Изобретение относится к области металлургии, в частности к индукционному нагреву длинномерных изделий, и может быть использовано при термообработке прутков, проволоки и других изделий перед обработкой их давлением.
Широко известны способы для непрерывного индукционного нагрева, предназначенные для термообработки, в частности закалки, длинномерных профильных изделий, заключающиеся в протягивании изделия в электромагнитном поле индуктора таким образом, что часть его охватывается индуктором, при этом изделие образует контур, являющийся короткозамкнутым витком. Нагрев движущегося изделия осуществляется в электромагнитном поле токами высокой частоты (см. а. с. СССР 1280025, по М. кл. C 21 D 1/42 и а.с. СССР 1431336, по М. кл. C 21 D 1/42).
В описаниях к упомянутым изобретениям приведены устройства для осуществления способов непрерывной термообработки. Известные устройства содержат нагреватель, выполненный в виде индуктора, подающий, приемный и промежуточный ролики, электрически связанные между собой, при этом индуктор установлен так, что охватывает часть промежуточного ролика.
Известные способы имеют следующие недостатки. С помощью известных способов может быть произведен индукционный нагрев изделий малого сечения и не эффективен нагрев массивных изделий, протягиваемых с достаточно большой скоростью, которая необходима, например, в линиях непрерывной прокатки катанки для кабельной продукции.
Известные устройства имеют следующие недостатки. Известные устройства работают от источников тока высокой частоты и требуют дополнительного оборудования для преобразования частоты. Кроме того, известные устройства не обеспечивают эффективный нагрев массивных изделий с большой скоростью.
Известен способ непрерывного индукционного нагрева длинномерных изделий, приведенный в описании изобретения а.с. СССР 590346, по М. кл. C 21 D 1/40, заключающийся в протягивании изделия в электромагнитном поле вокруг цилиндрического тела с образованием изделием по крайней мере части короткозамкнутого витка - вторичной обмотки трансформатора.
Недостатком известного способа является низкая эффективность в случае использования его для нагрева относительно массивных изделий вследствие наличия больших электромагнитных полей рассеяния, которые ослабляют основной магнитный поток, пронизывающий контур, образуемый частью нагреваемого изделия и средствами, служащими для получения короткозамкнутого витка.
В описании к упомянутому изобретению приведено устройство для индукционного электроконтактного нагрева длинномерных изделий, в частности проволоки, содержащее магнитопровод с обмоткой, цилиндрическое тело и ролики, электрически соединенные между собой и попарно установленные на общем электропроводном валу.
Недостатком известного устройства является неэффективный нагрев относительно массивных изделий, обусловленный не только расположением короткозамкнутого витка на той части магнитопровода (ярме), в которой ослаблен основной магнитный поток, но и тем, что электрический ток протекает только частично по полезной нагрузке - изделию, а частично - по проводникам, предназначенными для замыкания короткозамкнутого витка. К тому же большая площадь, охватываемая контуром изделия и включающая цилиндрическое тело, еще более увеличивает потоки рассеяния и, соответственно, - реактивную мощность, для компенсации которой необходимы дополнительные дорогостоящие конденсаторные батареи.
Наиболее близким к заявляемым способам является способ непрерывного индукционного нагрева длинномерных изделий, приведенный в описании к изобретению SU 110587 А, кл. C 21 D 9/52, 10.06.1958, заключающийся в протягивании изделия в электромагнитном поле вокруг цилиндрического тела с образованием изделием короткозамкнутого витка - вторичной обмотки трансформатора.
Недостатком известного способа является низкая эффективность в случае использования его для нагрева относительно массивных изделий вследствие наличия больших электромагнитных полей рассеяния, которые ослабляют основной магнитный поток, пронизывающий короткозамкнутый виток, образуемый изделием и электропроводной вставкой по образующей диэлектрического барабана. Существенным недостатком является и то, что при протекании больших токов по короткозамкнутому витку появляется искрение, что отрицательно сказывается на качестве поверхности нагреваемых изделий.
Наиболее близким к предлагаемому устройству по наибольшему количеству существенных признаков и достигаемому результату является устройство для индукционного нагрева длинномерных изделий, в частности проволоки, содержащее замкнутый магнитопровод с обмоткой, диэлектрический барабан - цилиндрическое тело и электропроводную вставку, расположенную на поверхности барабана по его образующей и служащей для образования изделием короткозамкнутого витка (SU 110587 А, кл. C 21 D 9/52, 10.06.1958).
