Изобретение относится к индукционным аппаратам для соединения и ремонта кабелей, в частности:
- вулканизацией кабелей с резиновой, пластмассовой изоляцией;
- заливкой битумной массы, разогретой в стальном коробе, установленном на индукторе, для ремонта бронированных кабелей.
Известен индукционный вулканизатор, содержаний две трехстержневые шихтованные системы с катушками на каждом стержне, при этом на концах стержней жестко закрепляется полуформа /Авт. свид. №131005, опубл. в БИ №16, 1960 г. /1/.
Недостатком известного вулканизатора в общепромышленном исполнении является большая масса порядка 120 кг. Обеспечение взрывобезопасности шести катушек и двух вводов вулканизатора приводит к дальнейшему увеличению массы.
Наиболее близким к предлагаемому по технической сущности является индукционный аппарат для соединения и ремонта кабелей, содержащий многостержневой шихтованный магнитопровод с нечетным количеством стержней; катушки индуктора, расположенные на каждом четном стержне; две стальные ферромагнитные полуформы с медными вкладышами, установленные на свободных концах магнитопровода, причем плоскость разъема полуформ совпадает с направлением магнитного потока в стержнях; электромагнитные шунты, выполненные из набора пластин электротехнической стали и установленные на внешних поверхностях полуформ параллельно стержням магнитопровода /Patent USA, Shakula et al. №4, 128367, Dec 5, 1978 [2]/.
Недостатками известного вулканизатора являются:
- неравномерность температурного поля по длине и высоте пресс-формы, что объясняется следующим - с целью уменьшения габаритов, массы и обеспечения взрывобезопасности аппарата, на его индуктор устанавливают катушки только на центральных стержнях, поэтому вихревые токи в пресс-форме в области крайних и центральных стержней неодинаковы, что и приводит к неравномерности температурных полей пресс-формы;
- узкая область его применения, а именно известный индукционный аппарат /2/ используется в угольных шахтах только для ремонта шланговых оболочек кабеля;
- значительный расход меди - число медных вкладышей в стальных полуформах достигает 3-5 единиц.
В основу изобретения поставлена задача создать такой индукционный аппарат для соединения и ремонта кабелей, в котором применение пресс-форм нового типа обеспечивает высокую равномерность температурного поля вулканизируемых, прессуемых и нагреваемых изделий, расширяет область его применения, а также значительно снижает расход дорогостоящей меди.
Поставленная задача достигается тем, что в индукционном аппарате для соединения и ремонта кабелей, содержащем многостержневой шихтованный магнитопровод с нечетным количеством стержней, катушки индуктора, расположенные на каждом четном стержне, две стальные ферромагнитные полуформы с медными вкладышами, установленные на свободных концах магнитопровода, причем плоскость разъема полуформ совпадает с направлением магнитного потока в стержнях, электромагнитные шунты, выполненные из набора пластин электротехнической стали и установленные на внешних поверхностях полуформ параллельно стержням магнитопровода, согласно изобретению в стальных полуформах, установленных на многостержневой индуктор, только первый медный или латунный вкладыш электрически соединен с кромками стальной полуформы, при этом суммарная длина электрического соединения составляет ширину крайнего стержня и половину расстояния между крайним и центральным стержнями, а электрическое соединение выполнено как в левой, так и в правой частях полуформ, а последующие вкладыши для полуформ изготовлены из металлов, которые не опасны по фрикционному искрению;
- причем по конфигурации сечения полуформы устанавливают сплошной короткозамкнутый виток из электропроводного и теплопроводного металла, например из меди, латуни или других неискрящих металлов или сплавов, единичные витки установлены в левой и правой частях полуформ, в витках выполнены прямоугольные отверстия, размеры и расположение которых соответствуют размерам и расположению крайних стержней шихтованного магнитопровода, суммарную длину витка по длине полуформы определяют расстоянием от конца полуформы плюс ширина крайнего стержня, плюс 1/3 расстояния между крайним и центральным стержнями, а в средней, свободной части полуформы устанавливают С-образный, неприваренный медный вкладыш, имеющий толщину, одинаковую с толщиной крайних витков;
- стальные полуформы, установленные на многостержневой индуктор, выполнены полыми, в полость полуформ по всей их длине установлены пакеты электротехнической стали, при этом в нижней части полых полуформ выполнены прямоугольные отверстия, размеры и расположение которых соответствуют размерам и расположению стержней индуктора, а толщина стали полых полуформ меньше глубины проникновения электромагнитного поля;
- электромагнитные шунты установлены в углублениях на боковых поверхностях полуформ и расположены только над четными стержнями шихтованного магнитопровода, а длина шунтов составляет 1, 2 ширины этих стержней; дополнительно к этому электромагнитные шунты установлены на нижних поверхностях полуформ и соприкасаются с четными стержнями шихтованного магнитопровода, а длина каждого из шунтов составляет 1/3 расстояния между четными и нечетными стержнями;
- стальные полуформы выполнены тройниковыми, каждая из которых содержит горизонтально расположенную полуформу, вертикальный патрубок, вкладыши и соединены стяжными устройствами в пресс-форму, установленную на трехстержневой индуктор с установкой ограничителей для совмещения оси центрального стержня индуктора и вертикальной оси тройника, при этом суммарная высота вертикального патрубка и полуформы над центральным стержнем шихтованного магнитопровода в два раза больше, чем высота полуформ над крайними стержнями, что соответствует величине удельных мощностей, то есть киловатт на один килограмм металла и ремонтируемого кабеля;
- на пятистержневой индуктор установлены либо стальной ферромагнитный короб прямоугольной формы, причем высота короба над тремя центральными стержнями в два раза больше, чем над крайними стержнями, что соответствует величине удельных мощностей, то есть киловатт на один килограмм металла короба и битумной массы; при этом на вертикальных стальных стенках короба устанавливают и электрически соединяют со сталью медные и латунные листы; либо стальные полуформы с электрическим соединением медных вкладышей с кромками стальных полуформ, при этом суммарная длина электрического соединения составляет ширину крайнего стержня и половину расстояния между крайним и последующим стержнем; либо по конфигурации сечения стальной полуформы устанавливают сплошной короткозамкнутый виток из электропроводного и теплопроводного металла, например из меди; в целом достигается: обеспечить равномерность температурного поля по всей рабочей длине пресс-формы, расширить область применения, снизить расход дорогостоящей меди, повысить качество ремонтируемых изделий.
