ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к способу ковки заготовки из титанового сплава, а также к заготовке из титанового сплава для ковки.
Уровень техники
Благодаря отличным свойствам титан и титановые сплавы широко используются в химических установках, генераторах энергии, медицинских инструментах и в самолетных компонентах. В частности, титановый сплав типа α +β имеет легкий вес и высокую прочность, благодаря чему титановый сплав этого типа широко используется в различных областях техники. Например, турбинная лопатка при увеличении размера требует одновременно малого веса с целью увеличения эффективности установок. В этом случае с успехом используется титановый сплав. Этот тип титанового сплава используется также в самолетных конструкциях, таких как шасси, где требуется снижение веса, учитывая объект использования. Кроме того, титановый сплав типа α +β используется в движущихся частях машин, таких как автомобильные части, включая шатун и клапан, и в коммерческих товарах, таких как головка клюшки для игры в гольф.
Однако в целом титановые сплавы имеют высокую чувствительность к образованию трещин по сравнению со сталью, широко применяемой в промышленности в настоящее время. Сопротивление горячей деформации титановых сплавов также относительно высоко в диапазоне низких температур, так что необходимо работать с титановыми сплавами в диапазоне высоких температур. Эти характеристики описаны в публикации “TITAN NO KAKO GIZYUTSU”, опубликованной японским титановым обществом. В рабочем процессе внутри диапазона высоких температур, в частности, при ковке имеется несколько технических проблем, таких как окисление поверхности и увеличение зерен в диапазоне более высоких температур, а также образование трещин, обусловленное хрупкостью α -оболочки при понижении температуры. В противоположность этому в рабочем процессе внутри диапазона низких температур в качестве одной из технических проблем является высокое сопротивление горячей деформации. Кроме того, температура падает при контакте с инструментом, при этом имеет место такая техническая проблема, как ухудшение последующей обрабатываемости. Возникает также проблема образования негомогенной микроструктуры при адиабатическом нагревании при высокой скорости деформации.
Как указывалось выше, интервал обработки титанового сплава является очень узким. Кроме того, в случае применения обычного процесса ковки результирующая микроструктура отличается в зоне вблизи поверхности, где падение температуры вызывается контактом со штампом, и в средней по толщине части, где температура уменьшается медленно или температура повышается за счет адиабатического нагревания. Кроме того, в частности, вблизи поверхностного слоя работа в диапазоне низких температур приводит иногда к образованию удлиненной микроструктуры, и работа внутри диапазона низких температур приводит к увеличению твердости. В результате могут возникать некоторые проблемы, относящиеся к ухудшению свойств материала.
Однако с точки зрения процесса изготовления многократное нагревание и повторная ковка являются неизбежными из-за узкого интервала обработки титана. Кроме того, ухудшение свойств материала, таких как пластичность и усталостные свойства, также является проблемой, дополнительно усложняющей процесс ковки. Возникают также другие проблемы, которые приводят к необходимости неизбежной чистовой обработки окисленной поверхности после ковки. В частности, в случае сложной формы кованого изделия, с учетом изменения микроструктуры при повторном нагревании, число повторных циклов нагревания и ковки должно быть ограничено. И с помощью только ковки не всегда удается достигнуть требуемой конечной формы. В этом случае допуск на чистовую обработку увеличивает рабочую загрузку и уменьшает выход относительно исходного материала. Кроме того, окисленная окалина и ухудшенное состояние поверхностного слоя, такого как α -оболочка, оказывают существенное влияние на свойства материала, так что становится необходимым удаление поврежденного слоя при практическом использовании ковки. В дополнение к этому в случае невозможности обеспечения требуемой конечной формы необходимо выполнять интенсивное шлифование. Таким образом, узкий интервал обработки и необходимость шлифования после ковки приводит к повышению стоимости. В соответствии с этим изготовление титановых изделий связано с большой стоимостью выполняемых работ дополнительно к высокой стоимости материала.
Эти проблемы решаются путем усовершенствования способов ковки, известных из уровня техники, т.е. связанных с большими затратами труда и времени. Один частный способ согласно данному изобретению состоит в изотермической ковке и ковке в горячем закрытом штампе. Некоторые варианты способов были описаны в последнее время в публикациях ASM “Справочник по свойствам титановых сплавов”, “Технология титана” и “Титан и титановые сплавы”. Кроме того, известен способ ковки заготовок из титановых сплавов, а также сами заготовки, полученные путем ковки из титановых сплавов, описанные в книге Александрова В.К. и др. Полуфабрикаты из титановых сплавов. М.: Металлургия, 1979, с.288-294. Эти способы используют ковку посредством нагревания не только обрабатываемого материала, но и штампа. Обрабатываемый материал и штамп нагревают до одинаковой температуры, необходимой для ковки материала. Или же обрабатываемый материал и штамп нагревают до температуры, очень близкой к температуре обработки материала.
