Область техники
Изобретение относится к способам изготовления бесконтактной платы (карточки) со встроенными интегральными схемами (ИС), и в частности - к способу изготовления бесконтактной платы со встроенной интегральной схемой (ИС) с повышенной степенью ровности.
Уровень техники
Бесконтактная карточка (плата) со встроенной ИС является системой, применение которой возрастает в различных областях. Так, в области транспорта она стала средством производства платежа. То же относится и к электронным кошелькам. Многие компании также разработали средства для идентифицирования своего персонала с помощью бесконтактных карточек со встроенной ИС.
Обмен информацией между бесконтактной карточкой и соответствующим считывающим устройством обеспечивается за счет дистанционного электромагнитного взаимодействия между антенной, смонтированной в бесконтактной карточке, и второй антенной, находящейся в считывающем устройстве, или при непосредственном контакте со считывающим устройством. Для разработки, запоминания и обработки информации карточка имеет электронный модуль, связанный с антенной. Антенна расположена на опоре, расположенной между двумя телами карточки, на внешней стороне которой напечатана графика, относящаяся к последующему использованию карточки. Опора антенны является пластмассовой диэлектрической опорой или опорой из такого волокнистого материала, как бумага. Способ изготовления бесконтактной карточки состоит из следующих этапов:
- выполнение антенны на пластмассовой опоре путем химического травления меди или алюминия, или на бумажной опоре трафаретной печатью;
- тепловое ламинирование под давлением нижнего и верхнего пластмассовых слоев тел корпуса карточки, внешние стороны которых предварительно напечатаны на антенной опоре.
При изготовлении с использованием антенной опоры из волокнистого материала и антенны, выполненной трафаретной печатью на антенной опоре: тела карточки выполняются из двух или трех пластмассовых слоев, при этом два основных слоя имеют разные точки Вика (Vicat) (температура, при которой ПВХ переходит из жесткого состояния в каучукообразное). Внешний жесткий ПВХ-слой имеет более высокую точку Вика (Vicat), чем внутренний слой. Внутренний слой, в котором точка Вика (Vicat) ниже, чем во внешнем слое, контактирует с антенной опорой.
Этап ламинирования заключается в укладке разных ПВХ-слоев, составляющих тела карточки и антенной опоры. Эту многослойную конструкцию затем помещают в ламинирующий пресс. Многослойную конструкцию затем подвергают тепловой обработке при температуре 150°С. Одновременно с этим указанную конструкцию подвергают прессованию, в результате которого разные слои сплавляются. В результате объединенного воздействия тепла и давления внешний ПВХ-слой размягчается, и при этом внутренний слой ПВХ, с более низкой точкой Вика, сжимается. Таким образом смягченный ПВХ внутреннего слоя тела карточки, который контактирует с антенной, включает в свою массу трафаретно напечатанную краску, из которой выполнена антенна, и смягченный ПВХ двух внутренних слоев обоих тел карточки снова входит в контакт посредством полых вырезов, заранее выполненных в антенной опоре.
К сожалению, этот способ изготовления имеет недостаток, заключающийся в том, что карточка подвергается напряжению, вызванному давлением на этапе ламинирования.
Указанный выше способ не обеспечивает должный внешний вид готовой карточки. Действительно, во время смягчения внутреннего слоя тел карточки внешний слой размягчается и его форма приходит в соответствие - путем деформирования в меньшей степени, чем деформация внутреннего слоя ПВХ - с формой рельефов антенной опоры, обусловленных толщиной антенны и полыми вырезами.
Полученная после ламинирования карточка не имеет совершенной ровности и имеет рельефы. Разумеется, эти микронные рельефы невооруженному глазу не видны, но проявляются, когда внешняя поверхность внешнего слоя тела карточки напечатана с изменением оттенка цвета отпечатанной графики. При использовании тел напечатанных карточек: во время ламинирования тел карточки на антенной опоре лишняя толщина, обусловленная наличием антенны, является причиной того, что отпечатываемые точки отделяются друг от друга интервалом, что приводит к возникновению более светлого оттенка цвета; а вырезы антенной опоры, в которую втекает ПВХ внутренних слоев тел карточки, обусловливают приближение друг к другу отпечатываемых точек друг к другу, в результате чего цвет получает более темный оттенок. Внешний вид карточки из-за этого обстоятельства становится неединообразным.
