Предлагаемое изобретение касается подкрепляющего слоя для пневматической шины, а также собственно пневматической шины, использующей в качестве подкрепления такой слой. Кроме того, это изобретение касается способа изготовления такого слоя, а также способа изготовления пневматической шины, в которой используется упомянутый слой.
Подкрепляющий слой для пневматической шины образован подкрепляющими элементами, которые обычно покрываются с одной и с другой стороны слоями каучуковой смеси так называемыми облицовочными слоями или слоями каландрирования, таким образом, чтобы упомянутые элементы не могли находиться в непосредственном контакте с внешней средой. Для этих целей обычно используют единую каучуковую смесь, обладающую одним и тем же составом и постоянными характеристиками.
Однако, в ряде случаев оказывается весьма желательным, чтобы для одного и того же слоя использовались различные облицовочные смеси в зависимости от локализации слоя в пневматической шине, в которой этот слой используется, будь то слой арматуры каркаса, слой арматуры гребня или любой другой подкрепляющий слой. В соответствии с патентом FR 2351810 арматура гребня с несколькими слоями подкрепляющих элементов, параллельных между собой в каждом слое и перекрещивающихся от одного слоя к другому, для повышения срока службы данной пневматической шины должна обладать различными характеристиками в своей центральной зоне и в своих краевых зонах. Согласно упомянутому документу, пневматическая шина, содержащая арматуру каркаса и арматуру гребня, состоящую из нескольких слоев, отличается тем, что облицовочная каучуковая смесь слоев арматуры гребня имеет модуль упругости на растяжение при относительном удлинении 100%, превышающий 70 кг/см2 в средней зоне арматуры гребня, причем эта зона определяется отношением ширины упомянутой зоны к общей ширине арматуры гребня, а также тем, что облицовочная каучуковая смесь тех же слоев имеет модуль упругости на растяжение при относительном удлинении 100% менее 40 кг/см2 двух оставшихся краевых зонах этой арматуры гребня.
Патент FR 1331934 касается пневматической шины с радиальной арматурой каркаса, и описанное там изобретение состоит в обеспечении дополнительной жесткости в нижней части боковин, придавая этим боковинам несколько меньшую жесткость, чем это позволяет обычно используемое техническое решение, то есть наложение в боковом направлении перекрещивающихся кордных нитей на радиальную арматуру каркаса. Достижение этой цели повышения жесткости боковин в зоне, заключенной между бортом и по существу половиной высоты боковины, обеспечивается посредством по меньшей мере одного слоя меридиональных подкрепляющих элементов, залитых в облицовочную смесь арматуры каркаса. В одном из описанных способов реализации арматура каркаса образована одним единственным слоем металлических радиальных кордных нитей или проволок, обернутым вокруг бортового кольца и закрепленным в данном борту, причем эти кордные нити или проволоки покрыты в зоне, заключенной между бортом и по существу серединой боковины, облицовочными слоями каучуковой смеси, модуль упругости которой составляет не менее 350 г/мм2, причем этот модуль имеет более высокую величину по сравнению с модулем упругости для остальной части облицовочной смеси.
Патентный документ FR 2075851 напоминает, что в некоторых пневматических шинах с радиальной арматурой каркаса выбор каучука для связи между подкрепляющими элементами представляет собой главный фактор возникновения или отсутствия некоторых дефектов после движения данной пневматической шины. Так, выбор связующего каучука с малым значением модуля упругости способствует разъединению кордных нитей арматуры каркаса на конце оборота этой арматуры, в бортах и в зонах боковин, примыкающих к бортам, особенно для слоя арматуры каркаса, который имеет высокий оборот в боковинах. В то же время, выбор связующего каучука с высоким значением модуля упругости способствует разрыву этого связующего каучука между кордными нитями арматуры каркаса вдоль радиальных линий в верхней зоне боковин.
Для получения наилучших результатов в патенте FR 2075851 предлагается, в частности, для пневматических шин с радиальной арматурой каркаса, покрывать кордные нити, изготовленные из относительно эластичного материала, каучуковой смесью покрытия
с относительно высоким значением модуля упругости, причем кордные нити разделены промежуточной каучуковой смесью, которая характеризуется относительно низким значением модуля упругости в верхней зоне боковин и относительно высоким значением модуля упругости в нижней зоне этих боковин, причем в этом случае слой покрывающей каучуковой смеси и слой промежуточной каучуковой смеси имеют одно и то же значение модуля упругости в упомянутой нижней зоне. Что касается способа, предназначенного для обеспечения того, чтобы в верхней зоне боковин каучук покрытия кордных нитей и промежуточный каучук между кордными нитями одного и того же слоя имел различные свойства при том, что эти свойства являются идентичными в нижней зоне этих боковин, то он состоит, в процессе изготовления данной пневматической шины, в размещении в радиальном направлении изнутри от слоя кордных нитей, облицованных слоем каучука первого качества, слоя каучука второго качества, и, в процессе вулканизации данной пневматической шины, в осуществлении натяжения кордных нитей арматуры каркаса.
Для любого из известных и предшествующих технических решений и как для арматуры каркаса, так и для арматуры гребня, способы, используемые для получения описанного выше подкрепляющего слоя, не позволяют, поскольку многочисленные дисперсии затрагивают качество полуфабриката, который представляет собой данный слой в не вулканизированном состоянии, получить оптимальную структуру упомянутого слоя, учитывая то обстоятельство, что этот слой используется в арматуре каркаса или в арматуре гребня, и в еще меньшей степени способны обеспечить его эффективное использование в процессе изготовления пневматической шины.