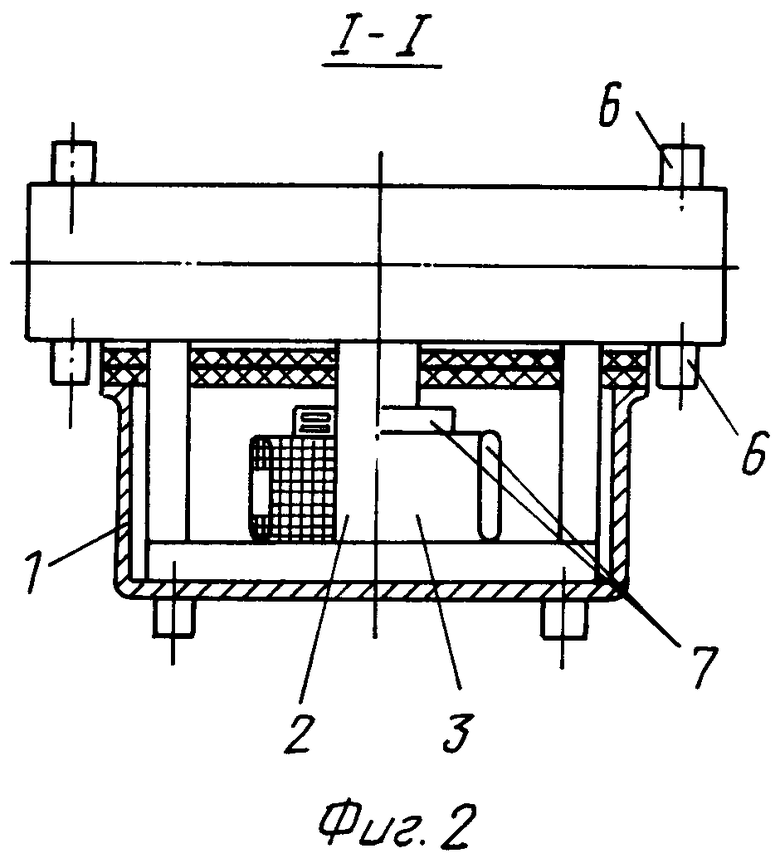
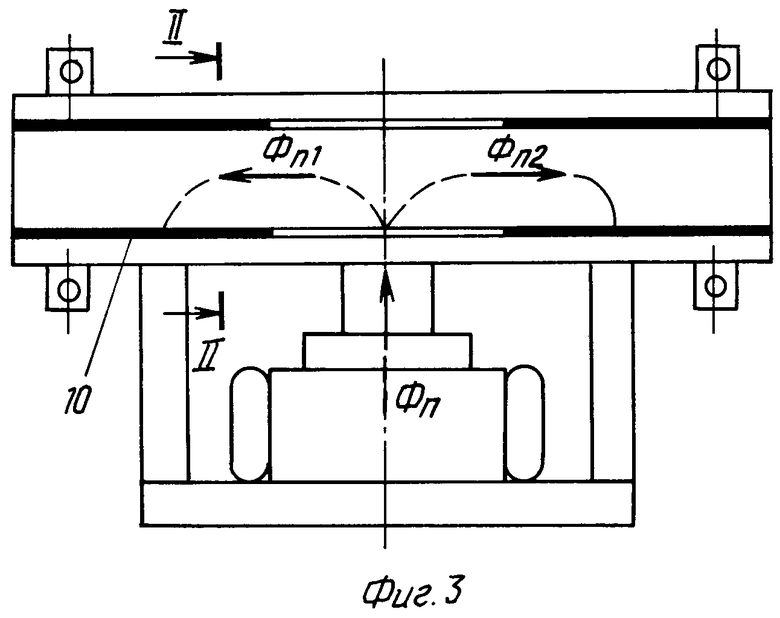
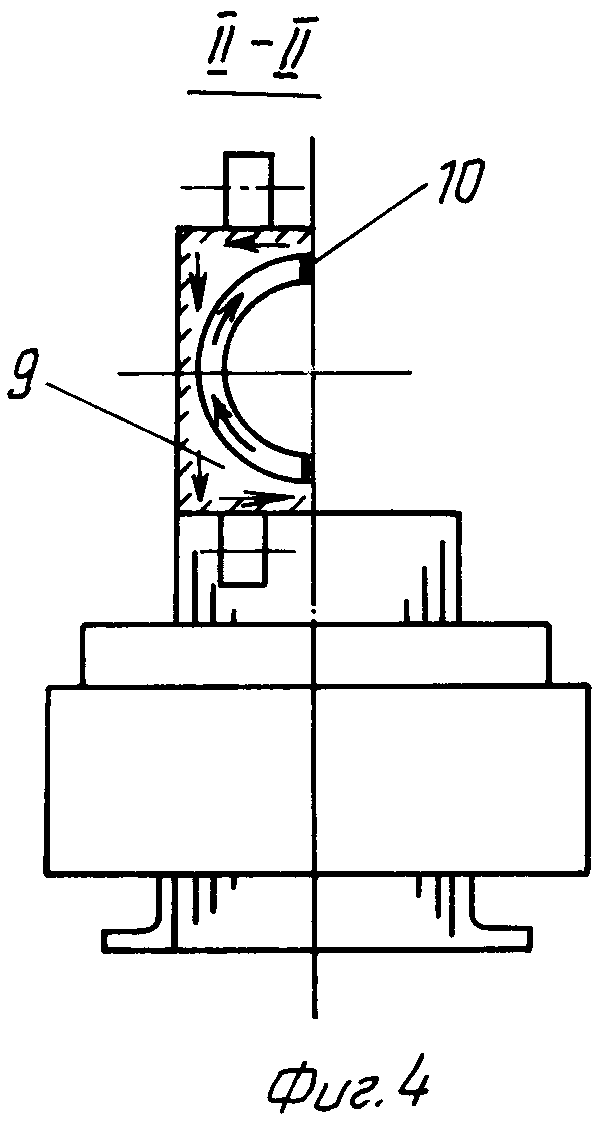
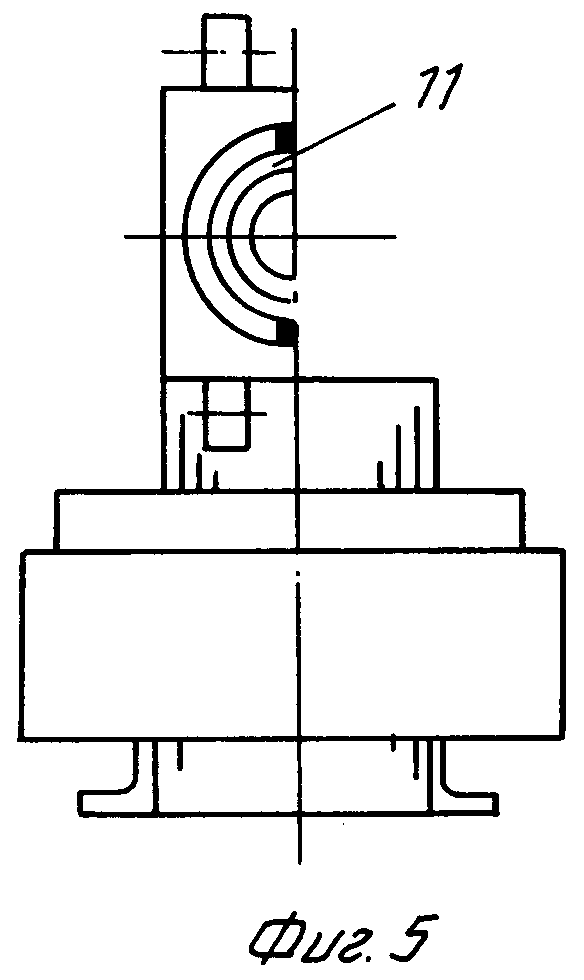
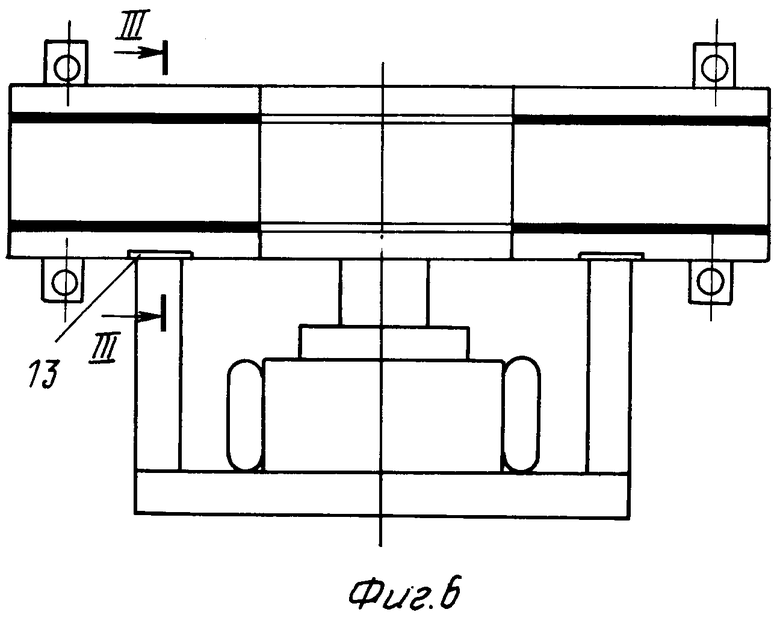
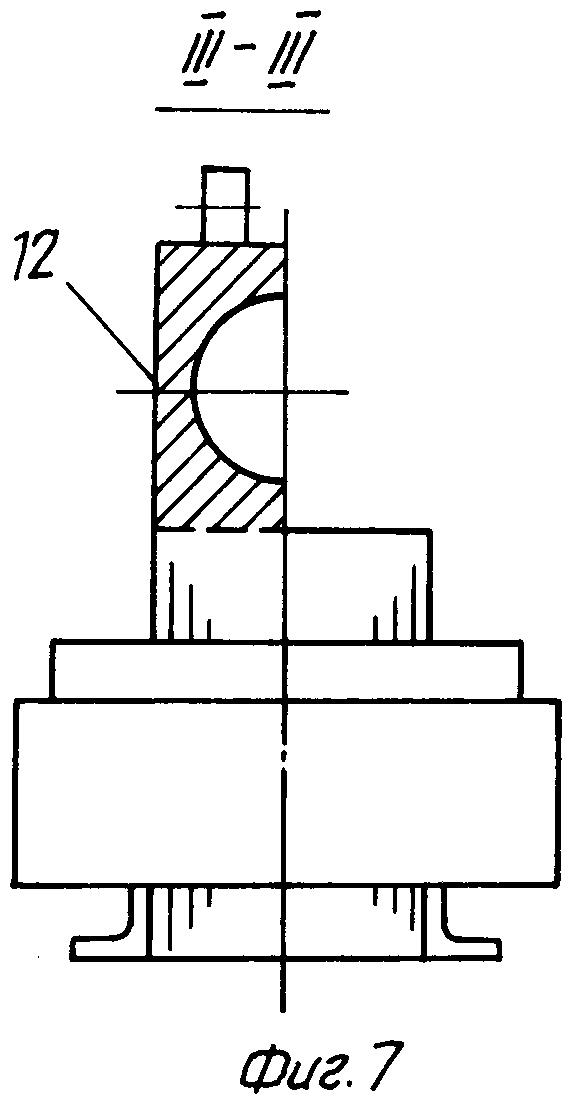
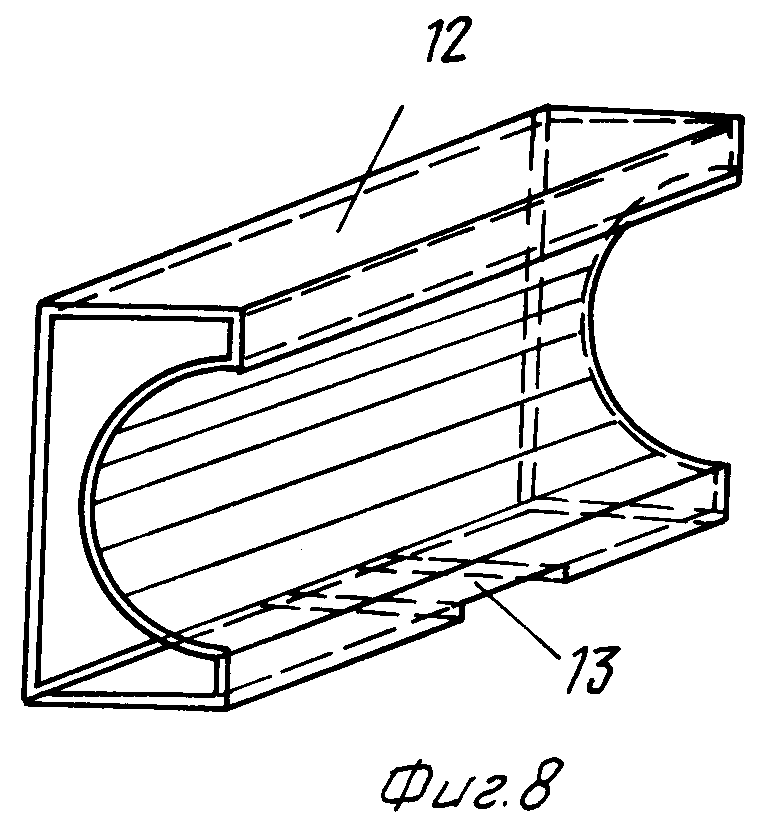
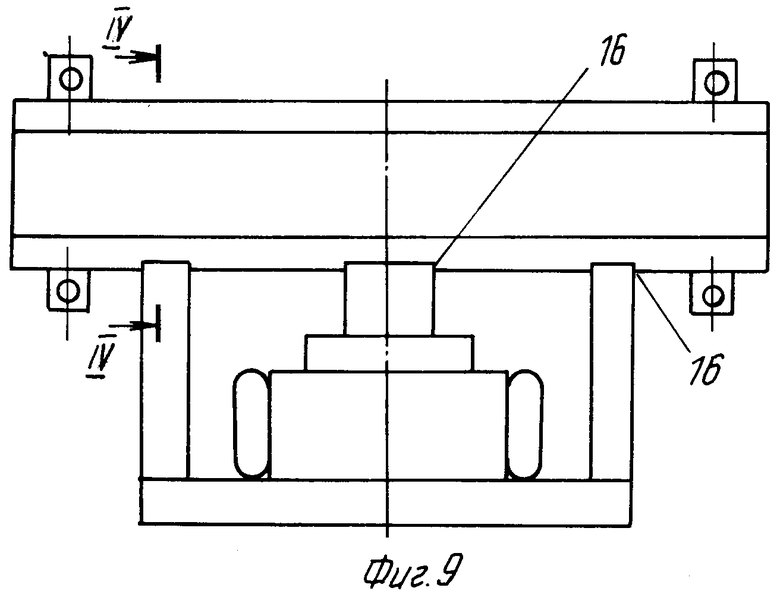
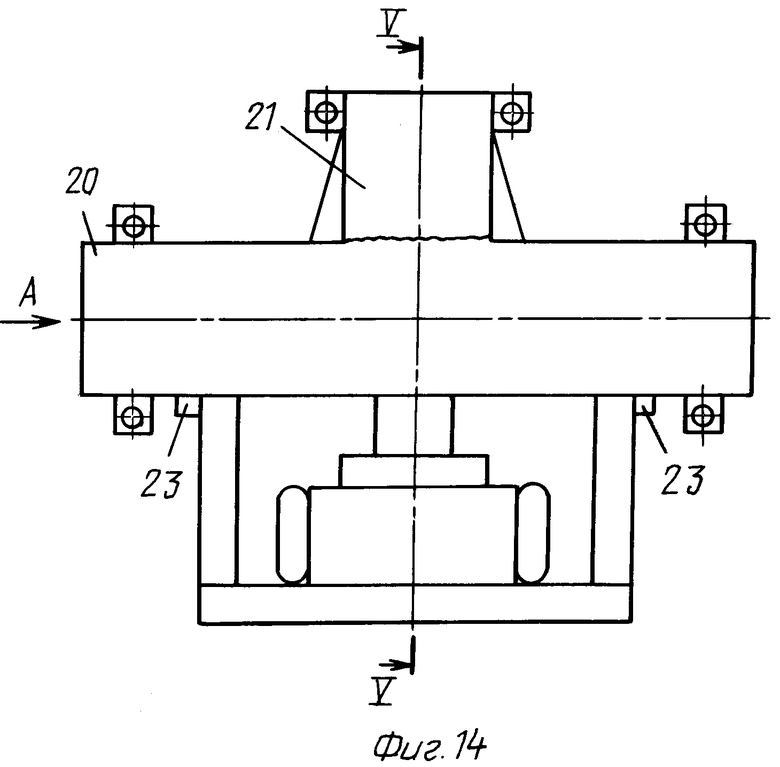
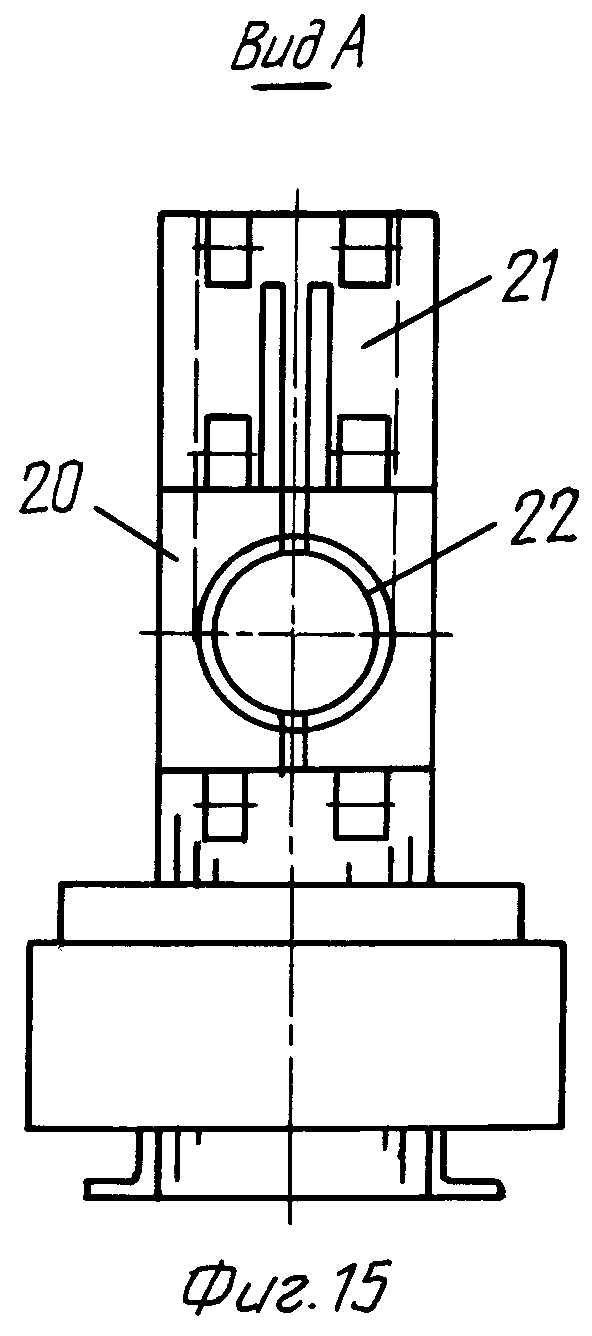
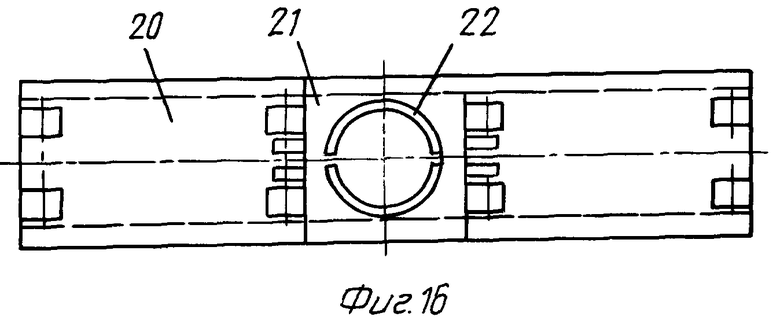
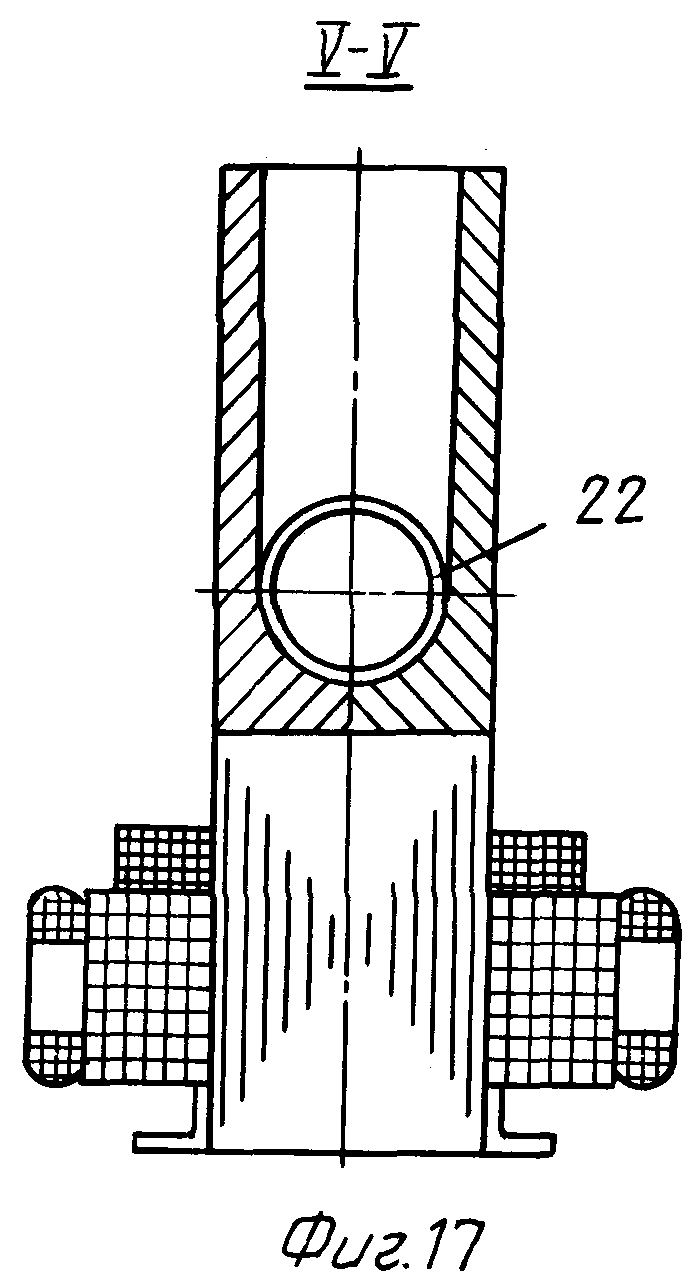
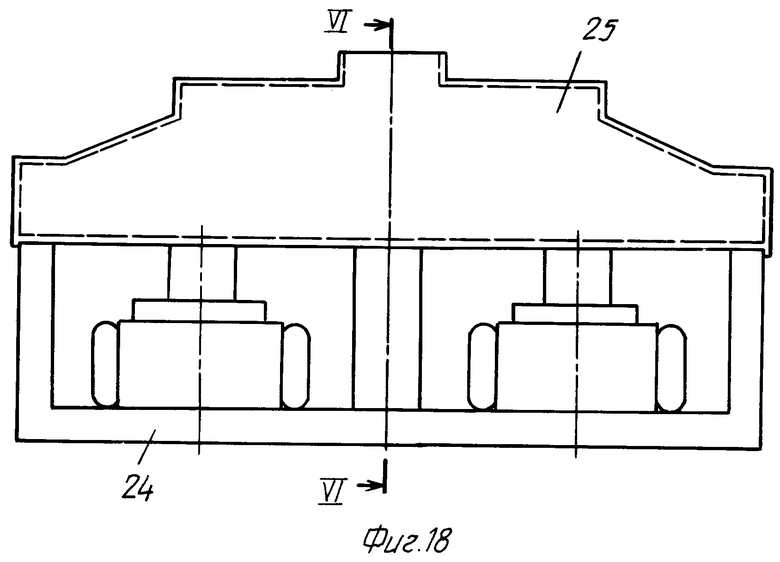
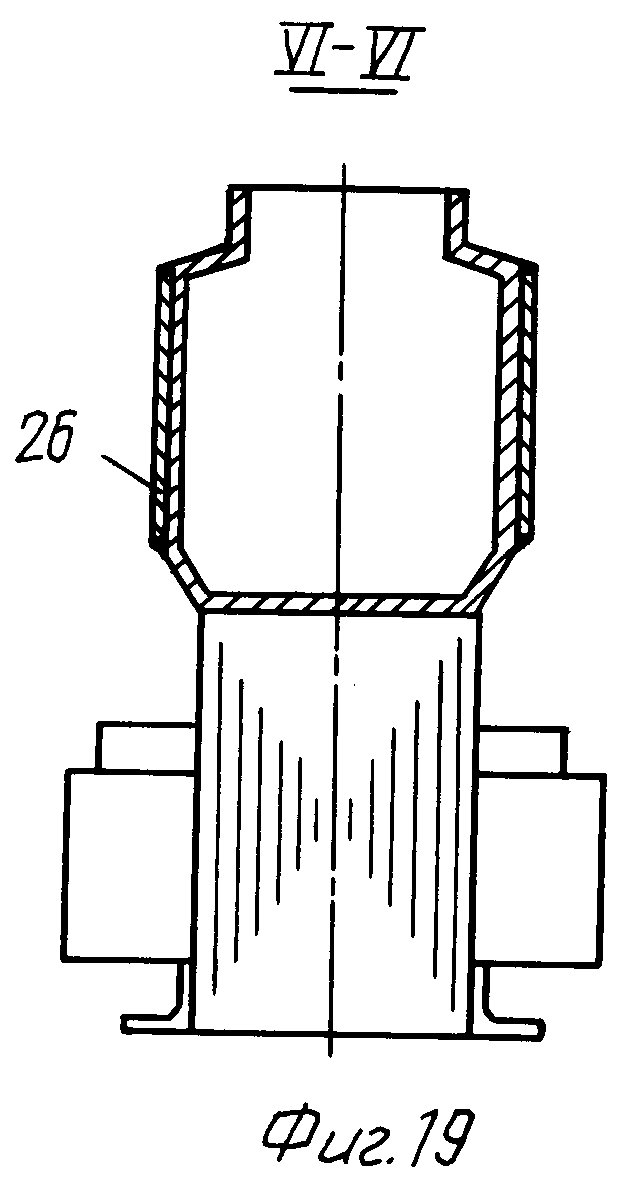
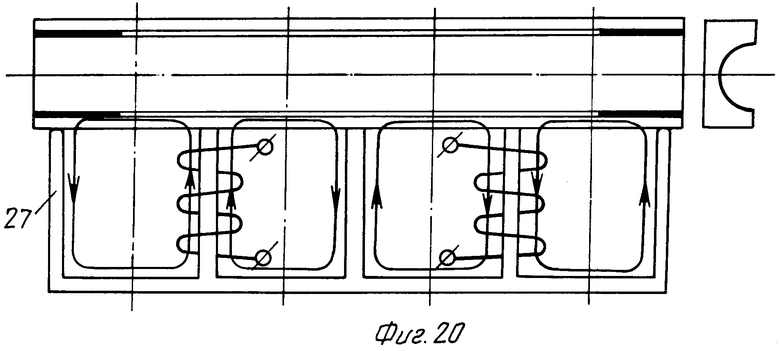
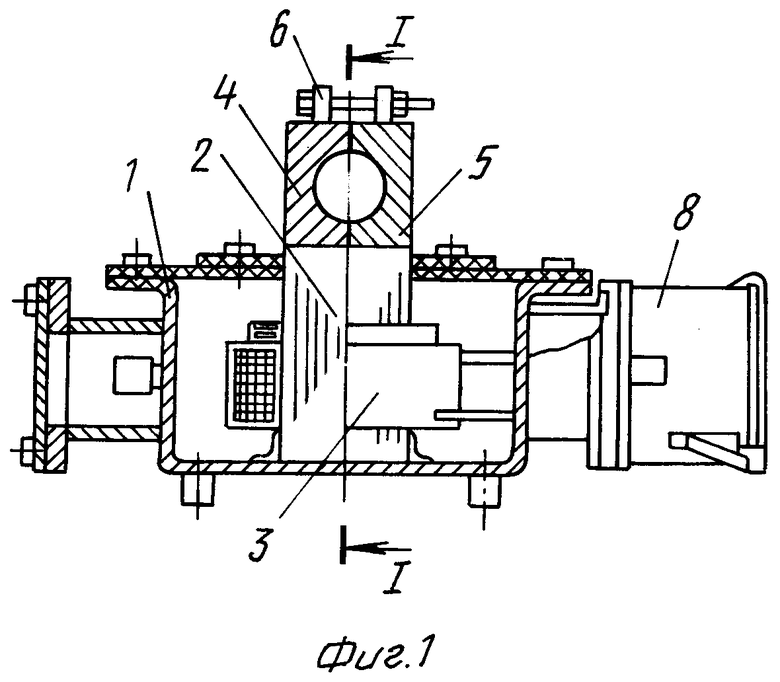
На фиг.1 показан главный вид индукционного аппарата; на фиг.2 - сечение по линии 1-1 фиг.1; на фиг.3, 4, 5 - индуктор с полуформой, содержащий медный вкладыш, электрически соединенный с кромками полуформы; на фиг.4 - сечение по линии II-II фиг.3; на фиг.5 - индуктор с полуформой с установленным в ней вкладышем из меди электрически соединен с кромками стальной полуформы, а затем с установленными