Этот недостаток также имеет место в способе изготовления бесконтактных карточек, использующих пластмассовую антенную опору, на которой антенну выполняют путем химического травления. Разумеется, согласно этому способу, после ламинирования, отпечаток медных межсоединений виден на телах отпечатанной карточки, и неровность карточки, даже на микронном уровне, видна пользователю как деформации графики.
Не сказываясь на работе карточки, этот недостаток внешнего вида готовой карточки может быть указан пользователями, которые придают большое значение критериям внешнего вида.
Сущность изобретения
Задача настоящего изобретения заключается в обеспечении способа изготовления бесконтактных карточек со встроенной ИС, которые предотвращают микросхему от напряжений, которые могут вызвать ее повреждение.
Поэтому настоящее изобретение относится к способу изготовления бесконтактной карточки со встроенной ИС, содержащей: антенную опору, два тела карточки по обеим сторонам антенной опоры и электронный модуль или интегральную схему (ИС), связанную с антенной. Способ отличается тем, что включает в себя:
Первый этап ламинирования, который заключается в сплавлении на каждой стороне антенной опоры двух однородных листов термопласта путем прессования при температуре, достаточной для того, чтобы материал, из которого выполнены листы, размягчился и стал полностью текучим, для устранения каких-либо различий в толщине антенной опоры и формирования пластифицированной антенной опоры, имеющей ровные поверхности; и
Второй этап ламинирования, который осуществляют после некоторого периода времени, соответствующего времени, необходимому для того, чтобы листы термопластика затвердели; причем второй этап заключается в сплавлении с помощью горячего прессования двух пластмассовых слоев, составляющих тело карточки, на пластифицированных и ровных поверхностях, имеющей единообразную по толщине антенную опору, пластифицированную листами термопласта.
Описание чертежей
Цели, задачи и характеристики изобретения станут более очевидными при изучении приводимого ниже описания, с обращением к прилагаемым чертежам, на которых:
Фиг.1 - изображает антенную опору бесконтактной карточки со встроенной ИС;
Фиг.2 - представляет сечение антенной опоры, по оси В-В, согласно Фиг.1;
Фиг.3 - представляет сечение пластифицированной антенной опоры бесконтактной карточки со встроенной ИС;
Фиг.4 - представляет сечение бесконтактной карточки со встроенной ИС согласно настоящему изобретению.
Предпочтительный вариант реализации изобретения
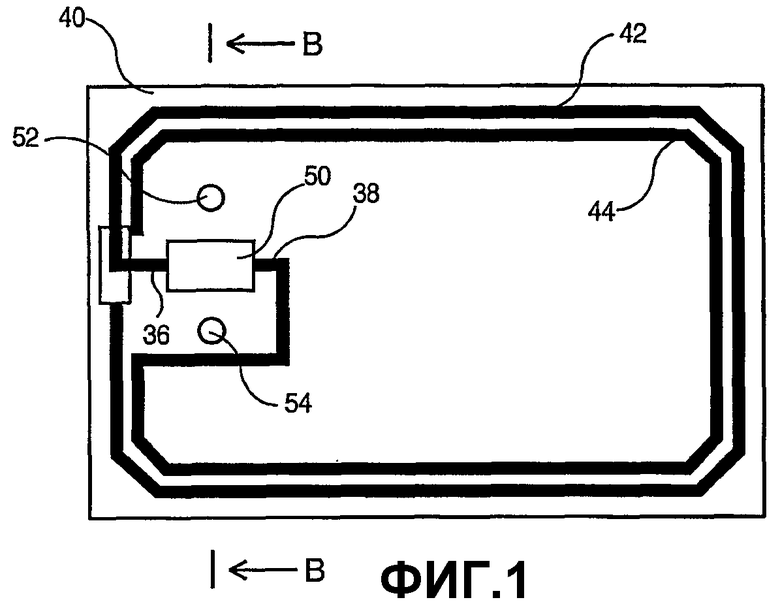
Согласно предпочтительному варианту осуществления изобретения, иллюстрируемого на Фиг.1: антенная опора выполнена из волокнистого материала, такого как бумага, и имеет толщину около 90 мкм. Изготовление карточки со встроенной ИС согласно изобретению заключается, во-первых, в изготовлении антенны на ее опоре 4. Антенна состоит из двух контуров 42 и 44, выполненных из трафаретно-напечатанной полимерной проводящей краски, содержащей проводящие элементы, такие как серебро, медь или углерод. Один из концов каждого контура соединен с одной из контактных площадок антенны, которые также являются трафаретно-напечатанными; при этом контур 42 связан с площадкой 36, и контур 44 - с площадкой 38. Контуры являются взаимосвязанными посредством электрического моста, более известным под названием «перехода» (не показан). Изолирующая полоска 20 диэлектрической краски трафаретно напечатана между переходом и контуром 42.
