Изобретение относится к уст1)оГ1ствам для индукционного нагрева металлических заготовок, например, под обработку давлением. Известны методические индукционные установки сквозного нсирева, содержащие индуктор с зонами предварительного и конечного нагрева заготовок и систему питания с двумя источниками, каждый из которых подключен к одной из зон индуктора 1 1. Однако в стационарном режиме, работы установки значительньй перепад температур по сечению нагреваемых заготовок (свыше ) недопустимым для некоторых марок спецсталей в переходном режиме после кратковременных остановок (от 0,5 до 10 мин) возможен перегрев второй или третьей заготовки, считая от выхода индуктора или недогрев4 первой от выхода заготовки в зависимости от настройки системы регулирования температуры. Наиболее близкой к изобретению по технической сущности является индукционная методическая нагревательная установка, содержаицая многозонный индуктор с зонами ударного нагре ва, зоной термостатирования и зоной высокотемпературного нагрева, подклю ченными к источникам питания 2. Недостатком установки является сложность системы питания и управления особенно в переходных режимах. Кроме того,применение индивидуальных источников питания индукторов каждой зоны снижает надежность установки и повышает ее стоимость. Цель изобретения - повышение качества нагрева путем перераспределеНИН мощности по зонам и упрощение установки. Поставленная цель достигается тем что в методической индукционной установке для сквозного нагрева заготовок из спецсталей, содержащей мно гозонный индуктор с зонами ударного нагрева, зоной термостатирования и зоной высокотемпературного нагрева, подключеиньми к источникам питания, шаг намотки витков индуктора зоны термостатирования составляет 1,4-1, шага зоны высокотемпературного нагрева, а длина зоны термостатировани составляет 3,3-5,3 длины зоны высокотемперафурного нагрева, причем эти зоны соединены последовательно и подключены к одному источнику питания. На фиг. 1 показана установка, общий вид- на фиг, 2 и 3 - графики экспериментальных исследований для предложенной установки. Установка содержит зоны ударного нагрева 1, термостатирования 2 и высокотемпературного нагрева 3, снабженр1ые .цилиндрическими индукторами 4-6 и систему питания, содержащ то источники питания 7 и 8. Индуктор 5 зоны термостатирования имеет шаг витков а больший, чем шаг витков индуктора зоны высокотемпературного нагрева в 1,4-1,6 раза, а диаметр этих индукторов одинаков. Индуктор 5 зоны термостатирования имеет длину Л , которая равна 3,35,3 Б - длины зоны высокотемпературного нагрева. Индукторы зон термостатирования и высокотемпературного нагрева, как правило, выполнены из медной трубки одинакового прямоугольного сечения, причем индуктор зоны термостатирования намотан широкой стороной сечения трубки к нагреваемой детали, а индуктор зоны высокотемпературного нагрева - узкой стороной. Установка работает следующим образом. В стационарном режиме холодные () заготовки 9 подаются в индуктор 4 зоны 1 ударного нагрева и равномерно перемещаются внутри индуктора в осевом направлении, указанном стрелкой на фиг. 1. Затем заготовки поступают в зону 2 термостатирования и зону 3 