Задача предлагаемого изобретения состоит в том, чтобы устранить отмеченные выше недостатки. В данном изобретении предлагается пневматическая шина, имеющая по меньшей мере один подкрепляющий слой, образованный подкрепляющими элементами, погруженными в вулканизированную каучуковую смесь, отличающаяся тем, что подкрепляющие элементы слоя имеют индивидуальное покрытие из так называемой покрывающей каучуковой смеси, имеющей заданный состав и физические свойства, причем подкрепляющие элементы, располагающиеся параллельно друг другу, покрыты на одной стороне первым каучуковым слоем или так называемым первым облицовочным слоем, обладающим постоянным составом и свойствами, тогда как на своей противоположной стороне элементы покрыты вторым облицовочным каучуковым слоем, обладающим составом и свойствами, изменяющимися в функции меридионального положения на этом подкрепляющем слое в данной пневматической шине.
Состав и свойства первого облицовочного слоя могут быть идентичными составу и свойствам смеси покрытия подкрепляющих элементов. Однако, предпочтительным образом состав и свойства этого первого слоя будут отличаться от состава и свойств смеси покрытия.
Подкрепляющий слой может представлять собой слой арматуры каркаса, например, радиального, подкрепляющие элементы которого могут быть металлическими и/или текстильными. В этом случае меридиональное положение отсчитывается на меридиональной длине данного слоя.
Подкрепляющий слой также может представлять собой слой арматуры гребня, образованный, например, подкрепляющими элементами, параллельными между собой в упомянутом слое и образующими с окружным направлением данной пневматической шины некоторый острый угол, или образованный окружными элементами. При этом меридиональное положение отсчитывается на осевой ширине слоя.
Он также может представлять собой любой другой подкрепляющий слой, используемый обычно, или очень часто, в пневматической шине, например слои подкрепления борта или слои подкрепления боковин. В этом случае меридиональное положение может быть уподоблено радиальной высоте.
Способ изготовления не вулканизированного подкрепляющего слоя, необходимого для получения слоя в соответствии с предлагаемым изобретением в качестве полуфабриката, состоит в изготовлении на первом этапе промежуточного изделия или так называемого “облицованного с одной стороны слоя”, получаемого путем индивидуального покрытия множества подкрепляющих элементов каучуковой смесью с использованием экструдера с множеством фильер и последующего упорядочивания, при помощи специально приспособленных для этого средств, этих подкрепляющих элементов, уже имеющих покрытие, вдоль параллельных линий, выдерживая между двумя смежными элементами определенное расстояние.
После этого одна из сторон полученной таким образом системы имеющих покрытие элементов снабжается первым не вулканизированным облицовочным слоем, называемым также опорным слоем, путем введения облицовочного слоя в контакт с системой элементов.
Введение в контакт облицовочного слоя с системой имеющих покрытие подкрепляющих элементов может осуществляться либо путем простой укладки этой системы на облицовочный слой, либо путем простой укладки облицовочного слоя на эту систему подкрепляющих элементов, но в обоих этих случаях предпочтительным образом с приложением небольшого давления к одному или к обоим вводимым в контакт компонентам, которыми в данном случае являются система подкрепляющих элементов и облицовочный слой.
Упомянутый не вулканизированный “облицованный с одной стороны слой” может быть использован с подкрепляющими элементами, имеющими индивидуальное покрытие, реализованное на основе либо не вулканизированной, либо предварительно вулканизированной каучуковой смеси. Способ, относящийся к второй возможности, содержит дополнительный этап, состоящий в предварительной вулканизации при заданной температуре смеси покрытия при помощи соответствующего средства нагрева.
Непрерывно формируемый “облицованный с одной стороны слой” известным образом может быть смотан сам на себя посредством введения прокладочного слоя, изготовленного, например, либо из ткани, либо из полиэтилена, и служащего для предотвращения склеивания, с целью формирования рулонов “облицованного с одной стороны слоя”. Эти рулоны служат для подачи на технологический стол приготовления слоев каркаса или слоев гребня.
Как известно, приготовление слоя каркаса требует разрезания слоя подкрепляющих элементов перпендикулярно к их общему направлению таким образом, чтобы получить требуемую меридиональную длину, тогда как приготовление слоя гребня требует разрезания слоя подкрепляющих элементов под определенным углом и сращивания полученных участков слоя для получения этого слоя гребня на требуемой окружной длине.
Изготовление подкрепляющего слоя, предназначенного для использования в пневматической шине, дополняется и завершается добавлением на второй стороне упомянутого “облицованного с одной стороны слоя” имеющих покрытие и разрезанных соответствующим образом подкрепляющих элементов второго облицовочного слоя, причем этот второй облицовочный слой имеет непостоянный состав и изменяющиеся свойства.