Недостатком известного устройства является неэффективный нагрев относительно массивных изделий, обусловленный не только расположением короткозамкнутого витка на той части замкнутого магнитопровода (ярме), в которой ослаблен основной магнитный поток, но и тем, что при протекании большого электрического тока в короткозамкнутом витке появляется недопустимое искрение, что отрицательно влияет на качество поверхности изделия.
В основу настоящего изобретения положена задача повышения эффективности нагрева массивных изделий и увеличения за счет этого производительности (скорости протягивания изделий).
1. Поставленная задача решается тем, что в способе непрерывного индукционного нагрева длинномерных изделий, по которому изделие протягивают в электромагнитном поле трансформатора с магнитопроводом таким образом, что изделие охватывает цилиндрическое тело, и нагревают за счет энергии, выделяющейся в короткозамкнутом витке - вторичной обмотке трансформатора, согласно изобретению проводят индукционный нагрев цилиндрического тела, при этом оно выполнено из электропроводного материала и является короткозамкнутым витком. Нагрев изделия осуществляется косвенно от предварительно разогретого цилиндрического тела благодаря механическому контакту между ними при протягивании изделия с усилием.
2. Поставленная задача решается тем, что в способе непрерывного индукционного нагрева длинномерных изделий, по которому изделие протягивают в электромагнитном поле трансформатора с магнитопроводом таким образом, что изделие охватывает цилиндрическое тело, и нагревают за счет энергии, выделяющейся в короткозамкнутом витке - вторичной обмотке трансформатора, согласно изобретению проводят индукционный нагрев изделия с образованием самим изделием короткозамкнутого витка, при этом изделие огибают вокруг дополнительного электропроводного цилиндрического тела. В этом случае осуществляется прямой нагрев изделия, т.е. непосредственно при протекании тока по изделию.
3. Поставленная задача решается тем, что в устройстве для непрерывного индукционного нагрева длинномерных изделий, содержащем магнитопровод с обмоткой и цилиндрическое тело, согласно изобретению цилиндрическое тело выполнено из электропроводного материала и размещено соосно стержню - участку магнитопровода с обмоткой. Электропроводное цилиндрическое тело, находясь в зоне магнитного потока, является таким образом короткозамкнутым витком - вторичной обмоткой трансформатора. Магнитный поток, проходящий по стержню магнитопровода, наводит электрический ток в цилиндрическом теле, которое разогревается само и передает тепло теплопроводностью протягиваемому через него и огибающему его изделию. Эффективность косвенного нагрева по данному варианту может быть повышена при использовании двух- или трехстержневых трансформаторов.
4. Поставленная задача решается тем, что устройство для непрерывного индукционного нагрева длинномерных изделий, содержащее магнитопровод с обмоткой и цилиндрическое тело, согласно изобретению снабжено дополнительным электропроводным цилиндрическим телом, а цилиндрическое тело размещено соосно стержню магнитопровода и выполнено из неэлектропроводного материала. Дополнительное электропроводное цилиндрическое тело может быть размещено как на магнитопроводе, так и вне его. Изделие, последовательно огибая электропроводное и неэлектропроводное цилиндрическое тело, образует короткозамкнутый виток - вторичную обмотку трансформатора благодаря электрическому контакту с электропроводным цилиндрическим телом. В устройстве, когда дополнительное электропроводное цилиндрическое тело размещено вне магнитопровода, осуществляется только прямой нагрев изделия. В устройстве, когда дополнительное электропроводное цилиндрическое тело размещено на магнитопроводе, нагрев изделия осуществляется как за счет теплового действия тока, наводимого в короткозамкнутом витке, образуемом самим изделием, так и за счет теплопередачи теплопроводностью от дополнительного электропроводного цилиндрического тела. При этом в изделии выделяется максимальная мощность, поскольку виток, образованный изделием, благодаря оптимальному расположению относительно первичной обмотки трансформатора, пронизывается максимальным магнитным потоком.
