Изобретение относится к обработке металлов резанием и может быть использовано на операциях точения и растачивания, для нахождения режимов резания, позволяющих снизить вибрацию технологической системы (ТС).
Известен способ идентификации ТС, заключающийся в том, что на вход ТС подают возбуждающее воздействие, которое формируют ударами бойка по отдельным элементам доминирующей колебательной системы, состоящей из резца и заготовки. Регистрируют изменение амплитуды и частоты выходного сигнала с помощью вибродатчиков для отдельных элементов ТС. Определяют вид и коэффициенты динамической модели ТС. Для этого через параметры переходной характеристики системы по величине затухания колебаний рассчитывают демпфирование, жесткость определяют с помощью статического нагружения узлов ТС по их относительному перемещению, приведенную массу определяют через жесткость ТС и частоту первой гармоники колебаний ТС. По полученным таким образом коэффициентам строят динамическую модель ТС (см. Жарков И.Г. Вибрации при обработке лезвийным инструментом/ Л.: Машиностроение, Ленингр. отд-ние, 1986, 84 стр.).
Недостатком описанного способа является длительность процесса идентификации, вызванная проведением большого количества экспериментов по определению вида передаточной функции и коэффициентов динамической модели каждого элемента ТС в отдельности в их статическом положении.
Наиболее близким к предлагаемому изобретению по технической сущности и достигнутому результату (прототипом) является способ идентификации ТС, заключающийся в том, что на вход ТС подают полигармоническое возбуждающее воздействие, регистрируют изменение амплитуды и частоты выходного сигнала и по отношению амплитуды выходного сигнала к амплитуде входного сигнала соответствующих частот определяют вид и коэффициенты динамической модели ТС. При этом полигармоническое возбуждающее воздействие формируют для отдельных элементов с помощью генераторов периодических колебаний (см. Камаев В.А., Гришин В.А. Математическое моделирование изделий и технологий/ Волгоград, Изд. ВолгПИ, 1986, стр.79-110).
Недостатком описанного способа является длительность процесса идентификации, обусловленная необходимостью проведения большого количества экспериментов по определению коэффициентов динамической модели для отдельных элементов ТС в их статическом положении, а также сложность аппаратурной реализации вследствие использования специальных генераторов периодических колебаний.
Предлагаемым изобретением решается задача ускорения процесса идентификации.
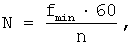
Для достижения такого технического результата в предлагаемом способе идентификации ТС, заключающемся в том, что на вход ТС подают полигармоническое возбуждающее воздействие, регистрируют изменения амплитуды и частоты выходного сигнала и по отношению амплитуды выходного сигнала к амплитуде входного сигнала соответствующих частот определяют вид и коэффициенты динамической модели ТС, полигармоническое возбуждающее воздействие формируют профилем заготовки, при этом высоту и количество шлицев заготовки определяют по формулам

где h - высота шлицев;
t - заданная глубина резания;
Δ - погрешность обработки;
N - количество шлицев;
fmin - минимальная исследуемая частота;
n - частота вращения заготовки при обработке.
Отличительными признаками являются те, что полигармоническое возбуждающее воздействие формируют профилем заготовки, при этом высоту и количество шлицев заготовки определяют по формулам
h≤ t-Δ ,