Упомянутое добавление может осуществляться несколькими различными способами:
- либо путем введения в контакт “облицованного с одной стороны слоя” после его раскроя с вторым облицовочным слоем, состав и свойства которого изменяются в функции меридионального положения и который заранее формируется, например, на оборудовании, независимом от сердечников или барабанов сборки и/или отделки не вулканизированных заготовок арматуры каркаса и/или собственно пневматических шин (например, на столе приготовления слоев), причем операция введения в контакт может быть реализована либо путем укладки “облицованного с одной стороны слоя” на второй облицовочный слой, либо путем укладки этого второго облицовочного слоя на соответствующую его сторону, где видны имеющие индивидуальное покрытие подкрепляющие элементы этого “облицованного с одной стороны слоя”, причем второй облицовочный слой может быть выполнен в форме полос каучуковых смесей с различным составом и свойствами от одной полосы к другой, примыкающей к ней в осевом направлении полосе, или в форме единого слоя, в котором переход от одного состава полосы к другому составу этой полосы осуществляется постепенным образом и/или непрерывным образом;
- либо, предпочтительным образом, путем введения в контакт “облицованного с одной стороны слоя” после его раскроя со вторым облицовочным слоем, имеющим состав и свойства, изменяющиеся в функции меридионального положения, и приготовленным на оборудовании, используемом для сборки и/или отделки не вулканизированных заготовок арматуры каркаса и/или собственно пневматической шины (цилиндрический барабан сборки заготовки арматуры каркаса, барабан отделки заготовки пневматической шины, выполненный в форме тора), причем введение в контакт может быть осуществлено либо путем укладки той стороны “облицованного с одной стороны слоя”, где видны имеющие индивидуальное покрытие подкрепляющие элементы, на второй облицовочный слой, первоначально располагающийся на не вулканизированной заготовке в процессе изготовления, либо путем укладки этого второго облицовочного слоя на “облицованный с одной стороны слой”, предварительно размещенный на заготовке в процессе изготовления, причем второй облицовочный слой может быть представлен в двух упомянутых выше формах.
Другие характеристики и преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже описания не являющихся ограничительными примеров его реализации, где даются ссылки на приведенные в приложении фигуры, среди которых:
- Фиг.1 представляет собой схематический вид в меридиональном сечении пневматической шины, содержащей слои гребня и слой каркаса в соответствии с вариантом реализации предлагаемого изобретения;
- Фиг.2 представляет собой схематический вид в разрезе по линии А-А, показанной на фиг.1;
- Фиг.3 представляет собой схематический вид в разрезе по линии В-В, показанной на фиг.1;
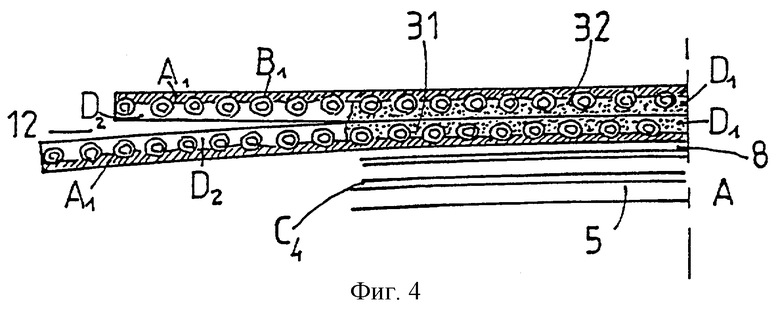
- Фиг.4 представляет собой схематический вид в меридиональном разрезе арматуры гребня, сформированной из двух слоев;
- Фиг.5 представляет собой схематический вид различных этапов изготовления “облицованного с одной стороны слоя”.
Пневматическая шина, схематически изображенная на фиг.1, представляет собой пневматическую шину типа “Poids-Lourds” (то есть пневматическую шину, предназначенную для использования на тяжелых транспортных или дорожно-строительных машинах) относительно небольшого размера 9.00/20Х.
Эта пневматическая шина содержит радиальную арматуру каркаса, образованную одним единственным слоем 1 подкрепляющих элементов, в данном случае слоем нерастяжимых металлических кордных нитей, закрепленным в каждом борту на кольцевом элементе подкрепления борта, в данном случае на бортовом кольце 2, для формирования оборота 10.
Поверх арматуры каркаса в радиальном направлении располагается арматура гребня 3, образованная, с одной стороны, двумя рабочими слоями гребня 31, 32, сформированными из металлических нерастяжимых кордных нитей, параллельных между собой в каждом слое и перекрещивающихся от одного слоя 31 к другому слою 32, образуя с окружным направлением углы, величина которых заключена в диапазоне от 10 до 45°, и в рассматриваемом здесь примере реализации составляет соответственно 26 и 18°, а с другой стороны, снаружи в радиальном направлении, одним слоем упругих металлических кордных нитей, ориентированных по отношению к окружному направлению под тем же углом, что и угол ориентации кордных нитей рабочего слоя гребня 32, наиболее наружного в радиальном направлении.
Арматура гребня 3 в радиальном направлении соединяется с арматурой каркаса 1 при помощи слоя 8 каучуковой смеси, имеющего постоянную толщину в своей центральной части и возрастающую толщину по мере приближения к краям арматуры гребня 3.
Поверх этой арматуры гребня 3 в радиальном направлении располагается беговая дорожка протектора 9, соединенная по одну и по другую стороны от экваториальной плоскости данной пневматической шины с каучуковой смесью боковины 7, покрывающей в боковине этой пневматической шины арматуру каркаса 1 и обеспечивающей сопряжение, с одной стороны, со смесями 40, 41, 42, подкрепляющими борт, а с другой стороны, со смесью 11, обеспечивающей защиту борта и его контакт с монтажным ободом.
Слой внутреннего покрытия 5 полости пневматической шины и различных каучуковых подкрепляющих элементов между упомянутым слоем и арматурой каркаса дополняет структуру данной пневматической шины.