высокотемпературного нагрева, в зону 1 одновременно подаются холодные заготовки. Заготовки имеют простые сеченая (круг, квадрат и др.). В конце зоны 1 поверхность заготовок нагревается за счет индуктируемых токов до 800-850С. При этом температура центра сечения заготовок ниже на 180-200°С, чем температура поверхности. В зоне 2 происходит выравнивание температур по сечению заготовки. На выходе из зоны 2 поверхность заготовок имеет температуру 900-950С, а центр - на 40-50°С ниже. В зоне 3 заготовки догреваются до ковочной температуры и на выходе имеют температуру 1100-1250С и перепад по сечению не более 50°С. Указанный температурный режим обеспечивается подбором мощности и частоты тока, подводимой к индукторам каждой 3 зоны. Причем зона 1 питается источником питания 8, в качестве которого может быть применен машинньй генератор, тиристорный преобразователь час тоты или сеть централизованного пита ния. Мощность, потребляемая зоной 1, определяется напряжением на выходе и|сточника 8. Индукторы 5 и 6 зон 2 и 3-соединяются между собой последовател1 но и питаются от одного источника питания 7. Необходимое распределение мощности в каждой из зон обеспечивается соотношением осевых длин индукторов и 6 и плотностью витков в осевом направлении (шагом витков) . Скорость нагрева заготовок определяется удельной мощностью, выделяемой в единице поверхности заготовки. Удельная мощность, в свою очередь, при прочих равных условиях определяется шагом витков индуктора. Из опытов установлено, что при отношении шага а индуктора 5 к шагу Б индук тора 6 ся / Б 1,4-1,6 при последовательном включении индукторов и питании их от одного источника питания повышенной частоты (1000-4000 Гц) обеспечивается необходимое распределение температуры нагреваемых, заготовок как в стационарном режиме установки, т.е. при равномерной выдаче нагретых заготовок и загрузке холодных, так и в дежурном режиме, т.е. при неподвижных заготовках во время плановых или аварийных остановках нагревателя. Длина Б индуктора 6 зоны высоко температурного нагрева связана с длиной А ЗОНЫ термос.татирования со отношением А 3,3-5j3 Б . Это соотношение является оптималь ным для широкого класса заготовок, входящих в номенклатуру типовых прес сов, например, КГШП 1600, 2500, 4000 и др. и при использовании в качестве базовых нагревателей типа КИН. В связи с тем, что заготовки имеют ра брос размеров по длине и позиция заготовки перед выдачей из нагревател изменяется в пределах ±0,5Ь , учиты вая, что, как правило, в одном нагревателе без смены индукторов оптимально нагревают различные по длине 964 и диаметру заготовки, соотношение оптимально. Эти.соотношения длин зон А и 6 равное 3,3-5,3, и шагов намотки витков этих зон - 1,4-1,6 подтверждаются результатами экспериментальных исследований, которые . .