где h - высота шлицев;
t - заданная глубина резания;
Δ - погрешность обработки;
N - количество шлицев;
fmin - минимальная исследуемая частота;
n - частота вращения заготовки при обработке.
Наличие данных признаков обеспечивает ускорение процесса идентификации ТС вследствие сокращения количества экспериментов и времени, необходимого для определения вида и коэффициентов динамической модели в реальных условиях взаимодействия отдельных элементов ТС между собой, что позволяет прогнозировать результаты выполнения операции с высокой точностью.
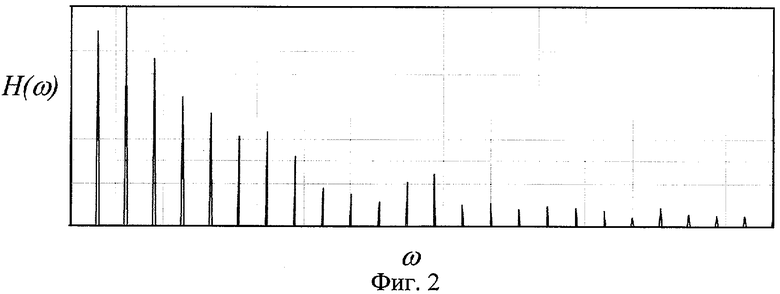
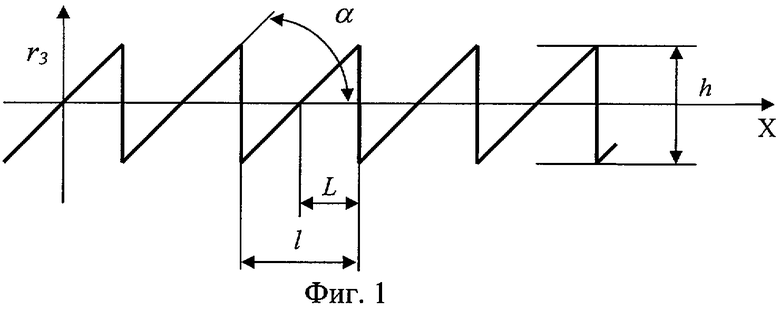
Предлагаемое изобретение поясняется чертежами, где на фиг.1 изображена развертка поперечного профиля заготовки, на фиг.2 - линейчатый спектр изменения амплитуды от частоты ТС.
Кроме того, на фиг.1 дополнительно изображено следующее:
l - период функции, описывающий профиль заготовки;
L - половина периода функции, описывающей профиль заготовки;
α - угол наклона профиля заготовки к оси абсцисс;
h - высота шлицев.
Предлагаемый способ идентификации ТС осуществляется следующим образом.
ТС рассматривают как систему для преобразования профиля заготовки, являющегося входным сигналом, в профиль детали, являющегося выходным сигналом.
На вход ТС подают полигармоническое возбуждающее воздействие, которое формируют профилем заготовки. Для этого на заготовке нарезают продольные шлицы. При этом высоту и количество шлицев определяют по формулам (1) и (2).
Наличие продольных шлицев на заготовке приводит в процессе обработки заготовки к изменению фактической глубины резания tФ, а следовательно, к изменению силы резания, которая пропорциональна фактической глубине резания:

где Ру - радиальная составляющая силы резания;
Кр - коэффициент резания;
tФ - фактическая глубина резания.
За счет изменения силы резания в ТС возникают упругие отжатия и колебания, вызывающие изменение профиля детали.
Заготовку с продольными шлицами устанавливают на станок и обрабатывают.
Регистрируют изменения амплитуды и частоты выходного сигнала. Для этого на кругломере снимают профилограмму профиля детали.
Амплитуду выходного сигнала соответствующей частоты определяют следующим образом.
Рассчитывают радиус-вектор обработанной поверхности детали по формуле:

где rд * - переменная составляющая профиля детали;
rод - постоянная составляющая профиля детали.
Данный профиль содержит бесконечное количество гармоник. Его разложение в ряд Фурье имеет вид:

где ν - номер гармоники, соответствующий амплитуде и частоте колебаний профиля детали;
 - коэффициенты разложения амплитуды колебаний профиля детали;
- коэффициенты разложения амплитуды колебаний профиля детали;
lд - период функции, описывающей профиль детали;
х - текущая координата профиля.
Коэффициенты разложения амплитуды колебаний  определяют при разложении полученного профиля детали в ряд Фурье по формулам (см. Бронштейн И.Н., Семендяев К.А. Справочник по математике для инженеров и учащихся ВТУЗОВ/ М: Машиностроение, 1980, стр.747)
определяют при разложении полученного профиля детали в ряд Фурье по формулам (см. Бронштейн И.Н., Семендяев К.А. Справочник по математике для инженеров и учащихся ВТУЗОВ/ М: Машиностроение, 1980, стр.747)