Слой 1 арматуры каркаса в рассматриваемом здесь примере реализации образован изготовленными из стали нерастяжимыми металлическими кордными нитями, имеющими покрытие из каучуковой смеси В, состав которой адаптирован таким образом, чтобы упомянутая смесь в вулканизированном состоянии превосходно сцеплялась с тонким слоем латуни, покрывающим сталь, из которой изготовлены подкрепляющие кордные нити.
Упомянутые кордные нити, имеющие покрытие из каучуковой смеси В, облицованы, на всей своей меридиональной длине с наружной стороны этого слоя 1 каркаса, включая обороты слоя арматуры каркаса, слоем каучуковой смеси А, то есть первым облицовочным слоем или опорным слоем, поскольку речь идет о слое, на котором или под которым располагаются кордные нити слоя арматуры, уложенные в процессе изготовления “облицованного с одной стороны слоя”.
Что касается внутреннего облицовочного слоя для слоя 1 арматуры каркаса, который представляет собой второй облицовочный слой С, то он образован несколькими окружными полосами или слоями каучуковых смесей, имеющих состав и свойства, различные от одной полосы к последующей, причем состав и свойства одной полосы выбираются в соответствии с меридиональным положением этой полосы на меридиональной длине каркаса.
На протяжении от точки Т бортового кольца 2, наиболее близкой в радиальном направлении к оси вращения, до точки S пересечения между средней осью меридионального профиля слоя арматуры каркаса 1 и перпендикуляром к этому профилю, опущенным из точки конца оборота 10 слоя 1, причем зона TS представляет собой так называемую зону борта, облицовочный слой С образован первой полосой С1 каучуковой смеси.
На протяжении от точки Т до точки R, представляющей конец оборота 10 слоя каркаса 1, причем эта зона TR носит название зоны оборота, облицовочный слой С образован второй полосой С2 каучуковой смеси (на фиг.2 схематически представлены различные слои, располагающиеся в зоне борта данной пневматической шины).
На протяжении между точкой S и точкой V пересечения средней оси меридионального профиля слоя арматуры каркаса 1 с прямой, параллельной экваториальной плоскости и отстоящей от этой плоскости на расстояние, величина которого может быть заключена в диапазоне от 30% до 45% от величины осевой ширины беговой дорожки протектора 9 и в рассматриваемом здесь примере реализации составляет 35% от осевой ширины беговой дорожки протектора, причем эта зона SV носит название зоны боковины и плеча, облицовочный слой С образован третьей полосой С3 каучуковой смеси.
На протяжении арматуры каркаса между точкой V и экваториальной плоскостью XX’, образующей так называемую зону гребня, четвертая полоса С4 каучуковой смеси образует облицовочный слой С.
В примере реализации, схематически проиллюстрированном на фиг.1-3, слои или полосы А, В, С1, С2 и С4 образованы одной и той же каучуковой смесью, которая в вулканизированном состоянии имеет секущий модуль упругости на растяжение, измеренный при относительном удлинении ε, равном 0,1 (определенный таким образом модуль упругости нормируется в соответствии со стандартом AFNOR-NF-T46-002 в нормальных условиях по температуре и влажности окружающей среды в соответствии со стандартом AFNOR-NF-T40-101, причем эта величина в последующем изложении будет для упрощения называться просто модуль), имеет величину в диапазоне от 6 МПа до 12 МПа, тогда как каучуковая смесь облицовочного слоя С3 для части слоя каркаса 1, располагающейся в зоне боковины и плеча, представляет собой каучуковую смесь, модуль того же наименования для которой, измеренный в тех же условиях, имеет определенно меньшую величину, поскольку его величина заключена в диапазоне от 3,5 МПа до 5 МПа.
Первая из упомянутых выше каучуковых смесей в не вулканизированном состоянии обладает достаточно высокой пластичностью по Муни, величина которой заключена в диапазоне от 60 единиц Муни до 90 единиц Муни, тогда как каучуковая смесь слоя С3 имеет меньшую пластичность того же наименования, поскольку ее величина заключена в диапазоне от 55 единиц Муни до 75 единиц Муни (пластичность каучука по Муни измеряется в соответствии с нормой AFNOR-NF-T43-005).
Для пневматической шины другого типоразмера и в функции нарушений стойкости, встречаемых в пневматических шинах такого типоразмера, слой В покрытия будет выполнен из каучуковой смеси с очень высоким модулем упругости, имеющим величину в диапазоне от 27 МПа до 45 МПа, и с очень высокой пластичностью по Муни, имеющей величину в диапазоне от 70 единиц Муни до 100 единиц Муни, тогда как упомянутый опорный слой А будет выполнен из каучуковой смеси с несколько меньшим значением модуля упругости, чем у предыдущей каучуковой смеси, но, тем не менее, достаточно высоким его значением, поскольку здесь этот модуль упругости имеет величину в диапазоне от 10 МПа до 15 МПа, и с достаточно высокой пластичностью по Муни, имеющей величину в диапазоне от 60 единиц Муни до 90 единиц Муни.
Слой С1 здесь будет образован той же каучуковой смесью, что и слой А. Зато слой С2 будет представлять собой полосу каучуковой смеси, имеющей малую величину модуля упругости, поскольку его значение заключено в диапазоне от 3,5 МПа до 5 МПа, и несколько меньшую пластичность по Муни, величина которой заключена в диапазоне от 55 единиц Муни до 75 единиц Муни.
