Изобретение относится к способу изготовления ценных бумаг и к металлографской печатной форме для изготовления ценных бумаг.
Известен способ изготовления ценных бумаг, заключающийся в воздействии металлографской печатной формой на носитель, переносе красочного слоя и последующем образовании скрытого изображения для защиты бумаги от подделки.
Здесь же описана и металлографская печатная форма для изготовления ценных бумаг, на рабочей поверхности которой выполнены углубления для обеспечения возможности образования на носителе скрытого красочного изображения для защиты бумаги от подделки (патент US №4033059, 05.07.1977).
Недостатком известных технических решений является низкая защищенность ценной бумаги от подделки.
Техническим результатом изобретения является повышение надежности защиты ценной бумаги от подделки.
В способе достигается это тем, что в нем изображение выполняют в виде совокупности выступов красочного слоя и впадин между ними, ширина выступов красочного слоя составляет более 0,5 мм, а красочный слой выступов выполняют с непрерывно изменяющейся оптической плотностью для обеспечения возможности плавного или ступенчатого перехода от насыщенного красочного слоя к полутонам.
В способе непрерывно изменяющуюся оптическую плотность красочного слоя выполняют в пределах ширины и/или длины выступов.
В способе на выступах выполняют дополнительное изображение.
По одному варианту металлографской печатной формы углубления образованы в поперечном сечении в виде двух расположенных под углом одна относительно другой плоскостей, ширина одной из которой больше другой более чем в 2 раза.
На большей по ширине плоскости выполнен микрорельеф.
На обеих плоскостях выполнен микрорельеф,
Высота углубления составляет от 20 до 150 мкм.
На большей по ширине плоскости образован рисунок с глубиной гравирования от 10 до 40 мкм.
Ширина углубления составляет более 1,0 мм.
В другом варианте выполнения металлографской печатной формы достигается это тем, что углубления образованы в поперечном сечении в виде расположенных под различными углами нескольких плоскостей, одни из которых расположены по ширине углубления с образованием ступеней.
Число ступеней составляет от двух до пяти.
По меньшей мере, на одной из плоскостей ступени по ее длине и/или ширине выполнена, по меньшей мере, одна впадина.
Высота углубления составляет от 20 до 150 мкм.
Отношение высоты углубления к высоте ступеней составляет от 0,2 до 0,8.
На плоскостях ступеней образован рисунок с глубиной гравирования от 10 до 40 мкм.
Ширина углубления составляет более 1,0 мм.
Согласно предложенному способу изготавливается ценная бумага.
Сущность изобретения поясняется чертежами, где на:
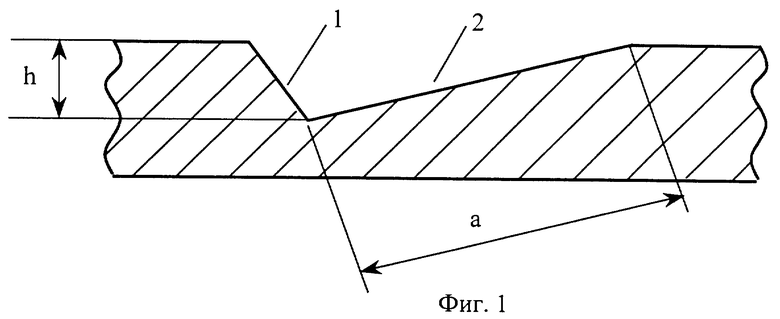
Фиг.1 изображено углубление на металлографской печатной форме в виде двух плоскостей,
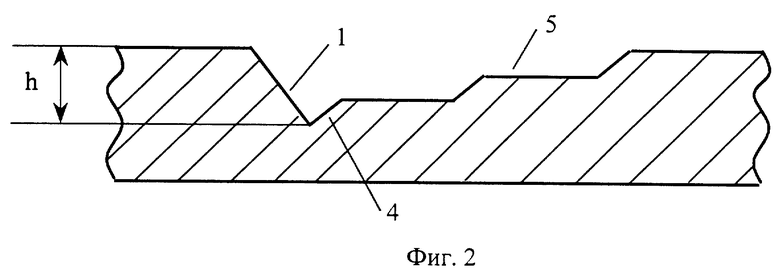
Фиг.2 изображено углубление на металлографской печатной форме в виде ступеней,
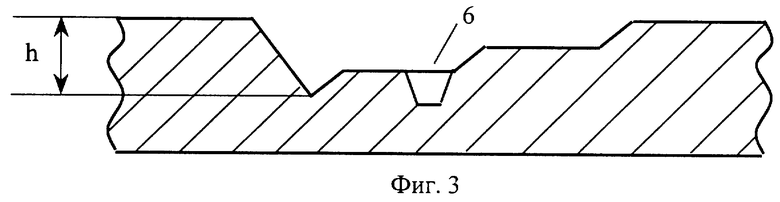
Фиг.3 - то же фиг.2 с впадиной,
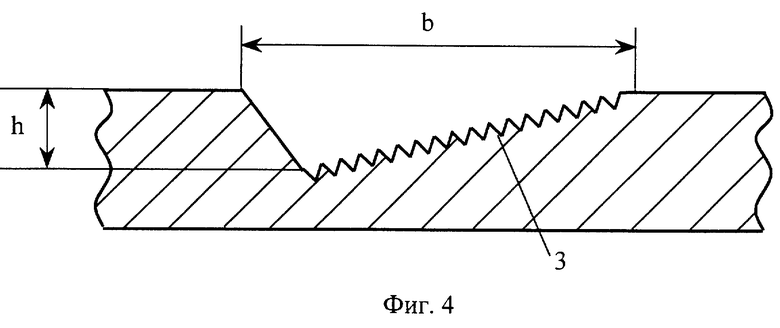
Фиг.4 - углубление с рельефом.
Способ изготовления ценных бумаг заключается в воздействии металлографской печатной формой на носитель, переносе красочного слоя и последующем образовании скрытого изображения для защиты бумаги от подделки.
Изображение выполняют в виде совокупности выступов красочного слоя и впадин между ними.
Ширина выступов красочного слоя составляет более 0,5 мм, а красочный слой выступов выполняют с непрерывно изменяющейся оптической плотностью для обеспечения возможности плавного или ступенчатого перехода от насыщенного красочного слоя к полутонам.
Непрерывно изменяющуюся оптическую плотность красочного слоя выполняют в пределах ширины и/или длины выступов.
На выступах выполняют дополнительное изображение.
На рабочей поверхности металлографской печатной формы выполнены углубления для обеспечения возможности образования на носителе скрытого красочного изображения для защиты бумаги от подделки.
Углубления образованы в поперечном сечении в виде двух 1, 2, расположенных под углом одна относительно другой плоскостей, ширина "а" одной 2 из которой больше другой 1 более чем в 2 раза.
На большей по ширине плоскости 2 выполнен микрорельеф 3.
На обеих плоскостях 1, 2 выполнен микрорельеф 3.
Высота "h" углубления составляет от 20 до 150 мкм.
На большей по ширине плоскости 2 образован рисунок с глубиной гравирования от 10 до 40 мкм.
Ширина "в" углубления составляет более 1,0 мм.
В другом варианте выполнения металлографской печатной формы углубления образованы в поперечном сечении в виде расположенных под различными углами нескольких плоскостей 1, 4, 5, одни 4, 5 из которых расположены по ширине углубления с образованием ступеней.
Число ступеней составляет от двух до пяти.
По меньшей мере на одной из плоскостей 5 ступени по ее длине и/или ширине выполнена, по меньшей мере, одна впадина 6.
Высота "h" углубления составляет от 20 до 150 мкм.
Отношение высоты углубления к высоте ступеней составляет от 0,2 до 0,8.
На плоскостях ступеней 1, 4, 5 образован рисунок с глубиной гравирования от 10 до 40 мкм.
Ширина "в" углубления составляет более 1,0 мм.
Впадины 6 могут быть выполнены с различными сочетаниями их расположения по ширине и длине углублений, что позволяет получать изменяющуюся оптическую плотность на изображениях.