вкладышами из металла не опасного по фрикционному искрению; на фиг.6, 7, 8 - индуктор с полуформой, с установленными в области крайних стержней короткозамкнутыми витками, изготовленными из электропроводного и теплопроводного металла, при этом в витках над шихтованными стержнями выполнены прямоугольные отверстия; на фиг.7 - сечение по линии III-III фиг.6; на фиг.8 - изображение короткозамкнутого витка в аксонометрии; на фиг.9, 10, 11 представлен индуктор с полой полуформой, содержащей пакет электротехнической стали; на фиг.10 - сечение по линии IV-IV фиг.9; на фиг.11 - изображение полой полуформы в аксонометрии без установленного пакета электротехнической стали; на фиг.12 - индуктор с двумя полуформами, содержащими электромагнитные шунты по бокам и снизу; на фиг.13 - вид сверху фиг.12; на фиг.14 представлен индуктор с тройниковой пресс-формой; на фиг.15 - вид слева фиг.14; на фиг.16 - вид сверху фиг.14; на фиг.17 - сечение по линии V-V на фиг.14; на фиг.18 - пятистержневой индуктор с установленным на нем коробом для нагрева битумной массы; на фиг.19 - сечение по линии VI-VI на фиг.18; на фиг.20 - пятистержневой индуктор со стальными полуформами и вкладышами из меди, электрически соединенными с кромками стальных полуформ в области крайних стержней шихтованного магнитопровода.
Индукционный аппарат по фиг.1, 2 содержит корпус 1, в котором установлен многостержневой магнитопровод 2, на среднем стержне которого расположена основная катушка 3. На свободных концах магнитопровода размещена разъемная пресс-форма. Она состоит из двух полуформ - 4 и 5. Полуформы скрепляются стяжными устройствами 6. Аппарат имеет блокировочную и компенсационную катушки 7, которые совместно с блоком управления предназначены для защиты аппарата от режима работы с разомкнутой магнитной цепью. Аппарат снабжен штепсельной полумуфтой 8, с помощью которой устройство подключают к питающей сети.
По варианту аппарата, представленного на фиг.3, 4, 5, сплошные стальные полуформы 9 электрически соединены с медными латунными вкладышами по кромкам 10. Последующие вкладыши 11 изготовлены из металла, безопасного по фрикционному искрению.
