Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для производства этикеток, включающих интегрированные электропроводящие шаблоны, такие как интегрированные антенны, а, в частности, производства интеллектуальных этикеток и РЧИД-этикеток.
Уровень техники
В последние годы были разработаны новые способы производства печатных электронных схем, что делает возможным получение электропроводящих шаблонов на подложках, таких как бумага и пластики, что позволяет избегать возникновения проблем, связанных с травлением и тому подобным, что используют при шелкотрафаретной печати печатных монтажных плат (ПМП). Такие новые способы, например, обсуждаются в публикациях WO 2013/113995, WO 2016/189446, WO 2009/135985 и WO 2008/006941.
Один широко распространенный вариант использования печатных электронных схем заключается в их использовании в качестве интегрированных вставок в этикетки, например, в так называемые интеллектуальные этикетки. Интеллектуальная этикетка представляет собой плоский сконфигурированный транспондер под обыкновенной отпечатанной кодовой этикеткой и включает чип и антенну. Этикетки зачастую изготавливаются из бумаги, ткани или пластиков и обычно получаются в виде бумажного рулона, включающего РЧИД-вкладыши, ламинированные между скатанным в рулон носителем и материалами этикетки, для использования в специально спроектированных печатающих устройствах. Интеллектуальные этикетки демонстрируют преимущества в сопоставлении с обыкновенными штрих-кодовыми этикетками, такие как более высокая информационная емкость, возможность считывания и/или записи за пределами линии прямой видимости и возможность считывания множества этикеток или ярлыков за один раз.
Однако, несмотря на прогресс, достигнутый при производстве печатных электронных схем, производство интеллектуальных этикеток и других типов этикеток, включающих интегрированные электрические шаблоны, все еще является обременительным и дорогостоящим.
В обыкновенных технологических процессах производства РЧИД-/интеллектуальных этикеток используется раздельное оборудование для производства РЧИД-антенн и для сборки микрочипов на антеннах. После этого РЧИД-транспондеры подают на агрегат для обработки этикеток и вслед за этим различным образом прикрепляют и интегрируют в этикетках. Такой технологический процесс, например, раскрывается в публикации US 2007/0181247, в котором исходный материал этикетки расслаивают, между расслоенными слоями вставляют РЧИД-транспондеры и слои повторно ламинируют еще раз. Данный технологический процесс сам по себе является усложненным и дорогостоящим и является трудноконтролируемым с достаточной точностью.
Таким образом, совокупный технологический процесс получения (формирования) РЧИД-этикеток на сегодняшний день является очень дорогостоящим и требует наличия большого количества раздельного оборудования для производства антенн, вкладышей и конечной этикетки, что в результате приводит к получению больших расходов на капиталовложения и потребностей в производственных площадях. Множество использованных различных этапов также делает затруднительным эффективный контроль производства, а также приводит к получению усложненных организации производства и подготовки к нему. Кроме того, требуются большие запасы продукции незавершенного производства, и совокупное время исполнения заказа является продолжительным.
Поэтому существует потребность в способе и устройстве для более эффективного производства этикеток, включающих интегрированные электропроводящие шаблоны, такие как интегрированные антенны, а, в частности, более эффективного производства интеллектуальных этикеток и РЧИД-этикеток.
Сущность изобретения
Поэтому одна цель настоящего изобретения заключается в предложении способа и устройства для получения этикеток, включающих интегрированные электропроводящие шаблоны, что, по меньшей мере, ослабляет обсуждавшиеся выше проблемы.
Достижения данной цели добиваются при использовании способа и системы производства в соответствии с прилагающейся формулой изобретения.
В соответствии с первым аспектом изобретения предлагается способ формирования этикетки, включающей электропроводящий шаблон, по рулонной технологии (Roll-to-roll processing), включающем в себя этапы:
обеспечения первого рулона из полотна лицевого материала;
формирования проводящего материала по шаблону, соответствующего упомянутому электропроводящему шаблону, на поверхности полотна лицевого материала;
обеспечения второго рулона из полотна оборотного материала;
нанесения слоя клея на поверхность полотна оборотного материала;
образования отверстий в оборотном материале до или после упомянутого нанесения клея;
сведение полотна оборотного материала и полотна лицевого материала друг с другом таким образом, чтобы проводящий материал и клей были бы обращены друг к другу между полотном лицевого материала и полотном оборотного материала, и в результате чего отверстия компонуются размещенными поверх выделенных областей контакта, образованных по электропроводящем шаблоне,
ламинирование лицевого листового материала, включающего электропроводящий шаблон, и оборотного листового материала, включающего клей, друг с другом; и
повторное наматывание ламинированного полотна на третий рулон.
Изобретение имеет в своей основе удивительное осознание изобретателями настоящего изобретения того, что технологический процесс обработки этикеток во множестве аспектов является подобным способам производства печатных электронных схем. Таким образом, при использовании настоящего изобретения может быть сформирован электропроводящий шаблон, такой как антенна для РЧИД-транспондера, в качестве интегрированной части обыкновенного технологического процесса обработки этикеток. Это делает возможным производство этикеток, включающих интегрированные электропроводящие шаблоны, намного более быстрым и более эффективным по издержкам образом. Это также делает возможным улучшенный контроль совокупного технологического процесса, поскольку все это делается сразу и в одной производственной технологической линии. Поэтому больше уже не требуется получать электропроводящие шаблоны отдельно, а также отсутствует потребность в затруднительном и обременительном технологическом процессе присоединения электропроводящих шаблонов на уже произведенные этикетки.
В настоящем способе интегрируют технологический процесс обработки/изготовления этикеток и технологический процесс получения электропроводящего шаблона, а необязательно также и способ получения интегральной схемы, такой как РЧИД-чип, в одном технологическом процессе производства. Тем самым, множество этапов, которые обыкновенно проводят раздельно в каждом из данных технологических процессов, таких как вставление рулонов из полотен, протягивание полотен через траекторию производства, повторное наматывание и тому подобное, может быть, тем самым, проведено только один раз, что делает технологический процесс намного более эффективным по издержкам и времени. Это также уменьшает совокупную потребность в производственном машинном оборудовании и производственной площади.
При использовании настоящего изобретения этикетки, включающие интегрированные электропроводящие шаблоны, могут быть произведены непосредственно на одном агрегате таким образом, как на производственных агрегатах компаний по обработке этикеток. Тем самым, сводятся к минимуму транспортирования между различными субподрядчиками и так далее. Это также уменьшает потребность в буферных запасах, и может быть значительно уменьшена совокупная потребность в исходном материале и складировании. Кроме того, производителю предоставляется возможность большего контроля технологического процесса производства, и он может легче контролировать качество конечного продукта, а также может вводить необходимые модифицирования и так далее.
Способ и устройство настоящего изобретения представляют собой рулонную технологию (Roll-to-roll), при которой впускаемые рулоны обеспечивают на одном конце, а выпускаемые рулоны принимают на другом конце. Тем самым, технология является исключительно хорошо подходящим для использования при полностью автоматизированном производстве.