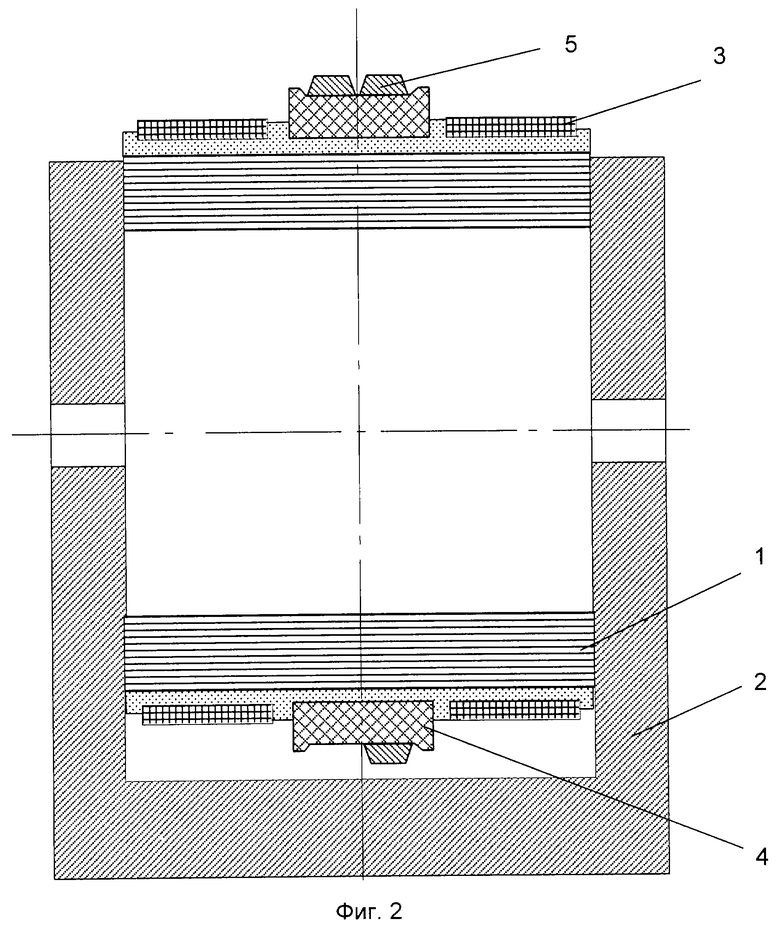
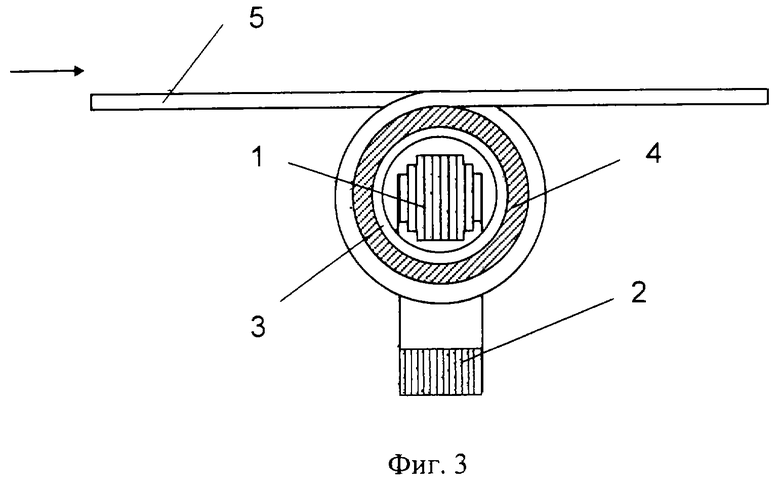
На фиг. 1 показано предлагаемое устройство, реализующее способ индукционного нагрева длинномерных изделий косвенным путем (в соответствии с вариантом 1), общий вид; на фиг.2 представлен вертикальный разрез устройства, изображенного на фиг. 1; на фиг.3 показана схема устройства, выполненного по этому же варианту при использовании одностержневого трансформатора; на фиг.4 изображена схема устройства при использовании двухстержневого трансформатора, а на фиг.5 - трехстержневого. На фиг.6 показана схема устройства для осуществления способа в соответствии с вариантом 2 - прямой нагрев; на фиг.7 - схема устройства для осуществления способа в соответствии с вариантом 2 - комбинированный нагрев изделия, когда одновременно производится прямой и косвенный нагрев.
Устройство для непрерывного индукционного нагрева длинномерных изделий по варианту 1 (фиг.1-фиг.5) содержит магнитопровод, состоящий из цилиндрического стержня 1 и прямоугольного ярма 2, первичную обмотку 3, подключенную к источнику тока промышленной частоты. Цилиндрическое тело 4, образующее короткозамкнутый виток - вторичную обмотку трансформатора и являющееся нагревателем, выполнено из электропроводного материала и имеет паз, ограничивающий боковой сдвиг нагреваемого изделия 5. Эффективность нагрева изделия повышается в устройствах косвенного нагрева при использовании источников промышленной частоты двух- или трехфазного тока. В этом случае магнитопровод имеет две или три обмотки, расположенные на его стержнях и, соответственно, два или три электропроводных цилиндрических тела, которые изделие огибает при своем поступательном движении.