В противоположность контактным/бесконтактным гибридным карточкам со встроенной ИС - бесконтактные карточки со встроенной ИС не имеют электронного модуля, поверхность которого видима на поверхности карточки; и электронный модуль или ИС 50 встроены в карточку. Электронный модуль или ИС 50 установлена на антенной опоре 40 и непосредственно соединена с контактными площадками 36 и 38 антенны, и таким образом можно выполнить слой проводящего адгезива, обеспечивающего омические контакты. В случае электронного модуля: его можно поместить в углубление опоры 40 (не показано). Омическое соединение можно обеспечить с помощью проводящего адгезива, или без него - простым контактом. Антенная опора 40 может также содержать два углубления 52 и 54, которые предпочтительно сформированы после трафаретной печати антенны. Эти два углубления используются для повышения механической прочности электронного модуля или ИС 50.
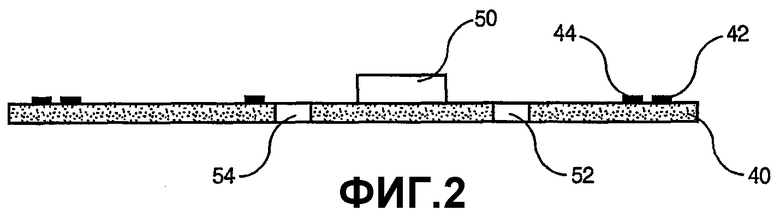
Антенная опора 40 имеет вырезы и/или полости и рельефы, поскольку антенна состоит из трафаретно-напечатанных краской контуров. Поэтому обе поверхности антенной опоры 40 не являются ровными и, в частности, не является ровной сторона, на которой трафаретно напечатана антенна. Помимо этого, антенная опора 40 только бесконтактной карточки со встроенной ИС имеет заметный рельеф по причине наличия электронного модуля или ИС 50 согласно Фиг.2, где показано сечение антенной опоры 40 бесконтактной карточки со встроенной ИС по оси В-В Фиг.1.
Этапы способа согласно изобретению применительно к бесконтактной карточке со встроенной ИС аналогичны этапам способа для контактной/бесконтактной гибридной карточки со встроенной ИС. Но вариант способа согласно изобретению применим к бесконтактным карточкам со встроенной ИС, имеющим электронный модуль или ИС 50, и целесообразно применим для бесконтактной карточки 50 со встроенной ИС, имеющей ИС 50, подключенную непосредственно к антенне - подробно показано на Фиг.2, 3 и 4.