Кроме того, выпускаемые этикетки, включающие интегрированные электропроводящие шаблоны, легко могут быть снабжены чипом, расположенным в отверстии, образованном в полотне оборотного материала, для получения, например, интеллектуальных этикеток и РЧИД-этикеток. Этап добавления и присоединения таких чипов к этикеткам может быть предусмотрен в качестве дополнительного этапа в той же самой производственной технологической линии либо до ламинирования, либо после ламинирования или может быть скомпонована в качестве отдельной производственной технологической линии.
Полотно лицевого материала предпочтительно содержит, по меньшей мере, одного представителя, выбираемого из: бумаги, картона, полимерной пленки, ткани и нетканого материала.
Формирование проводящего материала по шаблону может быть проведено различным образом. Например, формирование проводящего шаблона может быть проведено в результате печати серебряной типографской краской, то есть, типографской краской, содержащей проводящие серебряные частицы. После этого растворитель может быть испарен в результате нагрева при повышенной температуре, при использовании фотоотверждения и так далее. Формирование проводящего шаблона также может быть проведено в результате получения сначала проводящего слоя на полотне и удаления или формирования данного проводящего слоя для получения желательного проводящего шаблона, например, в результате шлифования, резки и тому подобного. Это, например, может быть проведено по способу, раскрытому в публикациях ЕР 1 665 912 и WO 2005/027599, при этом упомянутые документы во всей своей полноте посредством ссылки включаются в настоящий документ.
В одном предпочтительном варианте осуществления формирование проводящего материала по шаблону включает: перенос проводящего материала по шаблону, соответствующему упомянутому электропроводящему шаблону, на поверхность полотна лицевого материала; и нагрев проводящего материала до температуры, превышающей характеристическую температуру плавления проводящего материала.
Проводящий материал предпочтительно имеет вид электропроводящих твердых частиц. Перенос проводящего материала на полотно лицевого материала может, например, включать прямую печать электропроводящих частиц в качестве части состава, который содержит в дополнение к электропроводящим твердым частицам текучее или гелеобразное вещество. Однако, электропроводящие твердые частицы также могут иметь и вид сухого порошка. Кроме того, перед переносом частиц на поверхности полотна лицевого материала может быть создана адгезионная область.
Нагрев предпочтительно проводят при использовании способа бесконтактного нагрева. Нагревание проводящего материала до температуры, превышающей характеристическую температуру плавления проводящего материала, в результате приводит к плавлению и затвердеванию проводящего материала. Это само по себе может оказаться достаточным для формирования электропроводящего шаблона. Однако, способ также может включать и этап приложения давления к нагретому проводящему материалу до ламинирования. Данное давление может быть приложено за счёт вала, и предпочтительно температура поверхности вала является меньшей, чем характеристическая температура плавления. Данное давление предпочтительно прикладывают спустя относительно немного времени после нагрева таким образом, чтобы материал все еще оставался бы в расплавленном или почти что расплавленном состоянии. Тем самым, давление будет стимулировать затвердевание прежде расплавленного материала в виде по существу непрерывного электропроводящего слоя, который покрывает область на полотне лицевого материала, соответствующую предполагаемому электропроводящему шаблону. Электропроводящий шаблон, произведенный данным образом, характеризуется хорошей адгезией к подложке, хорошим сопротивлением отслаиванию и хорошей непрерывностью проводимости.
Термин «характеристическая температура плавления» в данном случае обозначает, например, то, что при наличии проводящих частиц, являющихся композитными частицами, где две и более составные частицы остаются раздельными в различных частицах и/или даже в одной частице, характеристическая температура плавления является температурой, при которой такая составная частица расплавляется, что создает преобладающее воздействие на создание когезии в расплаве, возникающем из множества расплавленных частиц. Еще один способ определения «характеристической температуры плавления» заключается в том, чтобы сказать, что это температура, при и/или выше которой рассматриваемое вещество начинает вести себя преобладающим образом как более или менее вязкая текучая среда. В случае проводящих частиц, гомогенных по композиции и состоящих только из одного металла или сплава, которые характеризуются хорошо определенной температурой плавления, характеристическая температура плавления является температурой плавления данных металла или сплава.
Перенос проводящих частиц и отверждение и затвердевание могут, в частности, быть проведены по способу, раскрытому в одной или нескольких публикациях WO 2013/113995, WO 2009/135985, WO 2008/006941 и WO 2016/189446, при этом все из упомянутых документов посредством ссылки во всей своей полноте включаются в настоящий документ.
Отверждение может быть осуществлено в результате нагревания или в результате объединения воздействия тепла и давления. В случае использования как тепла, так и давления отверждение может быть названо спеканием. Во время отверждения перенесенный проводящий материал, например, в виде частиц, превращается в непрерывно проводящий шаблон, прикрепленный к подложке полотна. Спекание предпочтительно проводят на валу, включающем два противолежащих элемента вала, по меньшей мере, один из которых может быть нагретым, между которыми подают полотно. В дополнительном или альтернативном вариантах, отверждение также может включать облучение проводящего материала, например, при использовании УФ-излучения, электронно-лучевого излучения и тому подобного.
Оборотный материал предпочтительно содержит, по меньшей мере, одного представителя, выбираемого из: бумаги, картона, полимерной пленки, ткани и нетканого материала. Оборотный материал может относиться к тому же самому типу, что и лицевой листовой материал, но, в альтернативном варианте, может относиться и к другому типу.
Клеем предпочтительно является клей, склеивающий при надавливании.
Ламинирование предпочтительно проводят в результате сжатия полотна лицевого материала, включающего электропроводящий шаблон, и полотна оборотного материала, включающего клей, друг с другом при использовании ламинирующего звала.
Отверстия в полотне оборотного материала могут, например, быть образованы в результате пробивания или вырубного штампования.
Отверстия могут быть образованы и скомпонованы для размещения в себя чипа и тому подобного. Таким образом, чип посредством этого может быть соединен с выделенными областями контакта, образованными по электропроводящему шаблону.
Способ, кроме того, может включать этап вставки чипа в отверстие и проводящего прикрепления чипа к выделенным областям контакта. Данный этап может быть предусмотрена в качестве интегрированной части методики и проведена до повторного наматываения ламинированного полотна в третий рулон. Данный этап мог бы быть проведён до ламинирования полотна лицевого материала и полотна оборотного материала. Однако она также может быть проведена и во время или после ламинирования. В альтернативном варианте, данный этап также может быть проведён в рамках отдельной методики после повторного наматываения. В таком альтернативном варианте, полотно третьего рулона будет вставлено в новую производственную технологическую линию, где устанавливают чипы.
Электропроводящий шаблон предпочтительно компонуют (выполняют) с возможностью формирования антенны, а наиболее предпочтительно дипольной антенны.
Чип может представлять собой интегральную схему для формирования РЧИД-транспондера совместно с антенной, образованной электропроводящим шаблоном. РЧИД-транспондер может быть либо пассивным, то есть, питаемым энергией от электромагнитного поля считывающего устройства, либо активным, то есть, питаемым энергией от встроенной батареи.