При этом та же самая каучуковая смесь будет формировать полосу С3, тогда как слой С4 будет реализован из каучуковой смеси, имеющей промежуточное значение модуля упругости, величина которого в данном случае заключена в диапазоне от 6 МПа до 12 МПа, и пластичность, величина которой заключена в диапазоне от 60 единиц Муни до 90 единиц Муни.
Другое благоприятное техническое решение состоит в выборе в качестве каучуковой смеси для опорного слоя А смеси с малым значением модуля упругости в вулканизированном состоянии и в использовании опорного слоя в качестве внутренней облицовки слоя каркаса 1, причем слои С’1, С’3 и С’4 образуют при этом слой С’ наружной облицовки этого слоя каркаса 1.
При этом каучуковая смесь слоя В будет идентичной каучуковой смеси из предыдущего примера реализации и каучуковая смесь слоя А будет представлять собой каучуковую смесь, образующую слой С2 в предыдущем примере реализации и обладающую модулем упругости, величина которого заключена в диапазоне от 3,5 МПа до 5 МПа, а пластичность имеет величину в диапазоне от 55 единиц Муни до 75 единиц Муни.
От точки U оборота слоя арматуры каркаса, располагающейся в радиальном направлении по существу на половине высоты оборота 10, до точки S, определенной в предшествующем изложении, и проходя под бортовым кольцом 2, полоса С’1 образована каучуковой смесью с высоким значением модуля упругости, величина которого заключена в диапазоне от 10 МПа до 15 МПа, и с высокой пластичностью, величина которой заключена в диапазоне от 60 единиц Муни до 90 единиц Муни, тогда как от точки U и до точки R конца оборота 10 полоса С’2 будет образована той же самой каучуковой смесью, что и каучуковая смесь, образующая опорный слой А.
Аналогичным образом дело обстоит и для слоя С’3 на участке от точки S до точки V, тогда как слой С’4 будет образован той же каучуковой смесью, что и смесь, образующая слой С4 в описанном выше примере реализации.
За рамки предлагаемого изобретения не выходит и случай, когда слой С, независимо от того, выступает он в роли внутреннего или внешнего облицовочного слоя, образован путем наматывания полоски каучуковой смеси, состав и свойства которой изменяются непрерывным образом, и/или переход от одного состава этой каучуковой смеси в одной зоне слоя арматуры каркаса к другому составу этой каучуковой смеси в примыкающей к ней другой зоне этого слоя осуществляется постепенным образом (например, переход от каучуковой смеси, образующей слой С3, к каучуковой смеси, образующей слой С4).
При этом полоска формирования слоя С известным образом может быть получена путем замеса и/или смешивания в аппарате измельчения и смешивания одного или двух типов каучуковых гранул (в рассматриваемом здесь примере реализации смешивания гранул двух каучуковых смесей, образующих слои С3 и С4).
Этот аппарат измельчения и смешивания при этом запитывается от нескольких бункеров, каждый из которых содержит каучуковую смесь заданного состава и свойств в форме гранул, и требуемые свойства получаемой смеси обеспечиваются путем открытия желобов питания этих бункеров, управляемого клапанами контроля питания, что позволяет получить зону перехода между слоями С3 и С4, где каучуковая смесь, образующая слой С3, постепенно изменяет свой состав с тем, чтобы в конечном счете превратиться в каучуковую смесь, образующую слой С4.
На фиг.4 схематически представлена рабочая арматура гребня 3, образованная двумя слоями 31 и 32. Рабочий слой 31 этой арматуры гребня, наиболее близкий в радиальном направлении к оси вращения данной пневматической шины, образован множеством изготовленных из стали металлических кордных нитей, имеющих индивидуальное покрытие из каучуковой смеси В1, которая в рассматриваемом здесь примере реализации имеет очень высокое значение модуля упругости на растяжение, поскольку его величина заключена в диапазоне от 15 МПа до 30 МПа, и столь же высокую пластичность по Муни, имеющую величину в диапазоне от 65 единиц Муни до 95 единиц Муни.
Изнутри в радиальном направлении располагается первый облицовочный слой или опорный слой А1, образованный единой каучуковой смесью, состав и свойства которой идентичны составу и свойствам каучуковой смеси покрытия В1.
Снаружи в радиальном направлении располагается второй облицовочный слой D, образованный несколькими зонами каучуковых смесей с различными составами и свойствами:
- центральная зона D1, имеющая осевую ширину 1, величина которой заключена в диапазоне от 70% до 90% от общей осевой ширины Ls для двух рабочих слоев 31 и 32, образована каучуковой смесью с относительно высоким модулем упругости, величина которого заключена в диапазоне от 15 МПа до 30 МПа, и с пластичностью, величина которой заключена в диапазоне от 65 единиц Муни до 95 единиц Муни, причем эта каучуковая смесь является идентичной каучуковым смесям, образующим опорный слой А1 и слой покрытия кордных нитей В1;
- две боковые полосы D2, идентичные в рассматриваемом здесь примере реализации и образованные каучуковой смесью с относительно малым значением модуля упругости, поскольку его величина заключена в диапазоне от 3 МПа до 9 МПа, и величиной пластичности по Муни, заключенной в диапазоне от 50 единиц Муни до 85 единиц Муни.