При контакте носителя с металлографской печатной формой, в качестве которого, как правило, используются специальные виды бумаги для изготовления ценных бумаг, происходит перенос красочного слоя из углублений на носитель. Изображение представляет собой красочные линии с непрерывно изменяющейся оптической плотностью красочного слоя, при визуальном рассмотрении ценной бумаги будет виден переход от насыщенного красочного тона к полутонам по ширине линий. Данное изображение получают при использовании металлографской печатной формы со ступенями или с микрорельефом. На изображении по ширине видны участки с различной оптической плотностью красочного слоя, переход между которыми может быть как плавным, так и ступенчатым. Имеется также дополнительный рисунок, например, выполненный в виде волнистой линии. Можно также использовать рисунок в виде цифр или надписи.
Использование данного изобретения позволит получить многовариантные графические элементы с повышенными защитными свойствами. Ценная бумага может изготавливаться с защитным рисунком, составленным из окрашенных с изменяющейся оптической плотностью линий. Использование такого рисунка на банкнотах, банковских документах, паспортах и других видах защищенных бумаг позволит осуществить как автоматический, так и визуальный контроль подлинности ценных бумаг. Возможно оперативное изменение характеристик получаемого на изображении красочного слоя, что дает повышение защитных свойств предлагаемого изображения.
Таким образом, изобретение повышает качество ценных бумаг.
Промышленная применимость.
Изобретение может быть использовано при изготовлении ценных бумаг.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОГРАФСКАЯ ПЕЧАТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЦЕННЫХ БУМАГ, СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕННЫХ БУМАГ (ВАРИАНТЫ) И ЦЕННАЯ БУМАГА (ВАРИАНТЫ) | 2004 |
|
RU2249638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕННЫХ БУМАГ, МЕТАЛЛОГРАФСКАЯ ПЕЧАТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЦЕННЫХ БУМАГ И ЦЕННАЯ БУМАГА | 2004 |
|
RU2249640C1 |
| ЦЕННАЯ БУМАГА С ЭЛЕМЕНТАМИ ЗАЩИТЫ ОТ ПОДДЕЛКИ | 2002 |
|
RU2231450C2 |
| ПЕЧАТНАЯ ФОРМА ДЛЯ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ И ИЗГОТОВЛЕННЫЙ С ЕЕ ПОМОЩЬЮ ЦЕННЫЙ ДОКУМЕНТ | 2001 |
|
RU2258613C2 |
| ПЕЧАТНАЯ ФОРМА ДЛЯ ПРОИЗВОДСТВА ЦЕННЫХ БУМАГ | 2000 |
|
RU2172679C1 |
| ЦЕННЫЙ ДОКУМЕНТ | 2002 |
|
RU2324599C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПЕЧАТНАЯ ФОРМА ДЛЯ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ | 2001 |
|
RU2264920C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ С ПЕЧАТНЫМ ЗАЩИТНЫМ ЭЛЕМЕНТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ МЕТОДОМ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ | 2000 |
|
RU2258612C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ С ДЕКОРАТИВНОЙ ПОВЕРХНОСТЬЮ И МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ С ДЕКОРАТИВНОЙ ПОВЕРХНОСТЬЮ | 1999 |
|
RU2151535C1 |
| НОСИТЕЛЬ ИНФОРМАЦИИ, ЗАЩИЩЕННЫЙ ОТ ПОДДЕЛКИ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2322356C1 |
Способ изготовления ценных бумаг, металлографская печатная форма для изготовления ценных бумаг и ценная бумага для повышения степени зашиты от подделки заключается в том, что изображение выполняют в виде совокупности выступов красочного слоя и впадин между ними, а ширина выступов красочного слоя составляет более 0,5 мм. 4 с. и 13 з.п. ф-лы, 4 ил.
| US 4033059 А, 05.07.1977 | |||
| ЗАЩИТНЫЙ ЭЛЕМЕНТ | 1997 |
|
RU2196357C2 |
| СПОСОБ ПОДГОТОВКИ РЕЖУЩЕГО ИНСТРУМЕНТА ПОД ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2000 |
|
RU2183544C2 |
| ПРОМЕЖУТОЧНОЕ РЕЛЬСОВОЕ СКРЕПЛЕНИЕ | 2004 |
|
RU2257438C1 |
| DE 2952322 A1, 02.07.1981. | |||