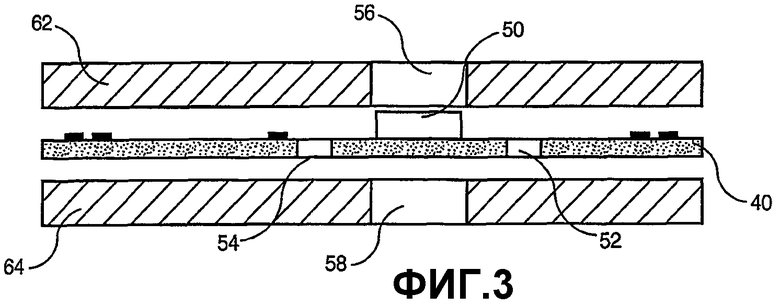
Сечение антенной опоры 40 бесконтактной карточки со встроенной ИС показано на Фиг.2. Первый этап способа согласно изобретению заключается в ламинировании двух слоев или листов термопласта на антенной опоре 40. Этот этап является первой фазой ламинирования различных составляющих слоев карточки и показан на Фиг.2. Этот первый этап ламинирования заключается в сплавлении горячим прессованием двух однородных листов 62 и 64 термопласта на каждой стороне антенной опоры 40. Температура и давление составляют около 180°С и 250 бар, соответственно. Лист термопласта 62, который наносится на поверхность антенной опоры, вмещающей электронный модуль или ИС 50, перфорирован сквозной полостью 56, и его толщина превышает толщину электронного модуля или ИС 50. Полость 56 находится на листе 62 термопласта, в результате чего электронный модуль или ИС 50 находится внутри, когда лист 62 помещают на опору 40 перед ламинированием, и поэтому электронный модуль или ИС 50 не контактирует с листом 62. Полость 56 предпочтительно круглая. В случае ИС 50 толщиной 180 мкм и поверхностью 1,5 мм2 и непосредственно соединенной с антенной: толщина слоя 62 термопласта равна 200 мкм, и диаметр полости 56 равен 3 мм.
Следовательно, на первом этапе ламинирования давление прикладывают к листу 62 или 64 термопласта, а не к ИС 50, и поэтому он не подвергается какому-либо повреждающему его напряжению. Температура должна быть достаточной, чтобы материал листов 62 и 64 размягчился и стал полностью текучим для заполнения углублений 52 и 54 и другие возможные вырезы в опоре 40 и в полости 56, и чтобы заключить в себе рельефы антенной опоры, например те, которые обусловлены наличием контуров 42 и 44 антенны.
Таким образом, рельефы антенной опоры 40 включаются внутри массы термопласта, при этом формируя пластифицированную антенную опору 60 толщиной около 400 мкм. Возможно также предварительно выполнить вырезы на антенной опоре, которые обеспечивают более лучшее сплавление вместе обоих листов 62 и 64 термопласта. Сформированная таким образом пластифицированная антенная опора 60 устраняет различия толщины, имеющиеся в первоначальной антенной опоре 40.
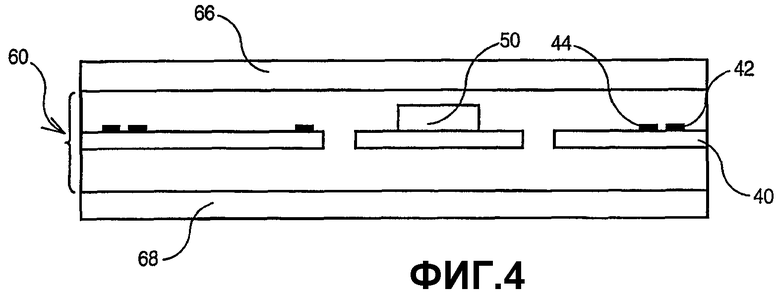
Вторая фаза ламинирования различных составляющих слоев карточки заключается в ламинировании двух тел карточки на каждой стороне пластифицированной антенной опоры 60 - Фиг.4. Этот второй этап, выполняемый по прошествии некоторого этапа времени, соответствующего времени, необходимому для затвердения листов 62 и 64 термопласта, заключается в сплавлении вместе горячим прессованием двух слоев 66 и 68 термопласта толщиной около 160 мкм для образования тел карточки на пластифицированных и ровных поверхностях опоры 60. Оба тела 66 и 68 карточки предварительно отпечатаны индивидуальной графикой на их внешней поверхности. Поскольку пластифицированная антенная опора 60 имеет единообразную толщину, этот этап более похож на адгезивное соединение, чем на сплавление. Поэтому необходимые в этой фазе давление и температура гораздо меньшие, чем в обычном способе. Температуры и давления, необходимые для этого этапа ламинирования, составляют лишь приблизительно 120°С и 150 бар соответственно. При этом снижена также длительность циклов прессования и нагревания.