По варианту аппарата на фиг.6, 7, 8 на полуформах в области крайних стержней установлены два сплошных короткозамкнутых витка 12 из металлов типа меди, латуни, причем в единичных витках выполнены прямоугольные отверстия 13.
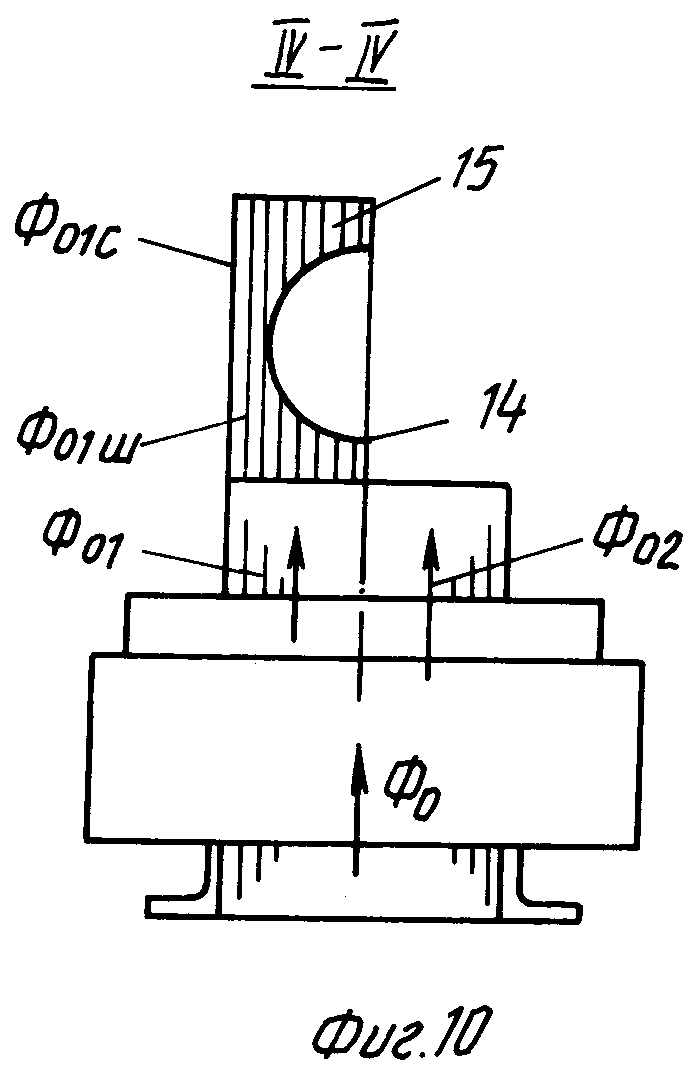
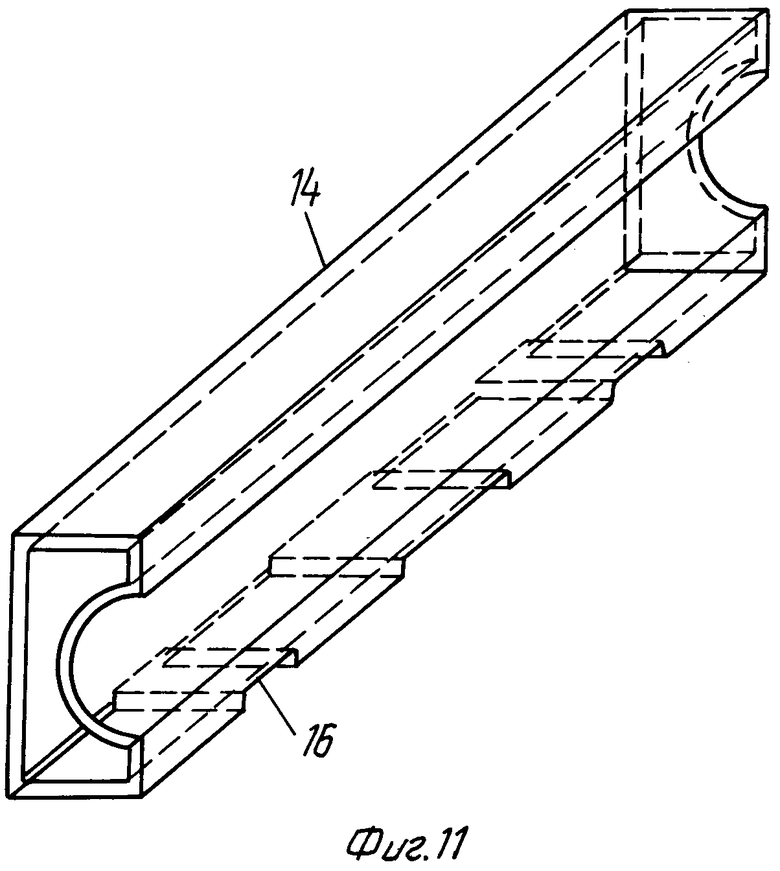
По варианту конструкции аппарата, представленного на фиг.9, 10, 11, в полые стальные полуформы 14 вмонтированы шихтованные магнитопроводы 15, при этом в нижней части полых полуформ профрезерованы прямоугольные отверстия 16, что позволяет устанавливать пресс-форму на стержни шихтованного магнитопровода индуктора.
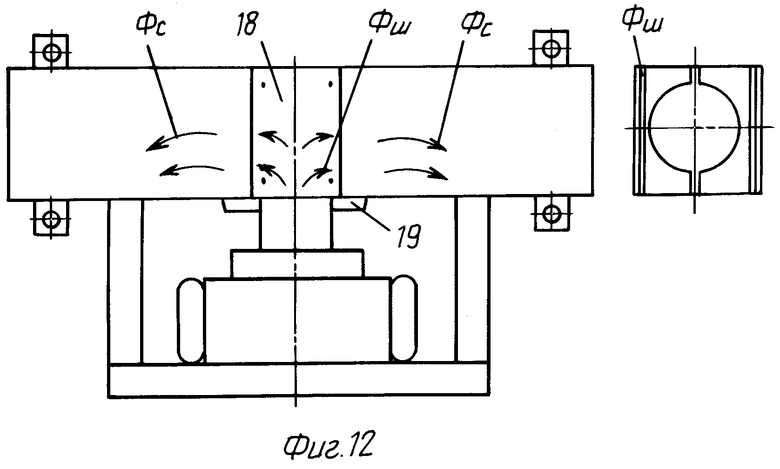
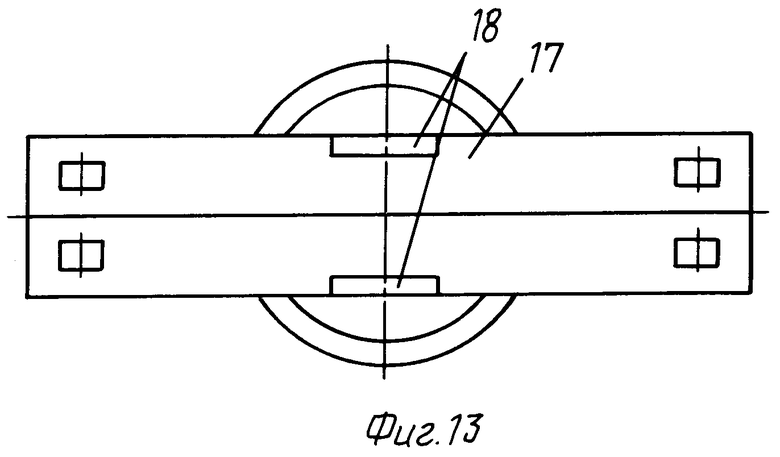
В варианте устройства на фиг.12, 13 в углублениях 17 на боковых поверхностях полуформ, а также на нижних поверхностях полуформ установлены электромагнитные шунты 18 и 19, изготовленные из пакетов электротехнической стали.