При использовании этих способов скорость деформации строго ограничивается величиной около 10-4-10-5 с-1. Например, изотермическую ковку сплава Ti-6Al-4V выполняют посредством выбора температуры обрабатываемого материала в диапазоне примерно от 900° С до 950° С. Температуру штампа также поддерживают в диапазоне примерно от 900° С до 950° С. Когда ковку выполняют с горячим штампом, то температуру штампа поддерживают внутри диапазона примерно от 650° С до 800° С. Этот диапазон очень близок к температуре обрабатываемого материала. Эти способы позволяют предотвращать падение температуры обрабатываемого материала. Способы обеспечивают благоприятную текучесть материала для получения точной формы с помощью ковки. Кроме того, уменьшается число повторных нагревании. Экономится исходный вес обрабатываемого материала. Дополнительно к этому можно получать равномерную микроструктуру по всей толщине.
Поскольку эти способы зависят в основном от обработки при низкой скорости деформации, нагрузка ковки в некоторой степени уменьшается. Кроме того, ковка в таких окружающих условиях, когда предотвращается окисление титана, например при использовании инертного газа или вакуума, обеспечивает предотвращение окисления.
Однако в этих способах материал удерживают при высокой температуре в течение длительного времени, поскольку нагревание обрабатываемого материала и штампа имеет ограничения, так что возникает проблема увеличения зерен. В дополнение к этому штамп нагревают до высокой температуры, которая равна температуре обрабатываемого материала. В других случаях штамп нагревают до температуры, которая очень близка к температуре обрабатываемого материала. Поэтому необходимо использовать следующие типы штампов. Например, используют очень дорогой сплав на основе никеля, который имеет стойкость внутри диапазона высоких температур, и который имеет отличные теплостойкость и стойкость к окислению, как описано в публикации ASM “Справочник по свойствам титановых сплавов”. Дополнительно к этому могут возникать проблемы при изготовлении штампа, поскольку машины с использованием электрического разряда являются весьма дорогими. Таким образом, достаточно просто обеспечить хорошую текучесть металла за счет использования способа изотермической ковки и нагревания штампа. Однако самый верхний слой материала, который вступает в контакт со штампом, испытывает трение со стороны штампа. И поэтому возникает различие в микроструктуре между внутренней частью и частью вблизи поверхностной зоны для некоторых типов титановых сплавов.
Сущность изобретения
Данное изобретение предлагает способ, который позволяет решить проблемы, связанные с особенностями материала и стадиями процесса изготовления. Более конкретно, задачей данного изобретения является создание способа ковки заготовки из титанового сплава, а также создание заготовки из титанового сплава для ковки, которая имеет меньшее различие свойств материала в направлении глубины, требует меньшей окончательной обработки поверхности после ковки, имеет низкую чувствительность к образованию трещин, отличную обрабатываемость и благоприятные пластичность и усталостные свойства.
Поставленная задача решается тем, что в способе ковки заготовки из титанового сплава, включающем подготовку заготовки из титанового сплава и ее ковку, согласно изобретению для получения заготовки с равномерными свойствами в центральной по толщине и близкой к поверхности зоне ковку заготовки ведут с обеспечением коэффициента механического упрочнения, равного 1,2 или менее, и разницы твердостей между центральной по толщине и близкой к поверхности зоны 60 или менее по шкале Викерса, при этом коэффициент механического упрочнения определяется как
Hv(def)/Hv(ini),
где Hv(ini) - твердость заготовки из титанового сплава перед ковкой,
Hv(def) - твердость заготовки из титанового сплава при уковке 20%.
В другом предпочтительном варианте осуществления изобретения поставленная задача решается тем, что в способе ковки заготовки из титанового сплава, включающем подготовку заготовки из титанового сплава и ее ковку, согласно изобретению для получения заготовки с равномерными свойствами в центральной по толщине и близкой к поверхности зоне ковку ведут при скорости деформации от 2× 10-4 с-1 до 1 с-1, при одновременном сохранении соотношения (Тβ -400)° С≤ Тm≤900° С и 400° С≤ Тd≤700° С,
где Тβ (° С) - температура β -фазового перехода титанового сплава,
Tm(° C) - температура обрабатываемой заготовки,
Тd(° С) - температура штампа.
При этом целесообразно ковку проводить при выполнении условия разности температур штампа Td и температуры обрабатываемой заготовки Тm, (Тm-Тd)≤ 250° С.