Что касается рабочего слоя гребня 32, более удаленного в радиальном направлении от оси вращения данной пневматической шины, чем рабочий слой 31, и имеющего осевую ширину, меньшую, чем этой слой 31, то он имеет структуру, идентичную структуре этого слоя 31, но опорный слой А1 в данном случае располагается в радиальном направлении снаружи от этого слоя, и три зоны D1 и D2 слоя D располагаются в радиальном направлении изнутри от упомянутого слоя D таким образом, что три зоны слоя 32 располагаются против трех зон первого рабочего слоя 31, в частности, боковые зоны D2 каучуковой смеси с относительно малой величиной модуля упругости, что позволяет существенно уменьшить толщину каучукового клина 12, располагающегося между двумя краями упомянутых слоев, и укладывать их при сборке в виде плоских полос.
Изготовление пневматической шины в соответствии с предлагаемым изобретением требует осуществления нескольких предварительных этапов перед вулканизацией этой пневматической шины и, в частности, сборки или изготовления “облицованного с одной стороны слоя”.
На фиг.5 схематически представлена система катушек 100, на которые наматываются металлические кордные нити, предназначенные для использования в качестве подкрепляющих элементов в подлежащем изготовлению подкрепляющем слое.
Множество этих кордных нитей направляются в экструдер 200, рабочая головка которого содержит множество фильер, приспособленных для того, чтобы обеспечивать покрытие кордных нитей слоем В, В1 каучуковой смеси покрытия, имеющим предварительно определенную толщину.
Затем кордные нити, уже имеющие покрытие, направляются в агрегат, в данном случае представляющий собой валок с канавками 210, который обеспечивает возможность отделения каждой кордной нити от смежной с ней в осевом направлении кордной нити на требуемое расстояние или шаг, после чего эти кордные нити поступают на каландр 300 с двумя валками 310 и 320.
При этом некоторое количество каучуковой смеси, которая должна образовать опорный слой А, А1 “облицованного с одной стороны слоя”, предварительно нагретой до температуры, позволяющей размягчить эту смесь, но без осуществления ее вулканизации или предварительной вулканизации, вводится между двумя валками 310 и 320.
Прохождение размягченной каучуковой смеси между двумя этими валками приводит к получению плоской полосы этой каучуковой смеси, в контакт с которой в верхней в радиальном направлении части верхнего валка 320 будут введены имеющие индивидуальное покрытие кордные нити.
Вспомогательный валок 330, или так называемый прижимной валок, позволяет приложить, если в этом есть необходимость, некоторое заданное давление на кордные нити, причем это давление регулируется в функции требуемой глубины погружения этих кордных нитей в плоскую полосу каучуковой смеси А.
Валок 340 обеспечивает надлежащую укладку вставной промежуточной ленты, обеспечивающей предотвращение склеивания и изготовленной обычно из полиэтилена, либо на поверхность, где видны имеющие индивидуальное покрытие кордные нити, либо на противоположную поверхность, таким образом, чтобы обеспечить возможность наматывания известным образом “облицованного с одной стороны слоя” на приемный валок 350, предназначенный для последующего питания резательных машин и столов приготовления подкрепляющих слоев, причем подкрепляющие элементы располагаются в направлении длины данного слоя.
Как известно, “облицованный с одной стороны слой”, в зависимости от того, идет ли речь о приготовлении полотнища для слоя каркаса или о приготовлении полотнища для слоя гребня, разрезается либо перпендикулярно общему направлению подкрепляющих элементов, либо под некоторым углом α по отношению к общему направлению подкрепляющих элементов, который будет в окончательно изготовленной пневматической шине представлять собой угол ориентации этих подкрепляющих элементов по отношению к окружному направлению этой пневматической шины.
Затем полученные таким образом полотнища соединяются и сращиваются либо встык, если речь идет о металлических подкрепляющих элементах, либо с некоторым перекрытием одного края на другом, если речь идет о текстильных подкрепляющих элементах. В случае сращивания встык такое соединение может осуществляться путем добавления небольшого плоского, так называемого соединительного слоя, каучуковой смеси, укладываемого на стык или укладываемого на один из соединяемых краев с тем, чтобы затем пройти под другой край.
Соединенные таким образом полотнища образуют “облицованный с одной стороны слой”, готовый для использования, например, на средствах изготовления частичной и не вулканизированной заготовки пневматической шины.
Полная реализация слоя каркаса осуществляется, например, путем укладки “облицованного с одной стороны слоя” на различные слои каучуковых смесей и на различные слои подкрепления борта, предварительно размещенные на цилиндрическом барабане сборки цилиндрической заготовки каркаса, таким образом, чтобы опорный слой А располагался изнутри в радиальном направлении.
На видимые подкрепляющие элементы “облицованного с одной стороны слоя” при этом укладываются различные окружные слои C1, С2, С3 и т.д., необходимые для формирования наружного облицовочного слоя С, причем упомянутые слои в не вулканизированном состоянии имеют толщину, выбранную таким образом, чтобы обеспечить требуемую толщину этих слоев в вулканизированном состоянии, принимая во внимание степень воздействия на заготовку арматуры каркаса, обеспечивающего преобразование этой цилиндрической заготовки в заготовку арматуры каркаса тороидальной формы.
Поскольку отделка слоя арматуры каркаса реализуется на цилиндрическом барабане сборки, последующие этапы сборки представляют собой известные и обычно используемые этапы: укладка бортовых колец закрепления слоя арматуры каркаса, укладка различных каучуковых элементов заполнения борта, каучуковых элементов обрамления или других элементов, выполнение оборота краев слоя арматуры каркаса вокруг бортовых колец и элементов заполнения и т.д.
