Область техники
Настоящее изобретение касается способов изготовления чип-карт, в частности - способа изготовления бесконтактной чип-карты, антенна которой выполнена на подложке из волокнистого материала, такого как бумага.
Предшествующий уровень техники
Бесконтактная чип-карта все чаще используется в самых различных областях. Так, в области транспорта она была разработана в качестве средства платежа. Это касается также электронного бумажника. Многие компании используют средства идентификации персонала при помощи бесконтактных чип-карт.
Обмен информацией между бесконтактной картой и связанным с ней устройством считывания осуществляется при помощи дистанционной электромагнитной связи между антенной, выполненной в бесконтактной карте, и второй антенной, находящейся в считывающем устройстве. Для создания, хранения и обработки информации в карте установлен микрочип, соединенный с антенной. Как правило, антенна и микрочип находятся на диэлектрической подложке, выполненной из пластика. Их классическое промышленное изготовление состоит из трех этапов:
изготовление антенны на пластиковой диэлектрической подложке из поливинилхлорида (ПВХ), полиэстера (ПЭ), поликарбоната (ПК) путем печатания химическим способом из меди или алюминия;
соединение контактных подкладок микрочипа с контактными подкладками антенны при помощи краски или эпоксидной смолы, или электропроводящих полимеров, называемое технологией нанесения "флип-чип" - зеркальное копирование;
горячее ламинирование путем прессования нижнего и верхнего пластиковых слоев корпуса карты (ПВХ, ПЭ, ПК, акрилонитрилбутадиенстирол (АБС) на подложке антенны для формирования карты в виде моноблока.
Однако такой способ имеет несколько основных недостатков. При реализации этого способа осуществляют сложное наслоение пластиковых материалов, соединяемых склеиванием или термопайкой и имеющих различные коэффициенты теплового расширения. Вследствие этого систематически происходит необратимая деформация карт (скручивание, перекос), неприемлемая для пользователя, а также недостаточная механическая прочность при нормативных или эквивалентных им испытаниях.
Кроме того, термомеханические свойства ПВХ весьма посредственны. Во время ламинирования возникает значительная текучесть материала, при которой не сохраняется форма антенны. Это приводит к нестабильной работе антенны, так как меняются электрические параметры, такие как индуктивность и сопротивление. Часто происходит разрыв антенны в местах, где действуют значительные напряжения на сдвиг. В частности, это происходит на углах или на уровне электрических соединений.
Общая толщина ламинированых карт ISO варьируется от 780 до 840 мкм. Учитывая вышеупомянутую текучесть материала, трудно гарантировать пользователям массовое и контролируемое распространение среди населения.
Применяемая при ламинировании термопайка позволяет получить моноблочную карту с очень посредственными механическими свойствами в плане компенсации испытываемых напряжений. Во время нормативных испытаний на скручивание и сгиб основное напряжения прикладывается к микрочипу, в частности, к точкам склеивания, обеспечивающим электрические соединения. Точки склеивания подвергаются большим напряжениям, и малейшее нарушение операции нанесения микрочипа на антенну (технология нанесения "флип-чип") приводит к разрыву электрического соединения между микрочипом и антенной.
После ламинирования на напечатанных корпусах карт становятся видны следы медных дорожек. Хотя это и не влияет на нормальную работу карты, но пользователей не устраивает данный дефект, поскольку ухудшает эстетический вид карты.
Кроме того, стоимость производства карты таким способом слишком высока, чтобы можно было говорить о реальном увеличении их потребления.
Наконец, известные в настоящее время способы не позволяют изготавливать карты, на которых можно увидеть впоследствии механическое вмешательство в карту для ее незаконной замены. Для мошенника сравнительно легко уничтожить карту путем сильного многократного сгибания, и в дальнейшем трудно доказать незаконный характер его действий. Например, антенна может быть разорвана до маркировки карты. Торговая политика компаний направлена в основном на бесплатное возмещение дефектных карт. Систематическая замена карт приводит к росту издержек для компаний.