Желательно, кроме того, использовать заготовку из титанового сплава, содержащего, мас.% Аl 4-5, V 2,5-3,5, Fe 1,5-2,5, Мo 1,5-2,5, Ti - остальное.
В предпочтительном варианте получают заготовку из титанового сплава, имеющего α +β -микроструктуру, коэффициент удлинения первичной α -фазы 5 или менее, средний размер зерна первичной α -фазы 10 мкм или менее и объемную долю первичной α -фазы от 20 до 80%, при этом коэффициент относительного удлинения определяют как отношение длины зерна первичной α -фазы в продольном направлении к ее ширине.
Поставленная задача решается также и тем, что заготовка из титанового сплава для ковки согласно изобретению имеет коэффициент механического упрочнения 1,2 или менее и разницу твердостей между центральной по толщине и близкой к поверхности зоны 60 или менее по шкале Викерса, при этом коэффициент механического упрочнения определен как
Hv(def)/Hv(ini),
где Hv(ini) - твердость заготовки из титанового сплава перед ковкой,
Hv(def) - твердость заготовки из титанового сплава при уковке 20% внутри диапазона температур (Тβ -400)° С≤ Тm≤900° С, а
Тβ (° С) - температура β -фазового перехода титанового сплава,
Tm(° C) - температура обрабатываемой заготовки из титанового сплава.
