГО МАТЕРИАЛА | 2016 |
|
RU2636541C1 |
| УСТАНОВКА КАРБОНИЗАЦИИ ВОЛОКНИСТЫХ ВИСКОЗНЫХ МАТЕРИАЛОВ ДЛЯ ПОЛУЧЕНИЯ КОМБИНИРОВАННЫХ УГЛЕРОДНЫХ НИТЕЙ | 2012 |
|
RU2506356C1 |
| ГЕРМЕТИЗИРУЮЩИЙ ЗАТВОР К ПЕЧИ ДЛЯ НЕПРЕРЫВНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВОЛОКНИСТОГО УГЛЕРОДНОГО МАТЕРИАЛА | 2017 |
|
RU2636776C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТКАНИ ИЗ УГЛЕРОДНЫХ ВОЛОКОН ПУТЕМ НЕПРЕРЫВНОЙ КАРБОНИЗАЦИИ ТКАНИ ИЗ ЦЕЛЛЮЛОЗНЫХ ВОЛОКОН | 2000 |
|
RU2257429C2 |
| ПЕЧЬ КАРБОНИЗАЦИИ ДЛЯ ПОЛУЧЕНИЯ УГЛЕРОДНЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1991 |
|
RU2046846C1 |
| СПОСОБ КАРБОНИЗАЦИИ ВИСКОЗНЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ В ПРОЦЕССЕ ПОЛУЧЕНИЯ УГЛЕРОДНЫХ ВОЛОКОН | 2012 |
|
RU2520982C1 |
| ЛАБОРАТОРНАЯ ЛИНИЯ ПОЛУЧЕНИЯ И ИССЛЕДОВАНИЯ УГЛЕРОДНЫХ ВОЛОКОН | 2016 |
|
RU2639910C1 |
| КАМЕРА ДЛЯ НЕПРЕРЫВНОЙ ТЕМПЕРАТУРНОЙ ОБРАБОТКИ ДЛИННОМЕРНОГО ВОЛОКНИСТОГО МАТЕРИАЛА | 2009 |
|
RU2423561C1 |
| ГИБКИЙ НАДУВНОЙ УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ) | 1992 |
|
RU2129747C1 |
| Способ получения изделий сложной формы на основе углеродных синтактных пеноматериалов и установка для осуществления способа | 2017 |
|
RU2665775C1 |

Изобретение касается герметизирующего затвора, который предназначен преимущественно для печи, используемой в производстве ткани из углеродных волокон путем непрерывной карбонизации ткани, образованной материалом, являющимся исходным для углерода. Герметизированный затвор содержит продольный канал, открытый на первом конце затвора, соединенном со входом или выходом камеры обработки, а также на его втором конце, противоположном первому. Затвор имеет также опорную поверхность, которая расположена внутри продольного канала и по которой продукт бесконечной длины может проходить между концами затвора, и статические средства герметизации, обеспечивающие герметизацию при контакте с продуктом бесконечной длины, движущимся по каналу вдоль опорной поверхности. Статические средства герметизации содержат, по меньшей мере, один гибкий надувной элемент, расположенный над опорной поверхностью поперек канала. Предусмотрены динамические средства герметизации, расположенные в канале между вторым концом полости и статическими средствами герметизации и включающие средства подачи газа под давлением, по меньшей мере, в одну камеру, сформированную в канале. Затвор обеспечивает высокую степень герметичности, не создавая аэродинамических возмущений внутри полости, обеспечивая поддержание внутри полости требуемого давления с предотвращением возникновения в изделии неблагоприятного натяжения.3 н. и 10 з.п.ф-лы, 5 ил.
| Способ определения активной и реактивной мощности и устройство для его осуществления | 1987 |
|
SU1479886A1 |
| US 4681536 A, 21.07.1987 | |||
| Станок для сверления, фрезерования и разрезания полосы | 1947 |
|
SU75438A1 |
| АГРЕГАТ ТЕПЛОВОЙ ОБРАБОТКИ ВОЛОКНИСТОГО МАТЕРИАЛА | 1992 |
|
RU2005829C1 |