Краткое изложение существа изобретения
Задача настоящего изобретения состоит в устранении этих недостатков путем разработки нового способа изготовления, позволяющего использовать подложку из волокнистого материала, на которой путем печатания по трафарету электропроводящей краской наносят антенну, что позволяет значительно снизить себестоимость производства бесконтактных или комбинированных чип-карт.
Таким образом, настоящее изобретение касается способа изготовления бесконтактной чип-карты с подложкой антенны из волокнистого материала, такого как бумага, заключающегося в том, что
изготавливают антенну путем трафаретной печати витков посредством полимерной электропроводящей краски на подложке из волокнистого материала и термической обработки подложки для спекания краски,
наклеивают при помощи электропроводящего клея контактные подкладки микрочипа на контактные подкладки антенны,
ламинируют корпуса карт на подложке антенны путем припаивания на каждую сторону подложки по меньшей мере двух листов из пластика, образующих корпус карты, горячим прессованием.
Краткое описание чертежей
В дальнейшем настоящее изобретение поясняется описанием предпочтительных вариантов его выполнения со ссылками на прилагаемые чертежи, на которых:
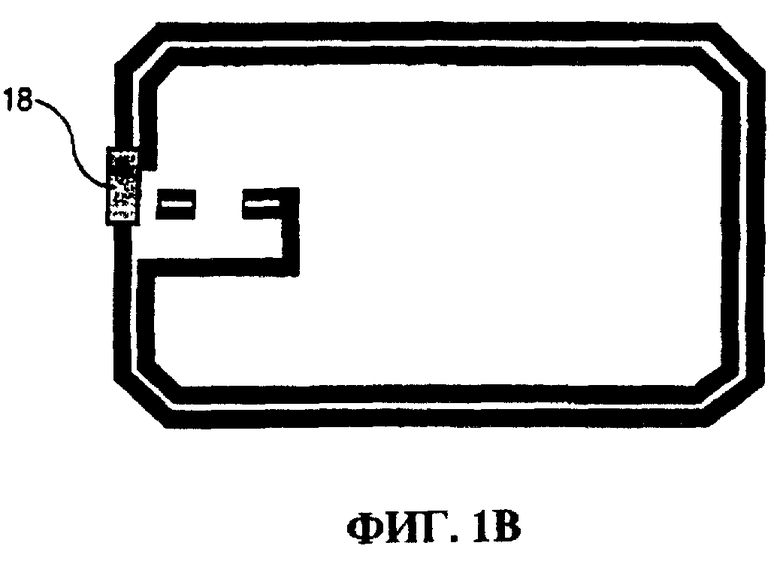
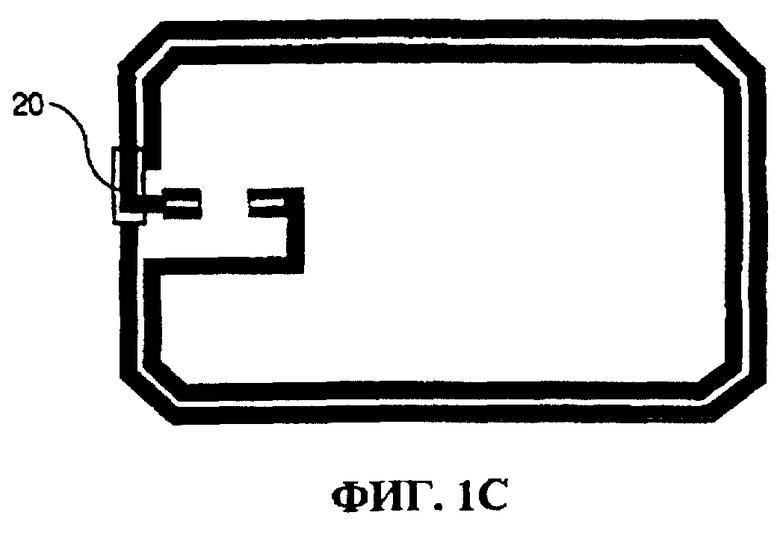
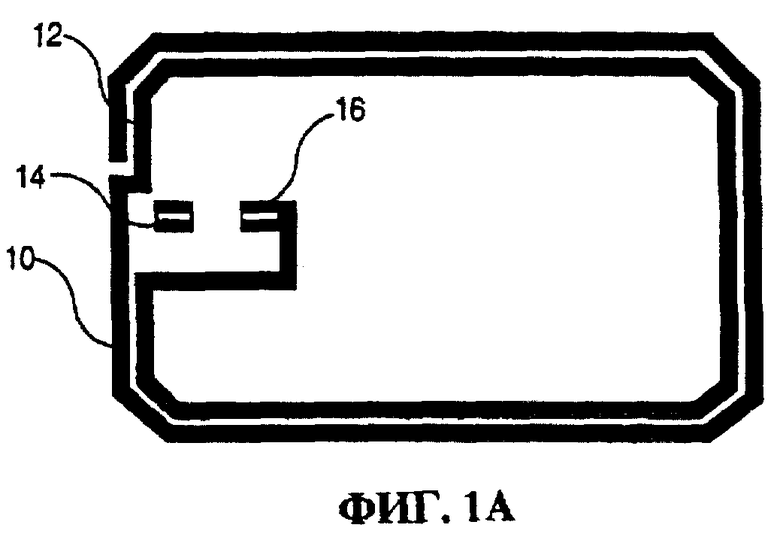
Фиг.1А-1С изображают различные этапы трафаретной печати антенны на обложку, согласно изобретению;