где N - количество точек разбиения профиля детали;
i - порядковый номер.
Количество точек разбиения профиля детали определяют по профилограмме (задается программно и ограничивается возможностями аналого-цифрового преобразователя).
Круговую частоту ω ν , соответствующую гармонике ν , вычисляют по формуле

где ν - порядковый номер гармоники;
lд - период функции, описывающей профиль детали;
М - количество участков профиля детали по длине окружности;
D - диаметр окружности наружной поверхности детали.
В соответствии с формулой (5) радиус детали (и заготовки) является функцией координаты х, откладываемой по длине окружности. Учитывая частоту вращения детали, представляют ее радиус-вектор как функцию времени t. Для этого в формуле (5) выполняют замену:

где D - диаметр детали;
n - частота вращения детали при обработке;
t - время.
Тогда с учетом замены разложение профиля детали в ряд Фурье принимают:

где roд - постоянная составляющая профиля детали;
ν - номер гармоники, соответствующий амплитуде и частоте колебаний профиля заготовки;
М - количество участков профиля детали по длине окружности;
n - частота вращения детали при обработке;
t - время.
Круговую частоту вычисляют по формуле

где ν - порядковый номер гармоники;
М - количество участков профиля детали по длине окружности;
n - частота вращения детали при обработке.
Расчет амплитуды выходного сигнала для соответствующей выбранной частоты колебаний производят по формуле:

где  - коэффициенты разложения амплитуды колебаний профиля детали;
- коэффициенты разложения амплитуды колебаний профиля детали;
ω д - выбранная частота колебаний;
ν - порядковый номер гармоники.
Спектр профиля заготовки находят аналитическим способом.
При этом радиус-вектор заготовки определяют по формуле:

где rз* - переменная составляющая профиля заготовки;
rоз - постоянная составляющая профиля заготовки.
Профиль заготовки, как и профиль детали, при разложении в ряд Фурье имеет вид

где ν - номер гармоники, соответствующий амплитуде и частоте колебаний профиля заготовки;
 - коэффициенты разложения амплитуды колебаний профиля заготовки;
- коэффициенты разложения амплитуды колебаний профиля заготовки;
l - период функции, описывающей профиль заготовки;
х - текущая координата профиля.
Профиль заготовки является нечетной функцией. Поэтому все коэффициенты  ν =1,2... , а bν з рассчитывают по формуле
ν =1,2... , а bν з рассчитывают по формуле

где ν - номер гармоники исходного профиля заготовки;
х - текущая координата профиля;
l - период функции, описывающей профиль заготовки.
Для функции описывающей профиль заготовки (фиг.1) период l равен

где L - половина периода функции, описывающей профиль заготовки.
На интервале -L≤ х≤ L аналитическое представление функции определяют из соотношения

где k - тангенс угла наклона профиля заготовки к оси абсцисс.
При этом k=h/(2· L),
где h - высота шлицев;
L - половина периода функции, описывающей профиль заготовки.
Тогда коэффициенты bν з рассчитывают по формуле

где k - тангенс угла наклона профиля заготовки к оси абсцисс;
L - половина периода функции, описывающей профиль заготовки;
х - текущая координата профиля;
ν - номер гармоники исходного профиля заготовки;
h - высота шлицев.
Переменную составляющую профиля заготовки определяют по формуле:
где  - коэффициент разложения амплитуды колебаний профиля заготовки;
- коэффициент разложения амплитуды колебаний профиля заготовки;
L - половина периода функции, описывающей профиль заготовки;
х - текущая координата профиля;
ν - номер гармоники исходного профиля заготовки;
h - высота шлицев.
Амплитуду входного сигнала для соответствующей частоты колебания с учетом того, что все коэффициенты аν з равны 0, определяют по формуле

где  - коэффициент разложения амплитуды колебаний профиля заготовки.
- коэффициент разложения амплитуды колебаний профиля заготовки.
По отношению амплитуды выходного сигнала к амплитуде входного сигнала соответствующих частот строят экспериментальную амплитудно-частотную характеристику(АЧХ) ТС:

где Ад(ω i) - амплитуда выходного сигнала соответствующей частоты;
Аз(ω i) - амплитуда входного сигнала соответствующей частоты;
 - коэффициенты разложения амплитуды колебаний профиля детали;
- коэффициенты разложения амплитуды колебаний профиля детали;
 - коэффициенты разложения амплитуды колебаний профиля заготовки.
- коэффициенты разложения амплитуды колебаний профиля заготовки.
После этого строят логарифмическую амплитудно-частотную характеристику (ЛАЧХ) ТС, по которой определяют вид динамической модели ТС (см. Камаев В.А., Гришин В.А. Математическое моделирование изделий и технологий/Волгоград, Изд. ВолгПИ, 1986, стр.134).
Коэффициенты динамической модели ТС рассчитывают по методу наименьших квадратов с использованием табличных значений полученной АЧХ ТС.
Пример. На вход ТС подают полигармоническое возбуждающее воздействие с заданной частотой колебаний, которое формируют профилем заготовки.
Для этого на заготовке, изготовленной в виде валика, на фрезерном станке нарезают продольные шлицы. Полученный профиль изображен на фиг.1. Характеристики профиля выбраны исходя из условий проведения идентификации ТС.
Исходные данные:
Вид обработки - получистовое точение;
Диаметр заготовки перед нарезанием шлицев D0 равен 63 мм;
Диаметр детали Dд равен 60,5± 0,2 мм;
Длина валика l равна 500 мм;
Материал - сталь 40.
Параметры режущего инструмента:
материал режущей части резца Т15К6;
передний угол резца γ равен 6° ;
главный угол в плане ϕ равен 60° ;
вспомогательный угол в плане ϕ 1 равен 30° ;
фаска f равна 0,4 мм.
Режимы резания назначены согласно справочным данным (см. Справочник технолога-машиностроителя: Т.2/ Под ред. А.Г.Косиловой и Р.К.Мещерякова.-4-е изд., перераб. и доп. - М.: Машиностроение, 1985, стр.264... 271):
глубина резания t равна 0,9 мм;
подача S равна 0,195 мм/об;
скорость резания V равна 119,7 м/мин.
Частота вращения шпинделя n равна 630 об/мин (округлено по паспортным данным станка).
Для полного удаления шлицев необходимо, чтобы высота шлицев h соответствовала выражению

где t - заданная глубина резания;
Δ - погрешность обработки.
Погрешность обработки для данных условий вычисляют по формуле

где Δ уд - упругие деформации детали при обработке;
Δ y - погрешность установки детали;
Δ н - погрешность настройки станка.
где Ру - радиальная составляющая сила резания;
l - длина валика;
Е - модуль упругости материала;
Jx - момент инерции сечения.
Радиальную составляющую силы резания рассчитывают по формуле (см. Справочник технолога-машиностроителя: Т.2/ Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд. перераб. и доп. - М.: Машиностроение, 1985, стр.271... 275):

где Ср - постоянная величина;
х, y, n - показатели степени для конкретных условий обработки;
t - глубина резания;
S - подача;
V - скорость резания;
Кр - поправочный коэффициент, учитывающий фактические условия резания.
Рy=10· 243· 0,90,9·0,1950,6·119,7-0.3·1,078=362,34 H.
Модуль упругости Е для стали 40 равен 206· 109 Н/м2.
Момент инерции сечения детали рассчитывают по формуле

Тогда упругие деформации детали при обработке

Сумма погрешности установки Δ у и погрешности настройки Δ н равна 0,065 мм.
Погрешность обработки рассчитывают по формуле (23):
Δ =Δ уд+Δ у+Δ н=0,007+0,065=0,072 мм.
Тогда высота шлицев
h≤ t-Δ =0,9-0,072=0,828 мм.
Полученное значение округляют в меньшую сторону, и окончательно высоту шлицев h принимают равной 0,8 мм.
Число шлицев определяют, исходя из условия восстановления минимально необходимой частоты. Минимальную исследуемую частоту для данных условий проведения экспериментов принимают равной 280 Гц, при частоте вращения шпинделя 630 об/мин число шлицев определяют по формуле (2):