В соответствии с еще одним аспектом настоящего изобретения предлагается устройство для получения этикетки, включающая интегрированный электропроводящий шаблон, при использовании рулонной технологии (Roll-to-roll processing), включающая:
первую впускную станцию для размещения первого рулона из полотна лицевого материала;
станцию формирования шаблона для формирования проводящего материала по шаблону, соответствующему упомянутому электропроводящему шаблону, на поверхности полотна лицевого материала; вторую впускную станцию для размещения второго рулона из полотна оборотного материала;
устройство для нанесения клея, формирующее слой клея на поверхности полотна оборотного материала;
станцию для образования отверстий для образования отверстий в полотне оборотного материала до или после упомянутого нанесения клея;
ламинирующий вал, ламинирующий полотно лицевого материала и полотно оборотного материала друг с другом включающих в себя электропроводящий шаблон и клей между полотном лицевого материала и полотном оборотного материала и включающих в себя отверстий, расположенных поверх выделенных областей контакта, которые образованы по электропроводящем шаблоне; и
станцию повторного наматывания для повторного наматывания ламинированного листа в третий рулон.
При использовании данного аспекта изобретения могут быть получены подобные преимущества и предпочтительные признаки и варианты осуществления, что и обсуждавшиеся выше в отношении первого аспекта изобретения.
Устройство предпочтительно реализуют на основе обыкновенной машины для обработки этикеток, но при добавлении оборудования и станций для формирования электропроводящего шаблона, а, возможно, также и для пробивания сквозных отверстий в полотне оборотного материала и/или для присоединения интегральной схемы, такой как РЧИД-чип, к электропроводящему шаблону.
В соответствии с представленным выше обсуждением изобретения формирование проводящего шаблона может быть выполнено различным образом. В соответствии с одним вариантом осуществления станция для формирования шаблона включает в себя устройство для манипулирования с частицами для переноса проводящего материала, выполненного по шаблону, соответствующего электропроводящему шаблону, на поверхность полотна лицевого материала; и нагреватель для нагревания проводящего материала до температуры, превышающей характеристическую температуру плавления проводящего материала.
Данные и другие аспекты изобретения станут очевидны после ознакомления с вариантами осуществления, описанными ниже в настоящем документе, и разъяснены при обращении к ним.
Краткое описание чертежей
Для целей демонстрации на примерах изобретение будет описываться еще более подробно в последующем изложении при обращении к его вариантам осуществления, проиллюстрированным на прилагающихся чертежах, где:
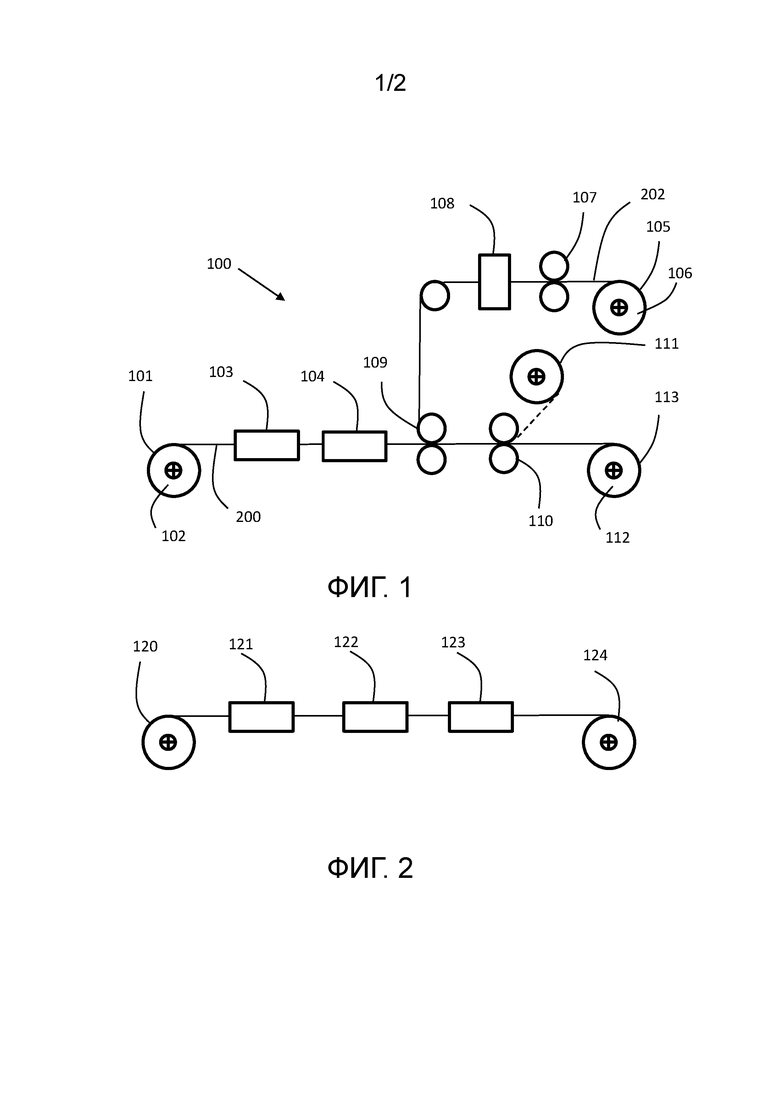
Фиг. 1 представляет собой схематическую иллюстрацию производственной технологической линии для производства этикеток, включающих электропроводящие шаблоны, такие как элементы антенны, в соответствии со способом и системой одного варианта осуществления настоящего изобретения;
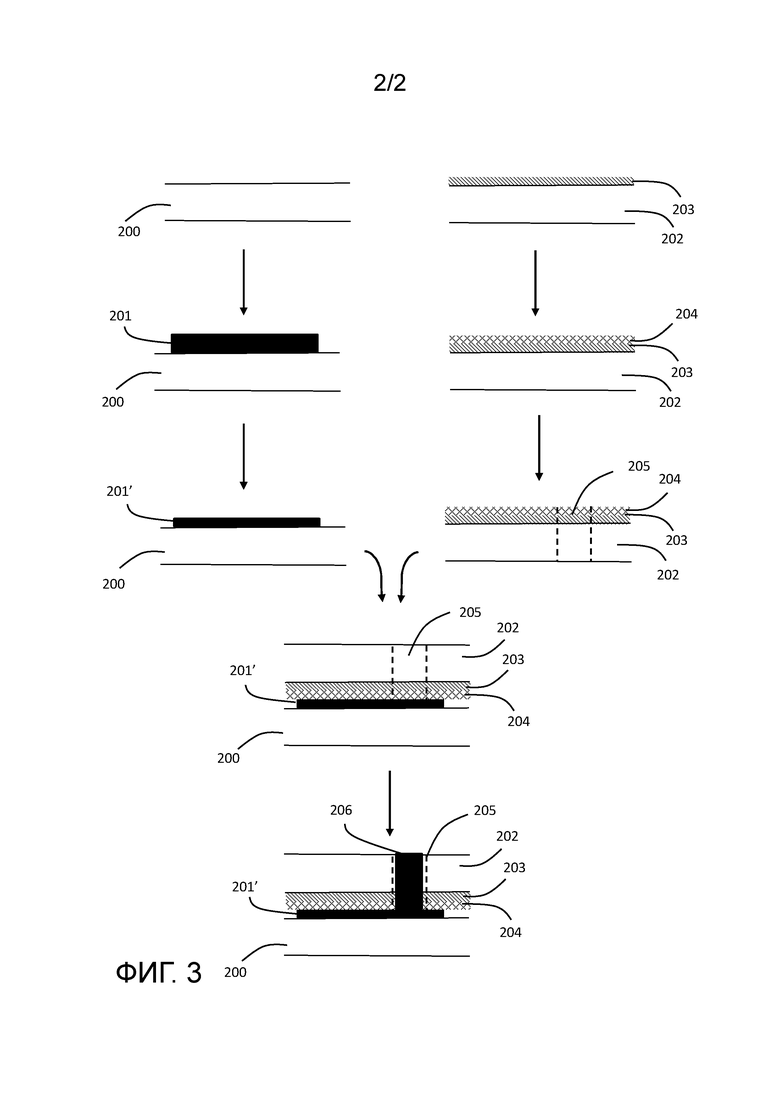
Фиг. 2 представляет собой схематическую иллюстрацию производственной технологической линии для использования выпускаемых этикеток с фиг. 1 для производства РЧИД-этикеток в соответствии с одним вариантом осуществления настоящего изобретения; и
Фиг. 3 представляет собой схематическую иллюстрацию в поперечном разрезе для материалов, полученных при использовании различных этапов способа и системы, раскрытых на фиг. 1 и 2.