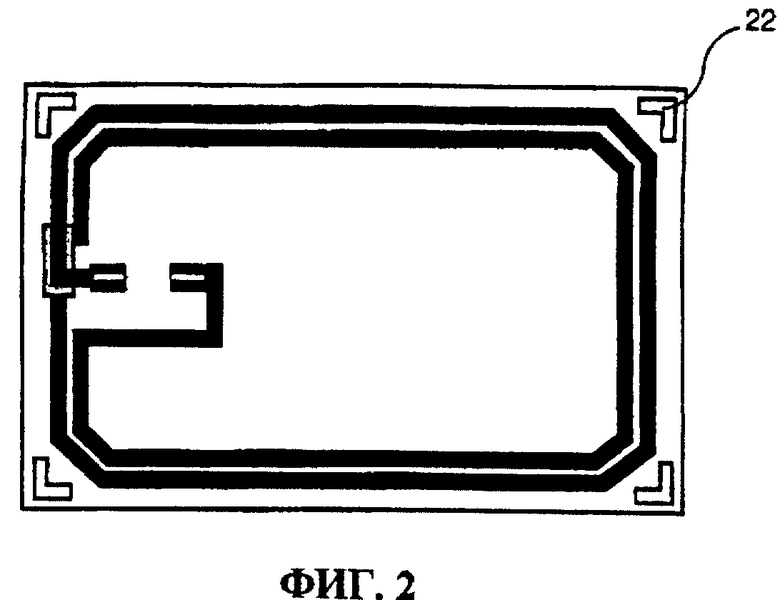
Фиг.2 изображает подложку с антенной, нанесенной путем трафаретной печати перед этапом ламинирования, согласно изобретению;
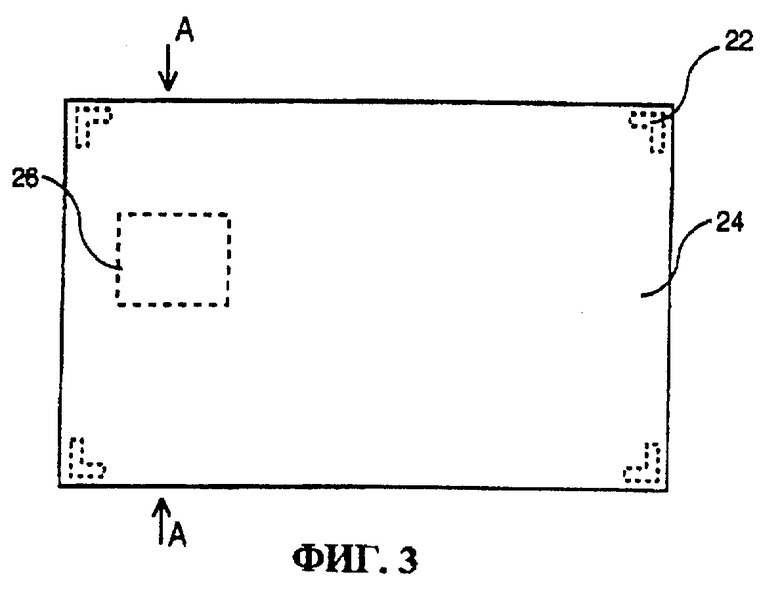
Фиг.3 изображает чип-карты в конце процесса изготовления, согласно изобретению;
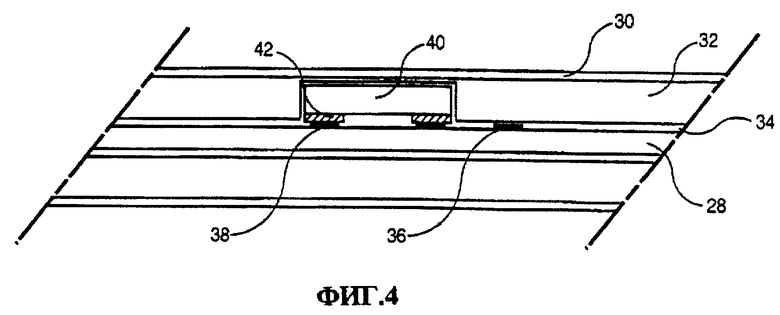
Фиг.4 изображает в разрезе по линии IV-IV на фиг.2, 3 чип-карты (общий вид), согласно изобретению.
Подробное описание предпочтительного варианта воплощения изобретения
Способ изготовления чип-карты в соответствии с настоящим изобретением осуществляется следующим образом. Подложку выполняют на листе волокнистого материала, такого как бумага. В соответствии с предпочтительным вариантом выполнения антенна наносится трафаретным способом на этот материал в несколько этапов. Первый этап (фиг.1А) включает нанесение трафаретным способом двух витков 10 и 12 и двух контактных подкладок 14 и 16 антенны. Во время второго этапа (фиг.1В) трафаретным способом наносят изоляционную полосу 18, обеспечивающую пересечение витков 10 и 12 без электрического контакта. Во время третьего этапа (фиг.1С) трафаретным способом наносят электрическую перемычку 20, обеспечивающую соединение витка 10 с контактной подкладкой 14.
После нанесения антенны трафаретным способом на подложку последнюю разрезают по размерам карты. В соответствии с предпочтительным вариантом выполнения в каждом углу подложки делают вырез 22 (фиг.2). Этот вырез способствует прямой спайке между корпусами карты во время этапа ламинирования.