Реализация полного слоя арматуры гребня 31 также завершается аналогичным образом, то есть на барабане изготовления не вулканизированной заготовки пневматической шины: после укладки на не вулканизированную и уже имеющую тороидальную форму заготовку арматуры каркаса различных слоев 8 каучуковых смесей, разделяющих в радиальном направлении арматуру каркаса 1 и арматуру гребня 3, укладывается не вулканизированный “облицованный с одной стороны слой”, образованный подкрепляющими элементами, оснащенными индивидуальным покрытием из каучуковой
смеси В1, имеющей заданный состав и свойства, причем подкрепляющие элементы, располагающиеся параллельно между собой, покрыты на одной своей стороне первым каучуковым слоем А1 или опорным слоем постоянного состава и свойств, и “облицованный с одной стороны слой” вводится в контакт с вторым облицовочным слоем D, обладающим составом и свойствами, изменяющимися в функции осевой ширины слоя гребня 31 в данной пневматической шине.
Что касается изготовления рабочей арматуры гребня 3 с двумя слоями 31 и 32, то можно уложить на слои 8 первый “облицованный с одной стороны слой”, причем опорный слой А1 “облицованного с одной стороны слоя” располагается изнутри в радиальном направлении, а затем на видимые подкрепляющие элементы этого первого “облицованного с одной стороны слоя” уложить различные слои каучуковых смесей D1 и D2, образующие второй облицовочный слой первого слоя гребня 31, располагающегося наиболее близко в радиальном направлении к арматуре каркаса.
Изготовление второго слоя гребня 32 осуществляется идентичным образом, однако, оно начинается с укладки слоев D1 и D2, которые затем покрывают в радиальном направлении вторым “облицованным с одной стороны слоем”, располагающимся таким образом, чтобы видимые подкрепляющие элементы второго слоя оказались в радиальном направлении изнутри этого слоя. После этого обычным и известным образом продолжаются операции отделки и вулканизации тороидальной заготовки данной пневматической шины.
| название | год | авторы | номер документа |
|---|---|---|---|
| БОРТ РАДИАЛЬНОЙ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1999 |
|
RU2235025C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА ДЛЯ ТЯЖЕЛЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2004 |
|
RU2335411C2 |
| БОРТ РАДИАЛЬНОЙ ПНЕВМАТИЧЕСКОЙ ШИНЫ, НЕ СОДЕРЖАЩИЙ БОРТОВОГО КОЛЬЦА | 1999 |
|
RU2234426C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА ДЛЯ ТЯЖЕЛЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2004 |
|
RU2335410C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА ДЛЯ ТЯЖЕЛЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2004 |
|
RU2337014C2 |
| БОРТ ПНЕВМАТИЧЕСКОЙ ШИНЫ С ОКРУЖНЫМИ ПОДКРЕПЛЯЮЩИМИ ЭЛЕМЕНТАМИ | 1998 |
|
RU2219072C2 |
| БОРТ ПНЕВМАТИЧЕСКОЙ ШИНЫ С ОКРУЖНЫМИ ПОДКРЕПЛЯЮЩИМИ ЭЛЕМЕНТАМИ | 1998 |
|
RU2219073C2 |
| АРМАТУРА ГРЕБНЯ РАДИАЛЬНОЙ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1999 |
|
RU2223870C2 |
| БОРТ ПНЕВМАТИЧЕСКОЙ ШИНЫ С ОКРУЖНЫМИ ПОДКРЕПЛЯЮЩИМИ ЭЛЕМЕНТАМИ | 1998 |
|
RU2219074C2 |
| АРМАТУРА ГРЕБНЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1998 |
|
RU2219066C2 |



Изобретение относится к автомобильной промышленности. Подкрепляющие элементы подкрепляющего слоя имеют индивидуальное покрытие из каучуковой смеси, имеющей заданный состав и физические свойства. Причем подкрепляющие элементы, расположенные параллельно друг другу, покрыты на одной своей стороне первым каучуковым слоем или так называемым первым облицовочным слоем, обладающим постоянным составом и свойствами, тогда как на своей противоположной стороне элементы покрыты вторым облицовочным каучуковым слоем, имеющим состав и свойства, изменяющиеся в функции меридионального положения на данном слое в этой пневматической шине. В результате повышается прочность шины. 4 н.и 25 з.п. ф-лы, 5 ил.

- первой полосой С1 каучуковой смеси, располагающейся от точки Т бортового кольца (2), наиболее близкой в радиальном направлении к оси вращения, до точки S пересечения между средней осью меридионального профиля слоя каркаса (1) и перпендикуляром к профилю, опущенным из конца оборота (10) слоя (1), причем эта зона TS называется зоной борта,
- второй полосой С2 каучуковой смеси, располагающейся от точки Т до точки R, представляющей конец оборота (10) слоя каркаса (1), причем зона TR называется зоной оборота,
- третьей полосой С3 каучуковой смеси, располагающейся между точкой S и точкой V пересечения средней оси меридионального профиля слоя каркаса (1) с прямой, параллельной экваториальной плоскости и отстоящей от этой плоскости на расстояние, величина которого может быть заключена в диапазоне от 30 до 45% от осевой ширины беговой дорожки протектора (9), причем зона SV называется зоной боковины и плеча,
- четвертой полосой С4 каучуковой смеси, располагающейся между точкой V и экваториальной плоскостью XX’, образуя так называемую зону гребня, причем полосы С1, С2 и С4 образованы одной и той же каучуковой смесью, модуль упругости которой имеет величину в диапазоне от 6 МПа до 12 МПа и пластичность по Муни для которой имеет величину в диапазоне от 60 единиц Муни до 90 единиц Муни, тогда как полоса С3 образована каучуковой смесью, модуль упругости которой имеет величину в диапазоне от 3,5 до 5 МПа и пластичность по Муни для которой имеет величину в диапазоне от 55 единиц Муни до 75 единиц Муни.