В варианте аппарата, предназначенного для ремонта тройниковых осветительных гибких кабелей, на фиг.14, 15, 16, 17 представлена пресс-форма 20 с приваренным верхним патрубком 21, вкладышами 22, ограничителями 23, препятствующими смещению пресс-формы на индукторе.
В варианте аппарата на фиг.18, 19, 20 - пятистержневой индуктор 24 имеет сьемный стальной ферромагнитный короб 25 переменной высоты для обеспечения равномерного нагрева битумной массы с установленными и электрически соединенными со сталью медные или латунные листы 26.
В варианте аппарата, предназначенного для ремонта гибких кабелей вулканизацией, на фиг.20 пятистержневой индуктор 27 имеет съемные полуформы с электрическим соединением медных или латунных вкладышей с кромками стальных полуформ, при этом длина электрического соединения медь-сталь составляет ширину крайнего стержня и половину расстояния между крайним и последующим стержнем.
Устройство по п.1, фиг.3, 4, 5 работает следующим образом. Источником переменного магнитного потока в индукционном аппарате является индуктор; в данном варианте - трехстержневой индуктор /фиг.3/. Переменный магнитный поток ФП протекает через центральный стержень индуктора, а затем разветвляется на каждую полуформу 9 от ее центральной части - к крайней. При этом плотность магнитного потока в центральной части стальной полуформы 9 - наибольшая, а в области полуформ над крайними стержнями резко уменьшается.
Для обеспечения равномерности температурного поля стальных полуформ 9 по их длине и высоте предложено осуществить электрическое соединение, например, сваркой медных или латунных вкладышей 11 с кромками 10 стальных полуформ 9 в местах, прилегающих к крайним стержням.
Вследствие электрического соединения медных вкладышей 11 по кромкам 10 стальной полуформы 9 величина полного сопротивления по периметру металлов сталь-медь резко уменьшается, при этом возрастает величина потока и возрастает нагрев.
Устройство по п.2, фиг.6, 7, 8 работает следующим образом. По конфигурации сечения полуформы устанавливают сплошные короткозамкнутые витки 12, например, из меди или латуни в левой и правой частях полуформ. В витках выполнены прямоугольные отверстия 13, благодаря этому обеспечивается равномерность температурного поля.