Ламинирование осуществляют путем горячего прессования. В предпочтительном варианте для каждого корпуса карты используют два слоя из пластика. Обычно в качестве такого пластика применяют поливинилхлорид (ПВХ), полиэстер (ПЭ, ПЭГ), поликарбонат (ПК) или акрилонитрилбутадиенстирол (АБС). В предпочтительном варианте выполнения применяют ПВХ. Два слоя имеют разную жесткость. Внешний слой выполняют из жесткого ПВХ, а внутренний слой, имеющий контакт с подложкой антенны, - из мягкого ПВХ с меньшим значением точки Виката (температура, при которой ПВХ переходит из твердого состояния в каучукообразное состояние). Оба слоя могут иметь разную толщину. Например, каждый из корпусов карты состоит из внешнего слоя, выполненного из жесткого ПВХ, толщиной около 310 микрон и из внутреннего слоя, выполненного из мягкого ПВХ, толщиной около 80 мкм. Подложка антенны выполнена из бумаги и имеет толщину примерно 125 мкм. В соответствии с другим примером выполнения, являющимся предпочтительным, каждый из корпусов карты состоит из трех слоев. В данном случае на внешний слой корпусов карты во время печати наносят покрытие из прозрачного листа ПВХ или из слоя лака для защиты напечатанного текста. Это покрытие имеет толщину примерно 40 мкм, внешний слой корпуса карты имеет в этом случае толщину примерно 275 мкм и внутренний слой - толщину примерно 40 мкм.