Подробное описание предпочтительных вариантов осуществления
В следующем далее подробном описании изобретения будут описываться предпочтительные варианты осуществления изобретения. Однако, как это необходимо понимать, признаки различных вариантов осуществления являются взаимозаменяемыми между вариантами осуществления и могут быть объединены различным образом, если только не будет конкретно указываться на что-либо еще. Ради ясности также можно отметить и то, что размеры определенных компонентов, проиллюстрированных на чертежах, могут отличаться от соответствующих размеров при воплощениях изобретения в реальных условиях, таким образом, как в случае толщины различных слоев и тому подобного.
Что касается фиг. 1, то теперь более подробно будут обсуждаться способ и устройство для производства при получении этикеток, включающих в себя интегрированные электропроводящие шаблоны, такие как антенны.
Система 100 включает первую впускную или размоточную станцию 101, снабженную держателем бобины для размещения рулонов 102 из полотна лицевого материала 200. Полотно лицевого материала может, например, представлять собой бумагу.
Лицевой материал предпочтительно представляет собой волокнистое полотно и может демонстрировать любую характеристику из широкого спектра материалов, ширин и толщин. Подходящими для использования являются бумага и полимерные пленки (пластики), но также могут быть использованы и другие подобные непроводящие поверхности. Лицевой материал также может иметь покрытие, а также может быть использовано и многослойное полотно.
Полотно лицевого материала переносят в устройство для манипулирования с частицами 103, скомпонованное для переноса проводящего материала, выполненного по шаблону на поверхность полотна лицевого материала. Шаблон соответствует электропроводящему шаблону, формируемому в этикетке.
До переноса частиц на поверхности полотна может быть образована адгезионная область, как это известно на современном уровне техники, в целях удерживания частиц в желательном месте вплоть до проведения плавления и прессования. Однако, в зависимости от использованных материалов и тому подобного данный этап также может быть и опущен. Адгезионная область также может быть образована в соответствии с предполагаемым шаблоном для формируемого электропроводящего шаблона и может, например, быть получена при использовании дисперсионной адгезии (например, проклеивания) или электростатической адгезии. Это может, например, быть проведено при использовании секции печати клеем или нанесения лака (отдельно не показано), которую конфигурируют для намазывания клея или лака на подложку в целях создания адгезионной области с предварительно определенной формой, или секции устройства электрической зарядки, которую конфигурируют для создания пространственного распределения статического электрического заряда в материале полотна в целях создания адгезионной области с предварительно определенной формой. Однако, в дополнительном или альтернативном вариантах, частицы могут быть непосредственно перенесены на полотно в соответствии с формируемым электропроводящим шаблоном.
Также возможным является и перенос электропроводящих твердых частиц на поверхность подложки при использовании способа, который включает одновременное создание необходимой адгезии. Например, электропроводящие твердые частицы могут поступать в качестве части состава, который содержит в дополнение к электропроводящим твердым частицам текучее или гелеобразное вещество, которое обладает адгезионными свойствами. В данном случае подготовительное создание адгезионных областей может быть опущено.
После этого проводящий материал отверждают для формирования затвердевшего более уплотненного шаблона. Это может, например, быть проведено в результате подвода тепла при использовании нагревателя 104. Тем самым, проводящий материал предпочтительно нагревают до температуры, превышающей характеристическую температуру плавления проводящего материала.
Нагревание предпочтительно является бесконтактным нагреванием, которое уменьшает риск пачкания или нежелательных макроскопических изменений в пространственном распределении проводящего материала на поверхности полотна. Однако, также могут быть использованы и способы нагревания, которые являются контактными. В особенности в случае проведения нагревания при воздействии низкого или очень низкого контактного давления оно вполне может продемонстрировать те же самые выгодные характеристики отсутствия пачкания. В результате нагревания создается расплав.
Бесконтактное нагревание может, например, быть получено при использовании инфракрасного излучения, лазерного нагревания или нагревания, использующего другие типы излучения, индукционного нагревания, омывания потоком горячего газа и тому подобного. Однако нагревание также может быть проведено и в результате введения полотна подложки или проводящего материала в контакт с нагретым телом, таким как нагретый вал.
Нагревание проводящего материала до температуры, превышающей характеристическую температуру плавления проводящего материала, в результате приводит к плавлению и затвердеванию проводящего материала. Это само по себе может оказаться достаточным для формирования электропроводящего шаблона, в частности, в случае включения в нагревание также и введения перенесенных частиц в контакт с давлением.
Однако способ также может включать и этап приложения давления к нагретому проводящему материалу после нагревания, но до ламинирования. Данное давление может быть приложено при использовании вала (не показано), и предпочтительно температура поверхности вал является меньшей, чем характеристическая температура плавления. Данное давление предпочтительно прикладывают спустя относительно немного времени после нагревания таким образом, чтобы материал все еще оставался бы в расплавленном или почти что расплавленном состоянии. Тем самым, давление будет стимулировать затвердевание прежде расплавленного материала в виде по существу непрерывного электропроводящего слоя, который покрывает область на полотне лицевого материала, соответствующую предполагаемому электропроводящему шаблону.
Вал может быть может представлять собой ненагретый вал. Однако предпочтительно вал нагревают до температуры, только несколько меньшей, чем характеристическая температура плавления, такая как 30-60 и менее градусов С. Это обеспечивает, например, недопущение преждевременного затвердевания расплава до того, как он стал бы припрессован к подложке. Вал будет стимулировать повторное затвердевание прежде расплавленного материала первоначально твердых электропроводящих частиц, но на этот раз не в виде отдельных частиц, а в виде по существу непрерывного электропроводящего слоя, скомпонованного в виде предварительно определенного шаблона.