- первой полосой С1 каучуковой смеси, располагающейся от точки Т бортового кольца (2), наиболее близкой в радиальном направлении к оси вращения, до точки S пересечения между средней осью меридионального профиля слоя каркаса (1) и перпендикуляром к профилю, опущенным из точки конца оборота (10) этого слоя (1), причем эту зону TS называют зоной борта,
- второй полосой С2 каучуковой смеси, располагающейся от точки Т до точки R, представляющей конец оборота (10) слоя каркаса (1), причем зону TR называют зоной оборота,
- третьей полосой С3 каучуковой смеси, располагающейся между точкой S и точкой V пересечения средней оси меридионального профиля слоя каркаса (1) с прямой, параллельной экваториальной плоскости и отстоящей от этой плоскости на расстояние, величина которого может быть заключена в диапазоне от 30 до 45% от осевой ширины беговой дорожки протектора (9), причем зону SV называют зоной боковины и плеча, - четвертой полосой С4 каучуковой смеси, располагающейся между точкой V и экваториальной плоскостью XX’, образуя так называемую зону гребня, причем полосы С2 и С3 образованы одной и той же каучуковой смесью, модуль упругости которой имеет величину в диапазоне от 3,5 до 5 МПа и пластичность по Муни для которой имеет величину в диапазоне от 55 единиц Муни до 75 единиц Муни, тогда как полоса С1 образована каучуковой смесью, модуль упругости которой имеет величину в диапазоне от 10 до 15 МПа и пластичность по Муни для которой имеет величину в диапазоне от 60 единиц Муни до 90 единиц Муни, и полоса С4 образована каучуковой смесью, модуль упругости которой имеет величину в диапазоне от 6 до 12 МПа и пластичность по Муни имеет величину в диапазоне от 60 единиц Муни до 90 единиц Муни.
- первой полосой С’1 каучуковой смеси, располагающейся от точки U оборота (10) слоя каркаса (1), находящейся, по существу, на половине высоты оборота (10), до точки S пересечения между средней осью меридионального профиля слоя каркаса (1) и перпендикуляром к профилю, опущенным из конца оборота (10) слоя (1),
- второй полосой С’2 каучуковой смеси, располагающейся от точки U до точки R, представляющей конец оборота (10) слоя каркаса (1),
- третьей полосой С3 каучуковой смеси, располагающейся между точкой S и точкой V пересечения средней оси меридионального профиля слоя каркаса (1) с прямой, параллельной экваториальной плоскости и отстоящей от этой плоскости на расстояние, величина которого может быть заключена в диапазоне от 30 до 45% от осевой ширины беговой дорожки протектора (9), причем зону SV называют зоной боковины и плеча,
- четвертой полосой С4 каучуковой смеси, располагающейся между точкой V и экваториальной плоскостью XX’, образуя так называемую зону гребня, причем полосы С’2 и С’3 образованы одной и той же каучуковой смесью, модуль упругости которой имеет величину в диапазоне от 3,5 до 5 МПа и пластичность по Муни для которой имеет величину в диапазоне от 55 единиц Муни до 75 единиц Муни, тогда как полоса С’1 образована каучуковой смесью, модуль упругости которой имеет величину в диапазоне от 10 до 15 МПа и пластичность по Муни для которой имеет величину в диапазоне от 60 единиц Муни до 90 единиц Муни, и полоса С’4 образована каучуковой смесью, модуль упругости которой имеет величину в диапазоне от 6 до 12 МПа и для которой пластичность по Муни имеет величину в диапазоне от 60 единиц Муни до 90 единиц Муни.
a) на тороидальную и не вулканизированную заготовку арматуры каркаса (1) “облицованный с одной стороны слой”, причем опорный слой А1 упомянутого слоя располагается изнутри в радиальном направлении,
b) затем, на видимые подкрепляющие элементы этого “облицованного с одной стороны слоя”, второй облицовочный каучуковый слой D внутреннего в радиальном направлении слоя гребня (31), состав и свойства которого изменяются в функции осевой ширины слоя гребня в данной пневматической шине, причем слои А1 и D образуют, вместе с имеющими покрытие подкрепляющими элементами, слой гребня (31), наиболее близкий к арматуре каркаса (1),
с) затем второй облицовочный каучуковый слой (D) слоя гребня (32), примыкающего в радиальном направлении к внутреннему слою (31), причем этот второй облицовочный слой имеет состав и свойства, изменяющиеся в функции осевой ширины слоя гребня (32) в данной пневматической шине,
d) и затем, снаружи в радиальном направлении, “облицованный с одной стороны слой”, располагающийся таким образом, чтобы его видимые подкрепляющие элементы были ориентированы внутрь в радиальном направлении.
| ШИБЕРНЫЙ ЗАТВОР ДЛЯ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2075851C1 |
| Дезинфекционная ручка для створки | 1976 |
|
SU619170A1 |
| ГИДРОЦИЛИНДР | 2007 |
|
RU2351810C1 |
| Пневматическая радиальная шина для грузовых автомобилей | 1989 |
|
SU1661000A1 |