Этот этап является последним этапом изготовления бесконтактной карточки.
Согласно варианту способа данного изобретения применительно к бесконтактной карточке со встроенной ИС лист 64 термопласта, наносимый на поверхность антенной опоры, противоположной поверхности, которая вмещает в себе электронный модуль или ИС 50, может также быть перфорирован полостью 58. Полость 58 расположена на листе 64 термопласта и поэтому налагается на местоположение электронного модуля или ИС 50. В этом случае во время первого этапа ламинирования ИС полностью защищена от какого-либо напряжения, вызываемого давлением, прилагаемым к листам 62 и 64 термопласта.
Второй вариант способа согласно данному изобретению применим для бесконтактной карточки со встроенной ИС в случае, когда полость 56 слишком велика для ее наполнения материалом листа 62 термопласта во время первого этапа ламинирования. В этом случае антенная опора 60, получаемая после первого этапа ламинирования, содержит пустоту из-за наличия полости 56, и поэтому не является ровной. Поэтому опора 60 может вмещать в себя, в местоположении полости 56, эпоксидную смолу для защиты электронного модуля или ИС 50, обеспечивая совершенно ровную пластифицированную антенную опору 60.
Термопласт, используемый для составляющих слоев тел карточек, наиболее предпочтительно выполнен из поливинилхлорида, но также может быть сложным полиэфиром (полиэтилентерефталат, полиэтиленгликоль), полипропиленом, поликарбонатом или акрилонитрилбутадиенстиролом.
Нужно отметить, что антенна, выполненная из металлических контуров на пластмассовой опоре, такой как сложный полиэфир или полиамид, или на опоре из эпоксидного стекла, также является рельефной по отношению к своей опоре. Поэтому изобретение относится к любому типу антенной опоры, и в частности к опорам, антенна которых выглядит рельефной. Антенная опора должна быть выполнена из материала, размеры которого остаются стабильными независимо от температуры; и в частности - из материала, выдерживающего температуры около 180°С без деформаций и изменений.
Способ предназначен для изготовления бесконтактной карточки, содержащей антенную опору, на которой антенна обеспечена посредством трафаретной печати, и электронный модуль или интегральную схему (ИС), подсоединенную к двум выводам антенны, и, по меньшей мере, два тела карточки по обеим сторонам указанной антенной опоры. Телами являются листы термопласта, сплавленные посредством горячего прессования, которые наносятся на поверхность антенной опоры, вмещающей в себе электронный модуль или ИС. Лист термопласта перфорирован сквозной полостью, причем его толщина превышает толщину электронного модуля или ИС, при этом полость расположена таким образом, что электронный модуль или ИС находятся внутри полости. Лист термопласта помещают на указанной опоре перед этапом ламинирования, поэтому электронный модуль или ИС не подвергаются давлению на этапе ламинирования. Технический результат - предотвращение напряжений микросхемы электронного модуля или ИС, которые могут вызвать ее повреждение. 12 з.п. ф-лы, 4 ил.
1. Способ изготовления бесконтактной карточки со встроенной интегральной схемой (ИС), содержащей антенную опору (40), на которой антенна обеспечена посредством трафаретной печати, и электронный модуль или интегральную схему (ИС) 50, подсоединенную к двум выводам антенны и, по меньшей мере два тела карточки по обеим сторонам указанной антенной опоры, при этом тела антенны являются листами термопласта (62, 64, 66 и 68), приложенными посредством горячего прессования,
отличающийся тем, что указанный лист (62) термопласта наносится на поверхность указанной антенной опоры (40), вмещающей в себя электронный модуль или ИС (50), перфорирован сквозной полостью (56) и его толщина превышает толщину электронного модуля или ИС; причем указанная полость (56) расположена таким образом, что указанный электронный модуль или ИС (50) находится внутри полости, при этом указанный лист (62) помещают на указанной опоре (40) перед этапом ламинирования, и электронный модуль или ИС (50) не подвергаются давлению на этапе ламинирования.