Расчетное значение округляют и принимают число шлицев N равным 27.
Шлицы нарезают на фрезерном станке 6Н82Г. Заготовку устанавливают на делительной головке.
После нарезания шлицев внешний диаметр заготовки Dз равен 62,1 мм.
Профиль заготовки определяют по формуле

где rз - радиус-вектор профиля заготовки;
rоз - постоянная составляющая профиля заготовки;
L - половина периода функции, описывающей профиль заготовки;
х - текущая координата профиля;
ν - номер гармоники исходного профиля заготовки;
h - высота шлицев.
При этом постоянную составляющую профиля заготовки определяют по формуле

где Dз - диаметр заготовки с нарезанными шлицами, мм;
h - высота шлицев, мм.
Половину периода функции, описывающей профиль заготовки, определяют по формуле

где Dз - диаметр заготовки с нарезанными шлицами;
h - высота шлицев;
N - число шлицев.
Тогда профиль определяют согласно формуле (27)

Амплитуду гармоник профиля заготовки рассчитывают согласно развертке поперечного профиля заготовки (фиг.1) по формуле (20)

Заготовку с нарезанными шлицами обрабатывают на токарном станке 1К62.
Регистрируют изменение амплитуды и частоты выходного сигнала с помощью автоматизированного стенда, в состав которого входят кругломер, аналого-цифровой преобразователь (АЦП), компьютер с программным обеспечением, позволяющим проводить сбор и обработку данных, поступающих с АЦП.
При этом с помощью кругломера фиксируют макро- и микроотклонения контура поверхности детали. С выхода усилителя кругломера снимают сигнал и подают на АЦП - устройство преобразования аналогового сигнала в цифровой код, установленное в компьютере, где с помощью программного обеспечения снимаемый сигнал записывают в файл для последующей обработки. С помощью программы проводят гармонический анализ профиля заготовка с расчетом амплитуд гармоник, рассчитывают амплитуды профиля и амплитудно-частотной характеристики ТС. На фиг.2 приведен пример рассчитанной АЧХ, усредненный по шести результатам записи профилограмм.
Вид линейчатой АЧХ (фиг.2) позволяет предположить, что передаточная функция технологической системы имеет вид

где k - коэффициент усиления;
Т1, Т2 - период колебаний соответственно числителя и знаменателя;
ξ 1, ξ 2 - логарифмические декременты затухания соответственно числителя и знаменателя.
АЧХ Н(ω ) такой системы получают при замене в передаточной функции параметра s на значение комплексной частоты jω (см. Камаев В.А., Гришин В.А. Математическое моделирование изделий и технологий/ Волгоград. Изд, ВолгПИ, 1986, стр.93... 94)

где U(ω ) - вещественная часть частотной характеристики;
V(ω ) - мнимая часть частотной характеристики.
Тогда (см. Камаев В.А., Гришин В.А. Математическое моделирование изделий и технологий/ Волгоград, Изд. ВолгПИ, 1986, стр.94)