Однако в других вариантах осуществления температура вала может быть равной или почти что равной характеристической температуре плавления использованного электропроводящего материала.
Дополнительно, как это уже обсуждалось, этап прессования в некоторых вариантах осуществления может быть опущен. Кроме того, в дополнение, для получения давления, также достаточного для затвердевания расплавленных частиц, даже и при отсутствии какого-либо дополнительного этапа прессования до ламинирования, могут быть использованы и другие валы, используемые в технологическом процессе, например, ламинирующий вал, обсуждаемый более подробно ниже.
Перенос проводящих частиц и отверждение и затвердевание могут, в частности, быть проведены по способу, раскрытому в одной или нескольких публикациях WO 2013/113995, WO 2009/135985, WO 2008/006941 и WO 2016/189446, при этом упомянутые документы во всей своей полноте посредством ссылки включаются в настоящий документ.
Электропроводящие твердые частицы могут представлять собой любой металл и могут, например, представлять собой чистый металл. Однако частицы предпочтительно получают из сплавов, а наиболее предпочтительно неэвтектических сплавов. В частности, предпочитается использовать частицы металлических соединений, которые представляют собой - или напоминают - так называемые легкоплавкие припои. Сплавы предпочтительно содержат олово и висмут.
Один неограничивающий примерный перечень таких металлических соединений включает (указанные уровни процентного содержания являются уровнями массового процентного содержания):
олово/серебро (3,43 процента) / медь (0,83 процента)
олово/серебро (2-2,5 процента) / медь (0,8 процента) / сурьма (0,5-0,6 процента)
олово/серебро (3,5 процента) / висмут (3,0 процента)
олово/цинк (10 процентов)
олово/висмут (35-38 процентов)
олово/индий (52 процента)
висмут (53-76 процентов) / олово (22-35 процентов) / индий (2-12 процентов)
олово (35-95 процентов) / висмут (5-65 процентов) / индий (0-12 процентов).
При комнатном давлении первые четыре перечисленных примера расплавляются в диапазоне между 180 и 220 градусами Цельсия, в то время как четыре примера, упомянутых последними, расплавляются при значительно меньших температурах, даже при менее чем 100 градусах Цельсия.
Предпочтительно проводящий материал, относящийся к типу частиц, состоит по существу из частиц металла или металлического сплава. Металл или металлический сплав предпочтительно демонстрируют характеристическую температуру плавления при атмосферном давлении, составляющую менее чем 300 градусов С, а более предпочтительно менее чем 250 градусов С и наиболее предпочтительно менее чем 200 градусов С, таким образом, как в диапазоне 50-250 градусов С или предпочтительно в пределах диапазона 100-200 градусов С, что делает способ подходящим для использования, например, в отношении обыкновенной бумаги, физические свойства которой могут необратимо изменяться при чрезвычайно высоких температурах. Подходящие для использования металлы включают, например, олово, висмут, индий, цинк, никель и тому подобное, используемые в качестве индивидуальных металлов или в комбинациях. Например, могут быть использованы комбинации олово-висмут, олово-висмут-цинк, олово-висмут-индий или олово-висмут-цинк-индий при различных соотношениях. В оловосодержащих сплавах доля олова в сплаве предпочтительно находится в диапазоне 20-90 массовых процентов, а наиболее предпочтительно 30-70 массовых процентов, от совокупной массы компонентов в сплаве.
Один возможный вариант осуществления переноса проводящего материала на полотно подложки подробно обсуждался выше. Однако, также возможными являются и другие способы получения переноса проводящего материала. Перенос материала может, например, быть получен при использовании:
- валика для переноса, имеющего электроды, которые характеризуются потенциалом, отличным от потенциала частиц, осажденных на поверхности валика для переноса,
- электрографического переноса, когда частицы могут быть осаждены в растворителе. Растворитель испаряется или адсорбируется подложкой (в частности, бумагой или картоном), после чего проводят спекание для (почти что) сухих частиц,
- трафаретной печати, когда частицы в жидкостной форме (то есть, когда частицы скомпонованы в растворителе или суспензии) переносят на подложку через паутиноподобные сетчатые средства (тканевые или металлические) или через шаблон,
- глубокой печати, флексографической печати, офсетной печати, краскоструйной печати и тому подобного для частиц, растворенных или суспендированных в среде носителя.
Кроме того, также могут быть использованы и другие способы формирования проводящего материала, выполненного по шаблону. Например, формирование проводящего шаблона может быть проведено в результате печати серебряной типографской краской, то есть, типографской краской, содержащей проводящие серебряные частицы. После этого растворитель может быть испарен в результате нагревания при повышенной температуре, при использовании фотоотверждения и так далее. Формирование проводящего шаблона также может быть проведено в результате получения сначала проводящего слоя на полотне и удаления или формирования данного проводящего слоя для получения желательного проводящего шаблона, например, в результате шлифования, резки и тому подобного.
На второй впускной или размоточной станции 105 на втором держателе бобины размещают второй рулон 106 из полотна оборотного материала 202. Полотно оборотного материала может, например, представлять собой бумажный материал и может, например, быть снабжено силиконовой поверхностью, то есть, в случае силиконизированной бумаги. Однако также могут быть использованы и другие типы волокнистых или неволокнистых материалов, такие как полимерные пленки (пластики). Полотно оборотного материала может демонстрировать любую характеристику из широкого спектра материалов, ширин и толщин. Однако ширина предпочтительно соответствует ширине полотна лицевого материала.
Полотно оборотного материала подают через устройство для нанесения клея 107, формирующее слой клея на поверхности полотна оборотного материала. Клеем могут, например, быть клей, склеивающий при надавливании, (PSA) или термоплавкий клей, склеивающий при надавливании.
После этого полотно может быть подано через станцию пробивания 108 и тому подобное, где в полотне оборотного материала образуют сквозные отверстия. Отверстия также могут быть образованы в результате вырубного штампования и тому подобного. Сквозным отверстиям предпочтительно придают размер и профиль для размещения интегральной схемы, предполагаемой для присоединения к электропроводящим шаблонам, сформированным на полотне лицевого материала.
После этого два полотна в виде полотна лицевого материала, включающего электропроводящий шаблон, и полотна оборотного материала, включающего слой клея, сводят друг с другом и ламинируют в ламинирующего вала 109. Полотна сводят друг с другом таким образом, чтобы проводящий материал и клей были бы обращены друг к другу между полотном лицевого материала и полотном оборотного материала. Ламинирующий вал 109 оказывает воздействие давлением на полотна, что, тем самым, осуществляет ламинирование. Однако ламинирующий вал также необязательно может быть и нагретыммм валом, что, тем самым, также осуществляет ламинирование в результате дополнительного нагрева.