Устройство для непрерывного индукционного нагрева длинномерных изделий по варианту 2 (фиг.6) содержит магнитопровод, состоящий из стержня 1 и ярма 2. Первичная обмотка 3, расположенная на стержне 1, подключена к источнику тока промышленной частоты. Здесь же, на стержне 1 и соосно ему, расположено неэлектропроводное цилиндрическое тело 4, выполненное из температуростойкого материала. Изделие 5 огибает последовательно часть дополнительного электропроводного цилиндрического тела 6, которое выполнено, например, из меди и размещено вне магнитопровода, затем - неэлектропроводное цилиндрическое тело 4 и снова - дополнительное электропроводное цилиндрическое тело 6, образуя тем самым короткозамкнутый вторичный виток, в котором и наводится ток, нагревающий изделие до требуемой температуры.
Устройство для непрерывного индукционного нагрева длинномерных изделий по варианту 2 (фиг.7), реализующее комбинированный нагрев, содержит магнитопровод, включающий ярмо 2 и стержни 1 и 7, на каждом из которых соответственно расположена первичная обмотка 3. Дополнительное электропроводное цилиндрическое тело 6, изготовленное из меди, расположенное на стержне 7 и соосно ему, выполняет две функции: электрического контакта для образования изделием короткозамкнутого витка и нагревателя. Цилиндрическое тело 4, расположенное на стержне 1, выполнено из неэлектропроводного температуростойкого материала. Изделие 5, образуя короткозамкнутый виток вокруг цилиндрического тела 4, одновременно разогревается как напрямую, за счет наведенного в нем тока, так и косвенно, благодаря теплопроводности - от разогретого цилиндрического тела 6.
Работа устройства, реализующего способ индукционного нагрева длинномерных изделий по варианту 1, происходит следующим образом. Изделие 5 (заготовка из алюминиевого сплава трапециевидного сечения), которое перед очередным этапом пластической деформации подлежало нагреву, огибали вокруг электропроводного цилиндрического тела 4, при этом оно проходило через окно магнитопровода вокруг стержня 1, на котором расположена первичная обмотка 3. На первичную обмотку 3 подавали напряжение промышленной частоты. Изделие 5 протягивали со скоростью 15-17 м/мин. Температура входного участка изделия 5 составляла 450oС, а выходного - 530oС. Для обеспечения требуемой температуры на выходном участке изделия 5 в цилиндрическом теле 4, имеющем внешний диаметр 1200 мм, изготовленном, например, из меди и служащем в данном случае нагревателем, поддерживали температуру 600-620oС. Нагрев протягиваемого изделия осуществлялся за счет теплопроводности благодаря механическому контакту между широкой стороной изделия 5 и поверхностью цилиндрического тела 4.
Работа устройства, реализующего способ индукционного нагрева длинномерных изделий по варианту 2 (прямой нагрев), происходит следующим образом. Изделие 5, огибая часть дополнительного электропроводного цилиндрического тела 6, выполненного, например, из меди, последовательно протягивали вокруг цилиндрического тела 4, выполненного из неэлектропроводного материала, в качестве которого был использован температуростойкий материал. Затем, по ходу движения, изделие снова огибали вокруг электропроводного тела 6, образуя короткозамкнутый виток. Таким образом, благодаря электрическому контакту с телом 6, изделие 5 образовывало короткозамкнутый виток, в котором наводился электрический ток, приводящий к разогреву его до требуемой температуры 530oС.