представлены в виде графических зависимостей на фиг. 2 и 3. Выбор оптимальных соотношений длин зон ft. и 6 , а также шагов намотки витков этих зон позволяет получать дежурные режимы длительностью до 30 мин с минимальным процентом бракованных по температуре заготовок. В связи с тем, что для повышения КПД индуктора катушки его, как правило, изготавливается из прямоугольной медной трубки, причем соотношение сторон стандартных трубок находится в пределах соотношения а/5 для упрощения изготовления ремонта и обслуживания индукторов зон термостатирования и высокотемпературного нагрева их изтотавливают из одной трубки, например, сечением 9«14 мм, причем индуктор зоны термостатирования наматывается широкой стороной сечения трубки к нагреваемой заготовке, а индуктор зоны высокотемпературного нагрева - узкой стороной. Оба индуктора изготавливаются как одно целое с минимально возможньм шагом витков, определяемым только необходимой толщиной межвитковой изоляции и без электрических и гидравлических соединений между индукторами 5 и 6. Указанное соотношение витков обеспечивается размерами трубки, из которой изготавливаиотся индукторы. Таким образом, предлагаемое устройство способно работать как в стационарном (установившемся), так и в дежурных режимах, т.е. когда выдача заготовок временно прекращается, а температура поверхности выходной заготовки поддерживается на заданном уровне. При возобновлении выдачи нагретых заготовок начинается переходньй режим , в котором качество нагрева характеризуется процентом бракованных по/ температуре заготовок. Этот процент будет минимальным при указанных соотношениях длин и шагов витков индукторов зон Нагрева А и 6.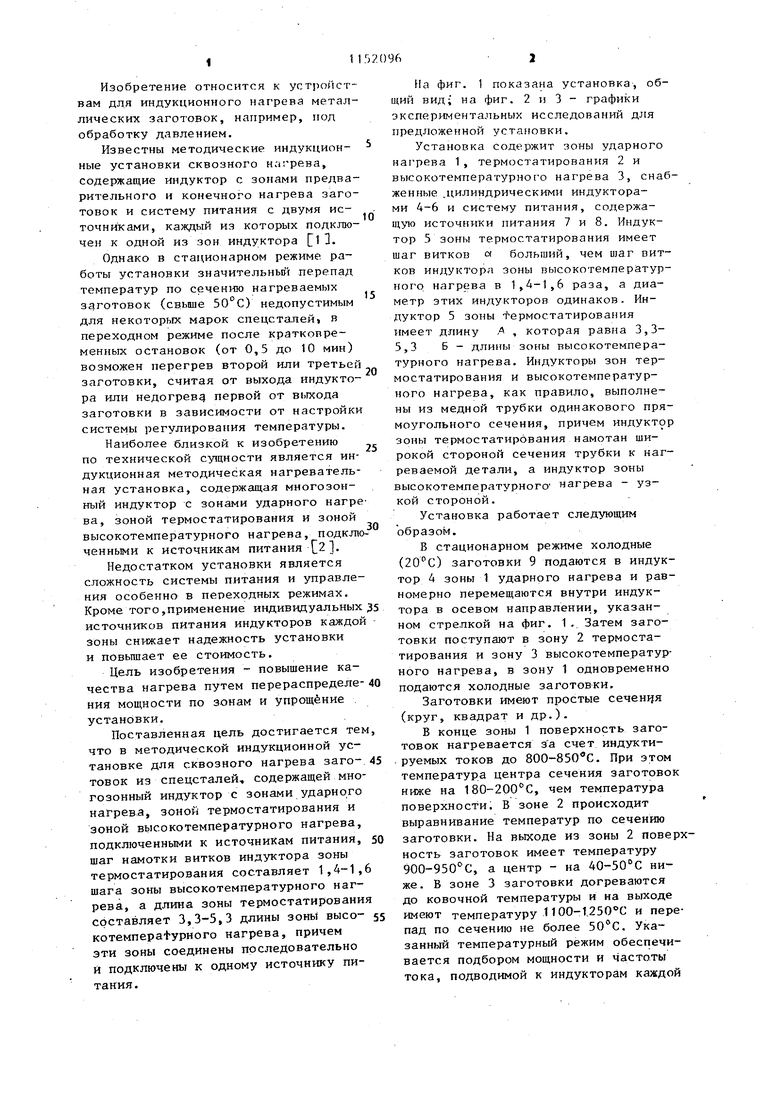

| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная методическая нагрева-ТЕльНАя уСТАНОВКА | 1979 |
|
SU813825A1 |
| Индукционная методическая нагревательная установка | 1982 |
|
SU1029426A2 |
| Способ нагрева заготовок | 1979 |
|
SU831812A1 |
| Установка для методического нагрева заготовок | 1987 |
|
SU1532594A1 |
| Методическая индукционная нагревательная установка | 1981 |
|
SU1001511A1 |
| Индукционная нагревательная методическая установка | 1980 |
|
SU944164A2 |
| Способ управления поверхностным нагревом заготовок | 1984 |
|
SU1173563A1 |
| Способ управления нагревом заготовок в индукционной методической установке | 1983 |
|
SU1109454A1 |
| Способ индукционного методического нагрева ферромагнитных заготовок | 1981 |
|
SU984065A1 |
| Индукционная нагревательнаяМЕТОдичЕСКАя уСТАНОВКА | 1978 |
|
SU815975A1 |

МЕТОДИЧЕСК/.Я ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ СКВОЗНОГО НАГРЕВА ЗАГОТОВОК ИЗ СНЕЦСТАЛЕЙ, содержащая многозонный индуктор с зонами ударного нагрева, зоной термостатирования и зоной высокотемпературного нагрева, подключенными к источникам питания, отличающаяся тем, что, с целью повьшзения качества нагрева путем перераспределения мощности по зонам и упрощен{ я установки, шаг намотки витков индуктора зоны термостатирования составляет 1,4 1,6 шага зоны высокотемпературного нагрева, а длина зоны термостатирования составляет 3,3-5,3 длины зоны высокотемпературного нагрева, причем эти зоны соединены последовательно и подключены к одному источнику пита- ния. (Л ел ГчЭ о QO О5 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Жуковский В.Е | |||
| Индукционная установка для нагрева труб рКБ-780 | |||
| Электротермия, 1963, № 4, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Индукционная методическая нагрева-ТЕльНАя уСТАНОВКА | 1979 |
|
SU813825A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