В случае образования отверстий в полотне оборотного материала полотна предпочтительно будут сводить друг с другом таким образом, чтобы отверстия были бы скомпонованы поверх выделенных областей контакта, образованных в электропроводящем шаблоне.
После ламинирования могут быть предусмотрены устройство для вырубного штампования 110 и тому подобное в целях отделения этикеток друг от друга и получения желательных профиля и размеров этикеток. Станция вырубного штампования может, например, быть использована для перфорирования полотна или полного прорезания материала полотна вдоль линий резки. Станцию вырубного штампования предпочтительно размещают относительно станций вставления таким образом, чтобы полотно ламинированной этикетки могло бы быть разрезано без проведения резки сквозь электропроводящий шаблон. Станция вырубного штампования может включать режущие элементы, например, в виде одного или нескольких ротационных штампов или других типов инструментальной оснастки для резки или перфорирования, используемых при получении этикеток или ярлыков. Станция вырубного штампования также может включать монитор или датчик для идентификации местоположения электропроводящего шаблона с целью не допустить резку по электропроводящим шаблонам.
Кроме того, может быть предусмотрена станция удаления отходов матричного материала 110, а удаленный матричный материал может быть смотан в рулон отходов 111.
После этого конечное ламинированное полотно может быть повторно смотано в третий рулон 113 на станции повторного наматывания 112.
Этикетки также могут быть снабжены дополнительным слоем клея на внешней поверхности, используемым для прилепления этикетки к упаковкам, контейнерам и тому подобному. В данном случае этикетки могут, кроме того, включать легко удаляемое защитное покрытие, покрывающее клей.
Этикетки могут, кроме того, включать отпечатанную информацию в виде текста, цифр, штрих-кодов и тому подобного. С этой целью система может, кроме того, включать станцию печати, например, для печати на полотне лицевого материала. Станция печати (не показано) может, например, быть скомпонована до устройства для манипулирования с частицами 103. Однако рулон 102 из полотна лицевого материала также может включать предварительно отпечатанный исходный материал этикетки. Печать может быть проведена при использовании флексографической печати, офсетной печати или любого другого способа печати.
Станция повторного наматывания 113 также может включать средства последующей переработки, которые конфигурируют для последующей переработки конечного полотна, например, в результате охлаждения, удаления статического электрического заряда, нанесения покрытия, испарения летучих компонентов веществ, присутствующих в или на полотне, и тому подобного.
Вдоль производственной технологической линии также могут быть предусмотрены и одно или несколько устройств натяжения (не показано) для контроля натяжения полотен, как это известно на современном уровне техники.
Выпускаемые этикетки, включающие интегрированные электропроводящие шаблоны, легко могут быть снабжены интегральной схемой (ИС), такой как чип, для получения, например, интеллектуальных этикеток и РЧИД-этикеток. Этап добавления и присоединения таких схем/чипов к этикеткам может быть предусмотрен в качестве дополнительного этапа в той же самой производственной технологической линии или может быть скомпонована в качестве отдельной производственной технологической линии.
В одном варианте осуществления, схематически проиллюстрированном на фиг. 2, иллюстрируется отдельная производственная технологическая линия для вставления и прикрепления интегральных схем/чипов в предварительно произведенных этикетках.
В данном случае предусматривается первая впускная или размоточная станция 120, скомпонованная для размещения рулона из предварительно произведенных этикеток, включающих интегрированные электропроводящие шаблоны. Данным рулоном может, например, быть третий рулон 112, представляющий собой результат осуществления технологического процесса, обсуждавшегося в отношении фиг. 1, и включающий полотно предварительно произведенных этикеток.
На первом этапе на полотно в намечаемой области может быть нанесен клей при использовании устройства для нанесения клея 121. Клеем предпочтительно является непроводящий клей, такой как диэлектрическая паста (NCP) или анизотропная проводящая паста (АСР). Клей/пасту предпочтительно компонуют для термокомпрессионного соединения. Клей предпочтительно наносится в жидком виде и отверждается/затвердевает при нагревании. В дополнительном или альтернативном варианте, клей может быть нанесен после размещения схемы ИС для придания соединению дополнительной прочности.
На втором этапе предусматривается станция вставления схемы ИС/чипа 122, где схемы ИС/чипы вставляют в отверстия этикеток, вводя их, тем самым, в контакт с выделенными областями соединения, то есть, контактными площадками, электропроводящих шаблонов этикеток. Станция вставления может, например, быть станцией захвата и монтажа, где схемы ИС захватывают из места хранения, такого как стеллаж контейнер, дозирующий бункер, полупроводниковая пластина и тому подобное, и переводят в предполагаемое местоположение на этикетках. Инструмент для захвата может, например, функционировать при воздействии вакуума. Также предпочтительно подводят тепло в целях отверждения/затвердевания клея, а также получения надлежащего электрического контакта между схемами ИС и электропроводящими шаблонами. Тепло может, например, быть подведено в результате нагревания инструмента для захвата или при использовании внешнего нагревателя, например, скомпонованного выше или ниже местоположения размещения. В дополнительном или альтернативном вариантах, схемы ИС также могут быть предварительно нагреты во время хранения. В дополнительном или альтернативном вариантах, проводящий шаблон может быть нагрет до или во время размещения схемы ИС. Во время нагревания схема ИС будет припаяна мягким припоем к областям контакта проводящего шаблона. Для обеспечения установления электрического контакта между схемами ИС и электропроводящими шаблонами, а также для облегчения размещения схем ИС на этикетках схемы ИС могут быть снабжены контактными площадками или столбиками, выходящими из тела схемы ИС и обеспечивающими получение увеличенной и легче присоединяемой области.
В случае изготовления проводящего шаблона из материала, имеющего высокую температуру плавления, такого как серебряная типографская краска, тонкоизмельченный алюминий, медная типографская нанокраска и тому подобное, плавление которого является затруднительным или невозможным в настоящем контексте, соединение схем ИС вместо этого может быть проведено исключительно при использовании клея, такого как продукты NCP, ACP, ICP (изотропная проводящая паста) или другой клей, скомпонованного в областях контакта до размещения схемы ИС.
Клей также может быть отвержден после размещения схемы ИС. Отверждение может, например, быть получено в результате нагревания, облучения и тому подобного. Например, может быть использован нагретый термод для термокомпрессионного отверждения клея. В дополнительном или альтернативном вариантах, отверждение может быть осуществлено при использовании, например, нагревания в нагретой печи, УФ-излучения и тому подобного.
На третьем этапе может быть предусмотрена станция программирования и/или тестирования 123. Схема ИС и электропроводящий шаблон могут, например, формировать РЧИД-транспондер. На станции программирования и/или тестирования 123 РЧИД-транспондеры могут быть запрограммированы в случае непроведения их предварительного программирования заранее до размещения этикеток, и функция каждого РЧИД-транспондера может быть протестирована и верифицирована. Станция программирования и/или тестирования может включать систему запроса, включающую РЧИД-антенну или многоэлементные антенные решетки, для проверки и тестирования функциональности каждого РЧИД-транспондера. Говоря более конкретно, станция может включать РЧИД-считывающее устройство или РЧИД-считывающее устройство/записывающее устройство.