где


Далее по программе рассчитывают коэффициенты динамической модели. Для расчета коэффициентов использован метод наименьших квадратов, подразумевающий минимизацию суммы  B качестве метода оптимизации использован итерационный метод Левенберга-Маркардта.
B качестве метода оптимизации использован итерационный метод Левенберга-Маркардта.
В результате расчета получены следующие коэффициенты динамической модели:
K=0,00077255044;
Т1=0,00043358718;
ξ 1=0,3258081831;
Т2=0,0001946198;
ξ 2=2,344415391.
Время идентификации ТС составило 37 минут, что на порядок меньше, чем идентификация ТС с использованием прототипа.
Таким образом, применение предлагаемого способа обеспечивает ускорение процесса идентификации ТС.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИДЕНТИФИКАЦИИ ОПЕРАЦИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2014 |
|
RU2583557C2 |
| СПОСОБ ВИБРАЦИОННЫХ ИСПЫТАНИЙ ЭЛЕКТРОМЕХАНИЧЕСКИХ ОБЪЕ'КТОВ | 1970 |
|
SU259232A1 |
| Устройство для определения амплитуднофазовых характеристик | 1977 |
|
SU664157A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭНЕРГИИ СИГНАЛА АКУСТИЧЕСКОЙ ЭМИССИИ В ТВЕРДОМ ТЕЛЕ | 1992 |
|
RU2037821C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК ПОВЕРХНОСТНОГО СЛОЯ ЖИДКОСТИ | 2000 |
|
RU2200944C2 |
| Способ исключения резонансных режимов в фрикционных дисках гидромеханической трансмиссии транспортной машины | 2019 |
|
RU2728584C1 |
| Способ определения временных и частотных параметров микропрофиля опорного основания в режиме реального времени | 2024 |
|
RU2833836C1 |
| СПОСОБ ДИАГНОСТИКИ И ОЦЕНКИ ОСТАТОЧНОГО РЕСУРСА ЭЛЕКТРОПРИВОДОВ ПЕРЕМЕННОГО ТОКА | 2013 |
|
RU2532762C1 |
| ДИАГНОСТИЧЕСКОЕ УСТРОЙСТВО И СПОСОБЫ ДИАГНОСТИКИ РАСХОДОМЕРА КОРИОЛИСА | 2003 |
|
RU2324150C2 |
| СПОСОБ ПОСТРОЕНИЯ ДИНАМИЧЕСКОЙ МОДЕЛИ ЭКВИВАЛЕНТНОЙ УПРУГОЙ СИСТЕМЫ МЕТАЛЛОРЕЖУЩЕГО СТАНКА В ЗОНЕ РЕЗАНИЯ | 1996 |
|
RU2130598C1 |
Изобретение относится к области обработки металлов резанием. Технический результат - ускорение процесса идентификации. Сущность изобретения: способ идентификации технологической системы заключается в том, что на вход технологической системы подают полигармоническое возбуждающее воздействие, регистрируют изменения амплитуды и частоты выходного сигнала и по отношению амплитуды выходного сигнала к амплитуде входного сигнала соответствующих частот определяют вид и коэффициенты динамической модели. Причем полигармоническое возбуждающее воздействие формируют профилем заготовки, при этом высоту и количество шлицев заготовки определяют по математическим выражениям. 2 ил.
Способ идентификации технологической системы механической обработки металлов резанием, включающий формирование полигармонического возбуждающего воздействия, регистрацию его амплитуды и частоты, регистрацию изменения частоты и амплитуды выходного сигнала, определение вида и коэффициентов динамической модели по отношениям амплитуд выходного сигнала к амплитуде возбуждающего воздействия, отличающийся тем, что полигармоническое возбуждающее воздействие формируют за счет взаимодействия профиля заготовки с резцом, в качестве выходного сигнала используют профилограмму профиля детали, а заготовку выполняют со шлицами, высоту и количество которых определяют по математическим выражениям:
h≤t - Δ,
где h - высота шлицев;
t - заданная глубина резания;
Δ - величина погрешности обработки;
N - количество шлицев;
fmin - минимальная исследуемая частота;
n - частота вращения заготовки при обработке.
| КАМАЕВ В.А., ГРИШИН В.А | |||
| Математическое моделирование изделий и технологий | |||
| - Волгоград: ВолгПИ, 1986, с.79-110 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ТОЧНОЙ МОДЕЛИ ДИНАМИЧЕСКОЙ СИСТЕМЫ | 1998 |
|
RU2123676C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК ОПОР РОТОРОВ ТУРБОАГРЕГАТОВ | 1991 |
|
RU2019801C1 |
| DE 3332979 А1, 04.04.1985 | |||
| GB 1510492 А, 10.05.1978. | |||