Устройство по п.3, фиг.9, 10, 11 работает следующим образом. Источником переменного магнитного потока в индукционном аппарате является индуктор; в данном варианте - трехстержневой индуктор /фиг.9, 10/. Переменный магнитный поток ФО протекает через центральный стержень индуктора, а затем разветвляется на стальные полуформы 14 /Ф01, Ф02/.
Как указывалось, в полые стальные полуформы 14 вмонтированы шихтованные магнитопроводы 15, в нижней части каждой из полуформ 14 профрезерованы три прямоугольных отверстия 16, которые предназначены для установки на три стержня индуктора.
При включении напряжения на катушку индуктора магнитные потоки протекают между:
а/ трехстержневым магнитопроводом и шихтованными магнитопроводами 15 в полых стальных полуформах 14 /поток Ф01Ш/;
б/ трехстержневым магнитопроводом и торцевыми частями стальных полуформ /поток Ф01С/.
Магнитный поток Ф01Ш протекает по шихтованному магнитопроводу 15, охваченному полой стальной полумуфтой 14, по внутренней поверхности которой на определенной глубине протекают вихревые токи, греющие полуформы.
Вторая часть переменного магнитного потока Ф01С протекает от трехстержневого шихтованного магнитопровода непосредственно к стальной оболочке полых полуформ в основном по внешней поверхности стальных полуформ.
Опытами установлено, что выполнение в нижних частях стальных полуформ 14 прямоугольных отверстий 16 обеспечивает снижение перегрева стальных частей полуформ.
Таким образом, нагрев полых полуформ 14 происходит как от вихревых токов, протекающих внутри полуформ, так и по их внешней поверхности, что обеспечивает высокий уровень равномерности температурного поля.
Из этого следует, что система, состоящая из индуктора и полых полуформ 14 со вставленными в них шихтованными магнитопроводами 15, в сущности является особым трансформатором, причем шихтованные магнитопроводы 15, вставленные в полуформы 14, являются ярмами этого трансформатора, а стальные полые оболочки являются короткозамкнутыми единичными витками с определенной величиной полного сопротивления:
где R - активное сопротивление;
Х - индуктивное сопротивление.
Величина вихревых токов во внутренней части полуформ определяется величиной ЭДС Е, а также величиной Z - полного сопротивления.
Устройство по п.4, фиг.12, 13 работает следующим образом. Электромагнитные шунты 18 установлены в углублениях 17 на боковых поверхностях полуформ, дополнительно к этому шунты 19 установлены на нижних поверхностях полуформ.
По электромагнитным шунтам 18, 19 протекает переменный магнитный поток ФШ, что позволяет уменьшить магнитный поток и нагрев центральной части стальных полуформ. За пределами центральных шунтов 18, 19 протекают полные магнитные потоки ФС по сплошной части стальных полуформ.
Таким образом достигается более высокая равномерность температурного поля как по длине, так и по высоте стальных полуформ.
Устройство по п.5, фиг.14, 15, 16, 17 предназначено для вулканизации тройникового гибкого кабеля. При этом снимают шланговую оболочку гибкого кабеля и изоляцию жил, затем сваривают вертикально и горизонтально расположенные медные жилы. После этого прочно обматывают медные жилы сырой резиной в области тройникового кабеля и устанавливают в пресс-формы. Затем производят вулканизацию такого тройника для обеспечения его прочности и влагонепроницаемости.
Устройство по п.6, фиг.18, 19, 20 работает следующим образом. На пятистержневой индуктор 24 могут быть установлены:
- стальной короб 25, предназначенный для нагрева битумной массы и заливки кабельных муфт бронированных кабелей /до 180-200°С/;
- стальные полуформы для ремонта гибких кабелей с установленными на них короткозамкнутыми витками из электропроводного металла, например из меди, причем витки установлены в левой и правой частях полуформ;
- стальные полуформы /фиг.20/, медные вкладыши которых электрически соединены с кромками стали, при этом обеспечивается высокое качество вулканизации шланговых оболочек гибких кабелей.
Таким образом предлагаемое изобретение обеспечивает высокую равномерность температурного поля вулканизируемых, прессуемых и нагреваемых изделий, позволяет снизить расход дорогостоящей меди, значительно расширяет область подлежащих ремонту изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разогрева припоя | 1980 |
|
SU936467A1 |
| Индукционный нагреватель ферромагнитных деталей типа плиты | 1982 |
|
SU1072293A1 |
| Устройство для ремонта кабеля | 1976 |
|
SU625280A1 |
| Нагрузочное устройство для испытания генераторов переменного тока | 1972 |
|
SU466559A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИНДУКЦИОННОГО НАГРЕВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2221877C1 |
| ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ ТЕКУЧИХ СРЕД | 2017 |
|
RU2667515C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ПРИБОР | 1992 |
|
RU2007895C1 |
| ПРОТОЧНЫЙ ПОДОГРЕВАТЕЛЬ ЖИДКОСТИ ИНДУКЦИОННОГО ТИПА (ВАРИАНТЫ) | 2002 |
|
RU2240658C2 |
| ЭЛЕКТРОВОДОНАГРЕВАТЕЛЬ ТРАНСФОРМАТОРНОГО ТИПА | 2001 |
|
RU2218675C2 |
| Датчик скорости электропроводной полосы | 1975 |
|
SU575569A1 |
Изобретение относится к области электротехники и касается особенностей конструктивного выполнения индукционных аппаратов для соединения и ремонта кабелей. Сущность изобретения состоит в том, что индукционный аппарат содержит шихтованный магнитопровод с нечетным количеством стержней, на каждом из которых расположены катушки индуктора, две стальные ферромагнитные полуформы с вкладышами, установленные на свободных концах магнитопровода, плоскость разъема полуформ совпадает с направлением магнитного потока в упомянутых стержнях. На внешних поверхностях полуформ установлены электромагнитные шунты из набора пластин электротехнической стали, в полуформах только первый медный или латунный вкладыш электрически соединен с их кромками, причем данное электрическое соединение выполнено как в левой, так и в правой частях полуформ, а его суммарная длина составляет ширину крайнего стержня и половину расстояния между крайним и центральным стержнями. Последующие вкладыши для полуформ изготовлены из металлов, которые не опасны по фрикционному искрению. Технический результат - расширение области использования и снижение расхода дорогостоящей меди путем обеспечения высокой равномерности температурного поля, создаваемого индукционным аппаратом. 4 з.п. ф-лы, 20 ил.
| US 4128367 A, 05.12.1978 | |||
| Индукционный вулканизатор | 1959 |
|
SU131005A1 |
| ИНДУКЦИОННАЯ НАГРЕВАТЕЛЬНАЯ УСТАНОВКА | 1996 |
|
RU2103843C1 |
| РАЗЪЕМНЫЙ ИНДУКТОР | 1999 |
|
RU2174291C2 |
| Индукционное нагревательное устройство | 1988 |
|
SU1629994A1 |
| Методическая индукционная установка для сквозного нагрева заготовок из спецсталей | 1983 |
|
SU1152096A1 |
| US 4388510 A, 14.06.1983 | |||
| US 3619566 A, 09.11.1971. | |||