После этого на станции повторного наматывания 124 полностью изготовленные этикетки, включающие интегрированные электропроводящие шаблоны и схемы ИС/чипы, присоединенные к ним, например, в виде РЧИД-транспондеров, повторно наматывают на рулон из конечных этикеток.
В представленном выше варианте осуществления этапы вставки схемы ИС/чипа в отверстие и проводящего прикрепления чипа к выделенным областям контакта проводят в рамках отдельного технологического процесса. Однако, данные этапы также могут быть и интегрированы в технологическом процессе получения (формирования) этикеток, обсуждавшемся выше при обращении к фиг. 1. Например, данные этапы могут быть проведены после ламинирования полотен, то есть, после ламинирующего вала 109, и до повторного наматывания, то есть, до станции повторного наматываения 113. В альтернативном варианте, схемы ИС/чипы могут быть скомпонованы на полотне лицевого материала 200 и присоединены к электропроводящим шаблонами после этапа отверждения, то есть, после нагревателя 104, но до ламинирования в ламинирующем валу 109. В данном случае прикрепление и электрический контакт между схемами ИС/чипами и электропроводящими шаблонами будут установлены во время этапа ламинирования или на предшествующей или последующей дополнительного этапа нагревания и/или прессования.
Как это схематически продемонстрировано на левой стороне фиг. 3, сначала подают полотно первого материала, являющееся полотном лицевого материала 200, изготовленное, например, из бумаги. Это материал, вставляемый в станцию вставления 101. После этого на поверхность материала 200 переносят проводящий материал 201, например, в виде твердых частиц. После этого проводящий материал 201 отверждается и затвердевает в устройстве для нагревания/спекания 104, что в результате приводит к получению затвердевшего электропроводящего шаблона 201’.
Как это продемонстрировано на правой стороне фиг. 3, сначала подают полотно оборотного материала 202, например, изготовленное из бумаги. Это материал, вставляемый в станцию вставления 105. Полотно оборотного материала также необязательно может быть и силиконизированным и включать слой силикона 203. После этого поверх полотна оборотного материала 202 и слоя силикона 203 (в случае присутствия такового) наносят слой клея 204 в устройстве для нанесения клея 207. Вслед за этим на станции пробивания 108 сквозь полотно могут быть пробиты или прорезаны отверстия 205.
Как это продемонстрировано в нижней части фиг. 3, после этого полотно лицевого материала и полотно оборотного материала сводят друг с другом и ламинируют при использовании ламинирующего вала 109. Вслед за этим получающаяся в результате этикетка будет иметь полотно лицевого материала 200 на одной стороне и полотно оборотного материала 202 на другой стороне и в промежутке между ними электропроводящий шаблон 201’, скомпонованный ближе всего к полотну лицевого материала 200, и слой клея 204, простирающийся по поверхности полотна лицевого материала и электропроводящего шаблона за исключением мест расположения отверстий 205. Отверстия образуют проемы доступа к выделенным областям контакта электропроводящих шаблонов.
После этого или прежде в технологическом процессе, соответствующем представленному выше обсуждению изобретения, интегральные схемы 206 компонуют в отверстиях 205 и прикрепляют и электрически присоединяют к электропроводящим шаблонам 201’.
Сейчас были описаны конкретные варианты осуществления изобретения. Однако возможными являются и некоторые альтернативные варианты осуществления, которые должны быть очевидными для специалистов в соответствующей области техники. Например, возможными являются различные способы осуществления переноса и отверждения проводящего материала для получения электропроводящего шаблона. Кроме того, электропроводящий шаблон может исполнять функцию антенны и, например, дипольной антенны, но также может быть использован и другим образом. Кроме того, ламинирование может быть получено при использовании клея, склеивающего при надавливании, и приложении давления к ламинируемым полотнам, но также возможными являются и другие способы ламинирования полотен. Кроме того, размещение и прикрепление интегральной схемы к электропроводящему шаблону могут быть предусмотрены в качестве интегрированных этапов в технологическом процессе получения этикеток, но, в альтернативном варианте, могут быть предусмотрены и в отдельном технологическом процессе или даже опущены. Такие и другие очевидные модифицирования должны рассматриваться как попадающие в объем настоящего изобретения, который соответствует определению в прилагающейся формуле изобретения. Как это необходимо отметить, вышеупомянутые варианты осуществления иллюстрируют, а не ограничивают изобретение, и специалисты в соответствующей области техники должны быть способны разработать множество альтернативных вариантов осуществления без отклонения от объема прилагающейся формулы изобретения. В формуле изобретения любая ссылочная позиция, размещенная между скобками, не должна восприниматься в качестве ограничения для пункта формулы изобретения. Слово «включающий» не исключает присутствия и других элементов или этапов, отличных от того, что перечисляется в пункте формулы изобретения. Слово «один» или «некий», предшествующие элементу, не исключает присутствия и множества таких элементов. Кроме того, одна установка может осуществлять функции нескольких средств, перечисленных в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА ДЛЯ ЭТИКЕТОК | 2007 |
|
RU2447116C2 |
| УСТАНОВКА И СПОСОБ ДЛЯ ПРИКЛЕИВАНИЯ ЭТИКЕТОК | 2007 |
|
RU2450935C2 |
| МНОГОСЛОЙНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ЛАЗЕРНОЙ ГРАВИРОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2736080C1 |
| ИСТОЧНИК ЭТИКЕТОК И ПРИНТЕР ЭТИКЕТОК | 2007 |
|
RU2414357C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРОПРОВОДЯЩИХ РИСУНКОВ НА ПОДЛОЖКАХ | 2016 |
|
RU2721003C2 |
| САМОКЛЕЯЩАЯСЯ ЭТИКЕТКА-КОНВЕРТ (ГЕРМЕТИЧНО ЗАКРЫТАЯ В РУЛОНЕ) | 2010 |
|
RU2549077C2 |
| УСТАНОВКА И СПОСОБ ДЛЯ РЕЗКИ КЛЕЯЩИХСЯ ЭТИКЕТОК | 2009 |
|
RU2478038C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРТ ИЛИ ЭЛЕКТРОННЫХ ЭТИКЕТОК | 2002 |
|
RU2300159C2 |
| ОДНОНАПРАВЛЕННАЯ ОРИЕНТИРОВАННАЯ ТЕРМОУСАЖИВАЮЩАЯ ПОЛИМЕРНАЯ ЭТИКЕТКА НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2621598C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИСОЕДИНЕНИЯ ЧИПА К ПЕЧАТНОЙ ПРОВОДЯЩЕЙ ПОВЕРХНОСТИ | 2010 |