2. Способ изготовления бесконтактной карточки по п.1, отличающийся тем, что каждое из указанных тел карточки содержит два листа термопласта, нанесенных на указанную антенную опору следующими этапами:
первый этап ламинирования, заключающийся в том, что сплавляют первый однородный лист (62, 64) термопласта на каждой стороне указанной антенной опоры (30 или 40) путем прессования при температуре, обеспечивающей, чтобы материал листов размягчился и стал полностью текучим для устранения различий в толщине относительно антенной опоры, и для формирования пластифицированной антенной опоры (60), имеющей ровные поверхности, и
второй этап ламинирования, осуществляемый после периода времени, соответствующего времени, необходимому для того, чтобы указанные листы (62, 64) термопласта отвердели; при этом указанный второй этап заключается в сплавлении горячим прессованием другого листа (66, 68) термопласта на каждую из пластифицированных и ровных поверхностей антенной опоры (60), с единообразной толщиной.
3. Способ изготовления бесконтактной карточки по п.1 или 2, отличающийся тем, что указанный лист (64) термопласта наносится на поверхность антенной опоры, противоположную стороне, вмещающей ИС, перфорирован сквозной полостью (58); причем полость (58) расположена на указанном листе (64) термопласта таким образом, что она налагается на местоположение электронного модуля или ИС (50).
4. Способ изготовления бесконтактной карточки по п.1 или 3, отличающийся тем, что указанная опора (60) может вмещать в местоположение полости (56) эпоксидную смолу для защиты электронного модуля или ИС (50), и обеспечивает совершенно ровную пластифицированную антенную опору (60).
5. Способ изготовления бесконтактной карточки по одному из пп.1 или 2, отличающийся тем, что указанная антенная опора (40) выполнена из материала, размеры которого остаются стабильными независимо от температуры, и в частности из материала, выдерживающего температуры около 180°С без деформаций или изменений.
6. Способ изготовления бесконтактной карточки по п.5, отличающийся тем, что указанная антенная опора выполнена из пластмассы как например сложный полиэфир или полиамид.
7. Способ изготовления бесконтактной карточки по п.5, отличающийся тем, что указанная антенная опора выполнена из эпоксидного стекла.
8. Способ изготовления бесконтактной карточки по п.5, отличающийся тем, что указанная антенная опора (40) выполнена из такого волокнистого материала, как бумага.
9. Способ изготовления бесконтактной карточки по п.8, отличающийся тем, что этап изготовления антенны заключается в трафаретной печати контуров из проводящей полимерной краски на указанной опоре из волокнистого материала, и в тепловой обработке для отверждения указанной краски.
10. Способ изготовления бесконтактной карточки по п.9, отличающийся тем, что на этапе изготовления антенны вырезы (52, 54) полости выполнены в антенной опоре (40) с возможностью осуществления сплавления вместе обоих листов (62, 64) термопласта во время первого этапа ламинирования.
11. Способ изготовления бесконтактной карточки по п.2 или 10, отличающийся тем, что на указанных телах (66, 68) карточки, ламинированных на каждой стороне указанной пластифицированной антенной опоры (60), предварительно напечатана индивидуальная графика карточки.
12. Способ изготовления бесконтактной карточки по п.2 или 11, отличающийся тем, что во время этапа ламинирования тел карточки на указанной пластифицированной антенной опоре (60) третий пластмассовый лист или слой лака, действующий в качестве покрытия, наносят на каждое из тел карточки.
13. Способ изготовления бесконтактной карточки по п.1 или 12, отличающийся тем, что термопласт, из которого выполнены тела карточки, выполнен из поливинилхлорида, сложного полиэфира (полиэтилентерефталат, полиэтиленгликоль), полипропилена, поликарбоната или акрилонитрилбутадиенстирола.
| Устройство для изучения создания разгонного импульса базы в системе из трех физических тел Э.П. Цыганова | 2021 |
|
RU2782821C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННЫХ БЕСКОНТАКТНЫХ ЧИПОВЫХ КАРТ | 2000 |
|
RU2158204C1 |
| Устройство шифрования данных алгоритма "Магма" по стандарту ГОСТ 34.12-2015 | 2022 |
|
RU2801707C1 |
| WO 2001018748 A1, 15.03.2001 | |||
| US 6441736 A, 27.08.2002. | |||