Работа устройства, реализующего способ индукционного нагрева длинномерных изделий по варианту 2 (комбинированный нагрев), происходит следующим образом. Изделие 5 последовательно заправляли в устройство: сначала его, огибая часть электропроводного цилиндрического тела 6, протягивали вокруг цилиндрического тела 4, выполненного из неэлектропроводного материала, затем, по ходу движения, - снова огибали электропроводное цилиндрическое тело 6. Изделие 5 образовывало короткозамкнутый виток благодаря электрическому контакту с поверхностью электропроводного цилиндрического тела 6. После этого включали привод тяги изделия 5 и подавали переменное напряжение на первичную обмотку 3. При этом в короткозамкнутом витке, образованном изделием 5, и в электропроводном цилиндрическом теле 6 наводился ток. Таким образом, участок изделия в пределах короткозамкнутого витка нагревался напрямую током, а участок изделия, огибающий предварительно разогретое током цилиндрическое тело 6, дополнительно нагревался косвенно при механическом контакте с ним. Изделие протягивали со скоростью, необходимой для его нагрева до требуемой температуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционного нагрева изделий | 1989 |
|
SU1760656A1 |
| ЭЛЕКТРОВОДОНАГРЕВАТЕЛЬ ТРАНСФОРМАТОРНОГО ТИПА | 2002 |
|
RU2235445C2 |
| ЭЛЕКТРОВОДОНАГРЕВАТЕЛЬ ТРАНСФОРМАТОРНОГО ТИПА | 2001 |
|
RU2226046C2 |
| ЭЛЕКТРОВОДОНАГРЕВАТЕЛЬ ТРАНСФОРМАТОРНОГО ТИПА | 2001 |
|
RU2226045C2 |
| Индукционный нагреватель электропроводной текучей среды | 1982 |
|
SU1089768A1 |
| Индукционное нагревательное устройство | 1990 |
|
SU1762422A1 |
| ИНДУКЦИОННЫЙ ЭЛЕКТРОКОТЕЛ В.Ф.КОРОЛЯ | 1991 |
|
RU2043577C1 |
| Установка для индукционного нагрева проволоки | 1979 |
|
SU899674A1 |
| СПОСОБ НАГРЕВА ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2831575C2 |
| ИНДУКЦИОННЫЙ АППАРАТ ДЛЯ СОЕДИНЕНИЯ И РЕМОНТА КАБЕЛЕЙ | 2003 |
|
RU2251227C1 |




Изобретение относится к технологии и оборудованию для термической обработки металлов. В способе непрерывного индукционного нагрева длинномерных изделий протягивают в электромагнитном поле трансформатора с магнитопроводом изделие, охватывающее цилиндрическое тело и нагревающееся за счет энергии, выделяющейся в короткозамкнутом витке - вторичной обмотке трансформатора. Проводят индукционный нагрев цилиндрического тела, выполненного из электропроводного материала и являющегося короткозамкнутым витком трансформатора или изделия с образованием самим изделием короткозамкнутого витка путем его огибания вокруг дополнительного электропроводного тела. Устройство для индукционного нагрева длинномерных изделий содержит магнитопровод с обмоткой и цилиндрическое тело. В устройстве косвенного нагрева цилиндрическое тело выполнено из электропроводного материала и размещено соосно участку магнитопровода с обмоткой. Устройство прямого нагрева снабжено дополнительным электропроводным цилиндрическим телом, а основное цилиндрическое тело размещено соосно участку магнитопровода с обмоткой и выполнено из неэлектропроводного материала. Изобретение позволяет повысить эффективность нагрева массивных изделий и увеличить за счет этого производительность. 4 с.п. ф-лы, 7 ил.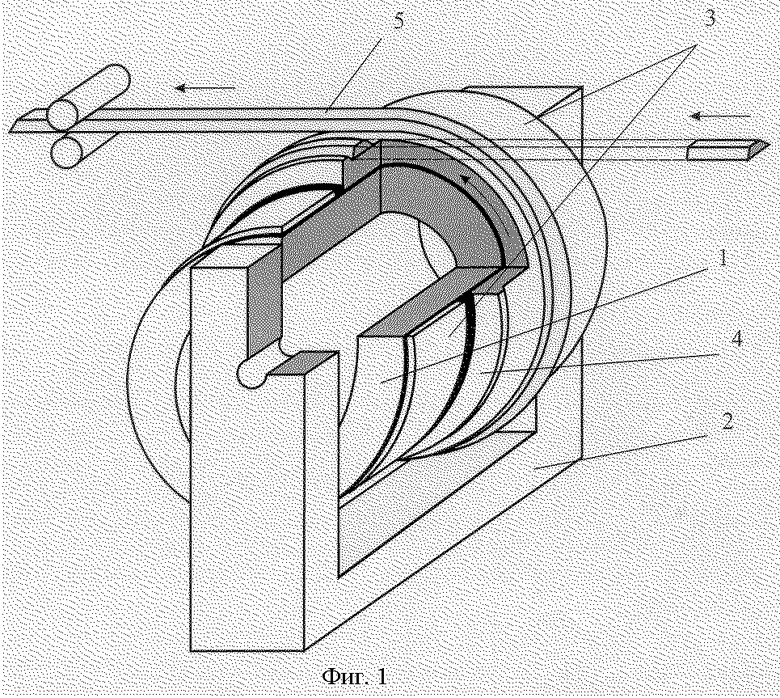
| Устройство для непрерывного отжига проволоки | 1957 |
|
SU110587A1 |
| Камера для термической обработки нитей типа эластик | 1959 |
|
SU129265A1 |
| Устройство для непрерывно-последовательной закалки профильных изделий из проволоки малого сечения | 1985 |
|
SU1280025A1 |
| Устройство для непрерывно-последовательного индукционного нагрева ленты | 1974 |
|
SU544685A1 |
| US 3574005 А, 06.04.1971 | |||
| DE 3201352 А1, 18.11.1982. | |||