Во время этапа ламинирования набирают стопку различных карт, сэндвич помещают в пресс для ламинирования. Он проходит в нем термическую обработку при температуре, превышающей 100°С, а предпочтительно 150°С. Одновременно его подвергают прессованию для спайки различных слоев. При одновременном воздействии нагревания и прессования внешний слой ПВХ размягчается, а внутренний слой, образованный ПВХ с более низкой точкой Виката, становится текучим. Ставший текучим слой ПВХ покрывает своей массой трафаретную краску антенны, что обеспечивает последней более высокую прочность при механических напряжениях, возникающих при использовании чип-карты. Кроме того, повышается степень прилипания антенны к корпусу карты. Это прилипание можно еще повысить путем применения двухстороннего адгезива, чувствительного к прессованию и помещаемого между корпусами карты и антенной.
Выполненные в углах подложки антенны вырезы 22 позволяют двум слоям ПВХ соприкасаться друг с другом. При блокировке углов путем пайки между двумя корпусами карты все механические напряжения передаются внутрь карты. Однако, в случае использования бумаги, последняя обладает слабой силой внутреннего сцепления. При воздействии усилий сдвига сердцевина бумаги имеет тенденцию к расслоению. При значительных усилиях карта раскрывается вплоть до расслоения на две части (часть, содержащая антенну, соединенную с модулем, продолжает функционировать). Таким образом, учитывая свойства бумаги и ее внутреннее сцепление, можно использовать это физическое свойство для изготовления карты с встроенным модулируемым маркером напряжений. В соответствии с требованиями клиента расслаивание может быть более быстрым или более медленным с возможностью визуального обнаружения ограниченного сгиба карты при расслоении бумаги внутри нее.
По завершении этого этапа получают карту, показанную на фиг.3. Корпуса карты соединяют между собой путем термопайки углов, где перед этим были выполнены вырезы 22 на подложке антенны. Микрочип 26 утоплен внутри карты и внешне не виден.
На фиг.4 показан поперечный разрез чип-карты. Карта содержит подложку антенны 28 из волокнистого материала, вставленную между двумя корпусами карты. Каждый корпус карты содержит покрытие 30 из прозрачного листа ПВХ или из слоя лака, внешний слой 32 из жесткого ПВХ и внутренний слой 34 из мягкого ПВХ. Виток 36 и контактные подкладки 38 находятся внутри массы ПВХ внутреннего слоя 34 корпуса карты. Микрочип 40 соединен с контактными подкладками 38 антенны при помощи слоя электропроводящего клея 42. Электропроводящий клей изготовлен на основе краски, эпоксидной смолы или электропроводящих полимеров. В соответствии с особым вариантом выполнения склеивание выполняют по технологии, называемой технологией нанесения "флип-чип".
Способ в соответствии с настоящим изобретением позволяет изготавливать карту, обладающую двумя основными качествами, привлекательными для пользователей: предохранение электрических элементов придает этой карте большую прочность, а способность волокнистых материалов, таких как бумага, расслаиваться позволяет в случае потери карты проверить, не подвергалась ли она интенсивным сгибам в незаконных целях.
Изобретение касается способа изготовления бесконтактной чип-карты. Технический результат заключается в возможности визуально обнаружить на чип-карте преднамеренные механические повреждения, например чрезмерные сгибы. Сущность заявленного способ состоит в том, что изготавливают антенну трафаретным способом на подложке, наклеивают контакты микрочипа на подложку антенны при помощи электропроводящего клея, ламинируют карту с каждой стороны путем горячего прессования на подложку антенны, изготавливая тем самым два корпуса карты. В углах подложки антенны выполняют вырезы, которые при ламинировании обеспечивают спайку корпусов карты между собой. 7 з.п.ф-лы, 4 ил.
| Способ комплексирования разнородной навигационной информации для позиционирования наземного транспортного средства | 2021 |
|
RU2769440C1 |
| МОДУЛЬ ЭКРАНА ИНФОРМАЦИОННОГО ТАБЛО | 1993 |
|
RU2087039C1 |
| US 5969951 A, 19.10.1999 | |||
| US 5495259 A, 27.02.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННЫХ БЕСКОНТАКТНЫХ ЧИПОВЫХ КАРТ | 2000 |
|
RU2158204C1 |