|
RU2563971C2 |
Изобретение относится к способу и устройству для производства этикеток, включающих интегрированные электропроводящие шаблоны, в частности, производства интеллектуальных этикеток и РЧИД-этикеток. Способ и устройство для получения этикетки, включающей электропроводящий рисунок, осуществляется при включении следующих этапов. Обеспечивают первый рулон из полотна лицевого материала. Формируют проводящий материал в виде рисунка, соответствующего упомянутому электропроводящему рисунку, на поверхности полотна лицевого материала. Обеспечивают второй рулон из полотна оборотного материала. Наносят слой клея на поверхность полотна оборотного материала. Делают отверстия в полотне оборотного материала. Сводят полотна оборотного материала и полотна лицевого материала друг с другом. Ламинируют лицевой листовой материал, включающий электропроводящий шаблон, и оборотный листовой материал, включающий клей, друг с другом. Повторно наматывают ламинированное полотно на третий рулон. Изобретение направлено на упрощение производства этикеток. 2 н. и 12 з.п. ф-лы, 3 ил.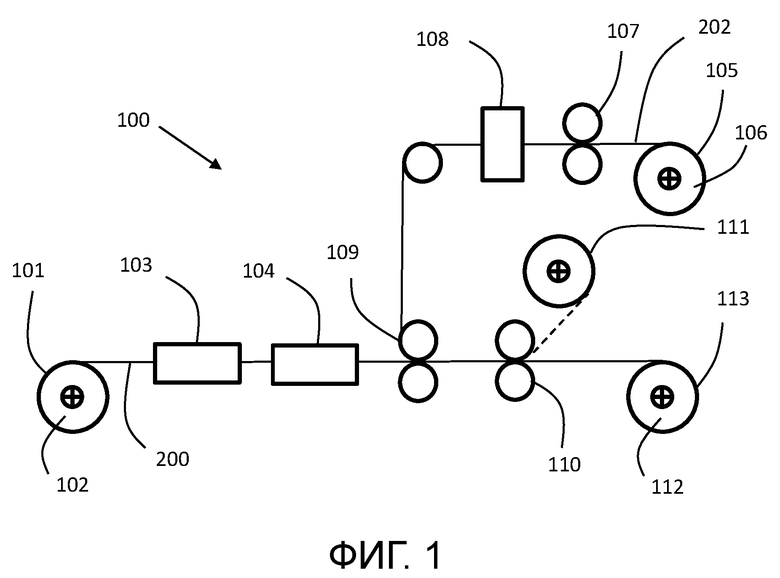
1. Способ формирования этикетки, включающей электропроводящий шаблон (201’), по рулонной технологии, включающей в себя этап:
обеспечения первого рулона (102) из полотна лицевого материала (200);
формирования проводящего материала (201) по шаблону, соответствующему электропроводящему шаблону (201’), на поверхности полотна лицевого материала;
обеспечения второго рулона (106) из полотна оборотного материала (202);
нанесения слоя клея (204) на поверхность полотна оборотного материала;
образования отверстий (205) в полотне оборотного материала до или после упомянутого нанесения клея;
сведения полотна оборотного материала и полотна лицевого материала друг с другом таким образом, чтобы проводящий материал и клей были бы обращены друг к другу между полотном лицевого материала и полотном оборотного материала, и в результате чего отверстия размещаются поверх выделенных областей контакта, образованных по электропроводящему шаблону,
ламинирования лицевого листового материала, включающего электропроводящий шаблон, и оборотного листового материала, включающего клей, друг с другом; и
повторного наматывания ламинированного полотна на третий рулон (113).
2. Способ по п. 1, в котором лицевой материал (200) содержит, по меньшей мере, одно из: бумаги, картона, полимерной пленки, ткани и нетканого материала.
3. Способ по п. 1 или 2, в котором
проводящий материал (201) имеет вид электропроводящих твердых частиц.
4. Способ по любому из предшествующих пунктов, в котором формирование проводящего материала (201) по шаблону (201’) включает в себя:
перенос проводящего материала (201) по шаблону (201’), соответствующему упомянутому электропроводящему шаблону, на поверхность полотна лицевого материала (200); и
нагрев проводящего материала до температуры, превышающей характеристическую температуру плавления проводящего материала.
5. Способ по п. 4, в котором перенос проводящего материала (201) на полотно лицевого материала (200) включает в себя прямую печать электропроводящих частиц в качестве части вещества, которое содержит в дополнение к электропроводящим твердым частицам текучее или гелеобразное вещество.
6. Способ по п. 4 или 5, дополнительно содержащий этап приложения давления к нагретому проводящему материалу (201) до ламинирования.
7. Способ по п. 6, в котором давление прикладывается за счёт вала,
причем температура поверхности вала является меньшей, чем упомянутая характеристическая температура плавления.
8. Способ по любому из предшествующих пунктов, в котором оборотный материал (202) содержит, по меньшей мере, одно из: бумаги, картона, полимерной пленки, ткани и нетканого материала.
9. Способ по любому из предшествующих пунктов, в котором клей (204) представляет собой чувствительный к давлению клей.
10. Способ по любому из предшествующих пунктов, в котором ламинирование происходит за счёт сжатия полотна лицевого материала (200), включающего электропроводящий шаблон (201), и полотна оборотного материала (202), включающего клей (204), друг с другом при помощи ламинирующего вала (109).
11. Способ по любому из предшествующих пунктов, дополнительно содержащий этап вставки чипа (206) в отверстие (205) и проводящего прикрепления чипа к выделенным областям контакта.
12. Способ по любому из предшествующих пунктов, в котором электропроводящий шаблон (201’) формирует антенну.
13. Устройство для формирования этикетки, включающей интегрированный электропроводящий шаблон (201), по рулонной технологии, включающее в себя:
первую впускную станцию для размещения первого рулона (102) из полотна лицевого материала (200);
станцию формирования шаблона для формирования проводящего материала (201) по шаблону, соответствующему упомянутому электропроводящему шаблону (201’), на поверхности полотна лицевого материала;
вторую впускную станцию для размещения второго рулона (106) из полотна оборотного материала (202);
устройство для нанесения клея (207), обеспечивающее слой клея (204) на поверхности полотна оборотного материала (202);
образующую отверстия станцию для образования отверстий (205) в полотне оборотного материала до или после упомянутого нанесения клея;
ламинирующий вал (109), ламинирующий полотно лицевого материала и полотно оборотного материала друг с другом, включающих в себя электропроводящий шаблон и клей между полотном лицевого материала и полотном оборотного материала и включающих в себя отверстий, расположенных поверх выделенных областей контакта, которые образованы по электропроводящему шаблону; и
станцию повторного наматывания (112) для повторного наматывания ламинированного полотна на третий рулон (113).
14. Устройство по п. 13, в котором станция для формирования шаблона содержит устройство для манипулирования с частицами (103) для переноса проводящего материала (201), выполненного по шаблону, соответствующему упомянутому электропроводящему шаблону (201’), на поверхность полотна лицевого материала (200); и
нагреватель (104) для нагрева проводящего материала до температуры, превышающей характеристическую температуру плавления проводящего материала.
| US 2008117056 A1, 22.05.2008; | |||
| US 2009294534 A1, 03.12.2009 | |||
| ТЕКСТИЛЬНАЯ RFID ЭТИКЕТКА | 2007 |
|
RU2420621C2 |
| ЭТИКЕТКА-ИНДИКАТОР | 2006 |
|
RU2380761C2 |