В предпочтительном варианте заготовка из титанового сплава для ковки выполнена из титанового сплава, мас.%: Аl 4-5, V 2,5-3,5, Fe 1,5-2,5, Мo 1,5-2,5, Ti - остальное.
При этом целесообразно, чтобы титановый сплав имел α +β -микроструктуру, коэффициент удлинения первичной α -фазы 5 или менее, средний размер зерна первичной α -фазы 10 мкм или менее и объемную долю первичной α -фазы от 20 до 80%, при этом коэффициент относительного удлинения определен как отношение длины зерна первичной α -фазы в продольном направлении к ее ширине.
Краткое описание чертежей
На чертежах изображено:
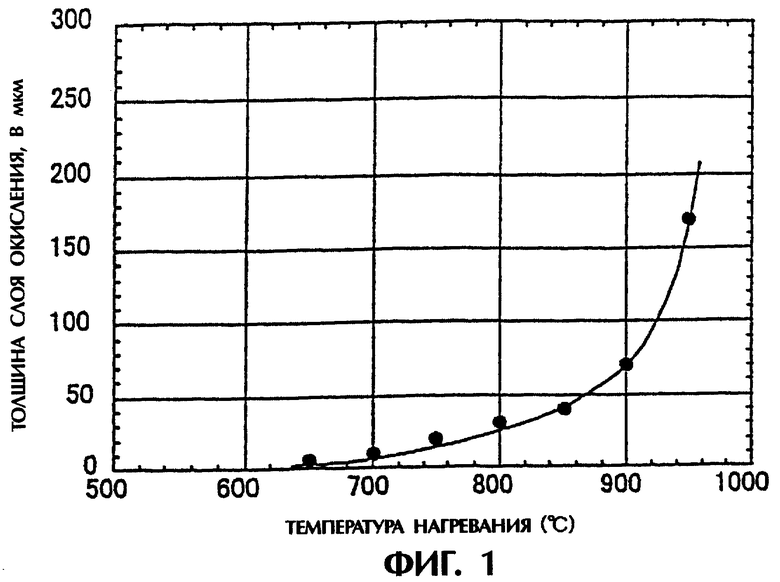
фиг.1 - график, показывающий зависимость между температурой нагревания и окислением поверхности титановых сплавов;
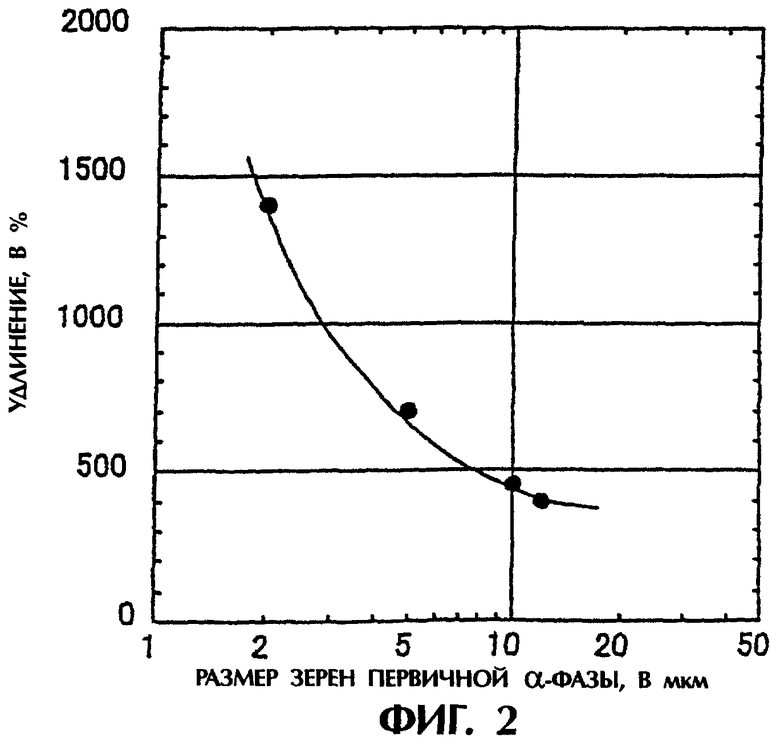
фиг.2 - график, показывающий зависимость между средним размером зерен первичной α -фазы и удлинением;
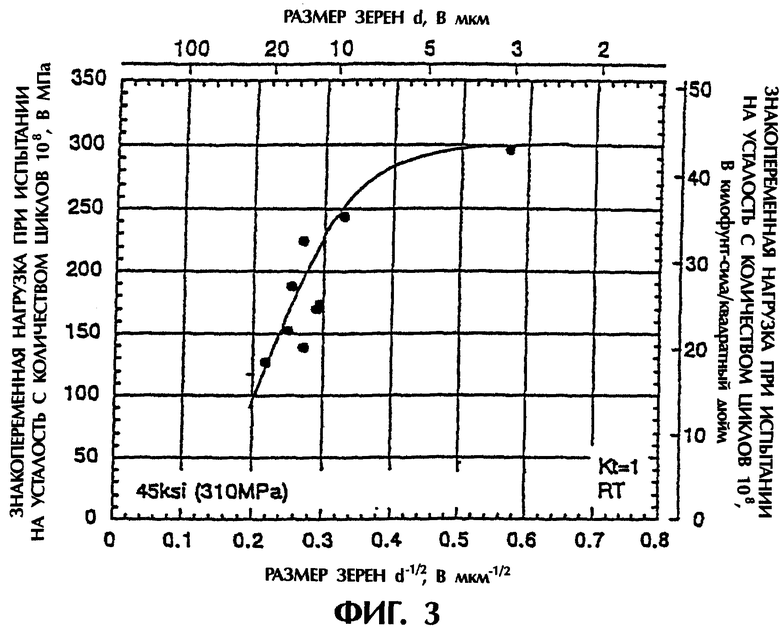
фиг.3 - график, показывающий зависимость между средним размером зерен первичной α -фазы и усталостной прочностью;
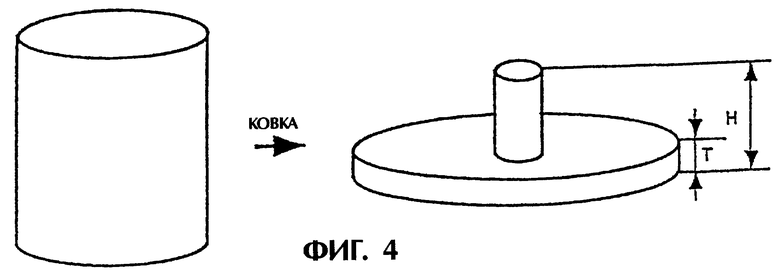
фиг.4 - схема ковки согласно примеру 1;
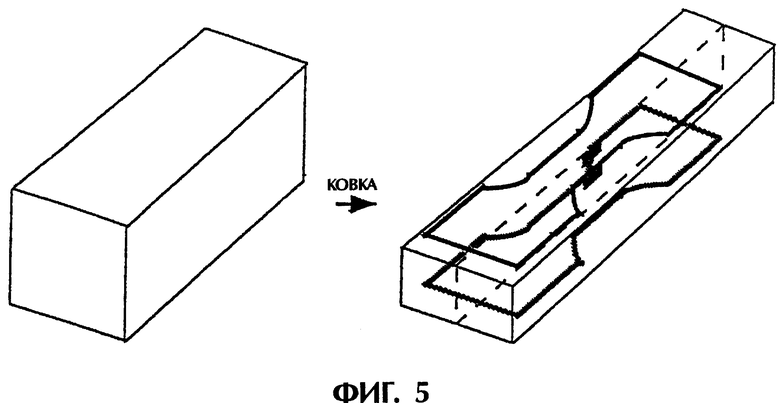
фиг.5 - схема ковки согласно примеру 2;
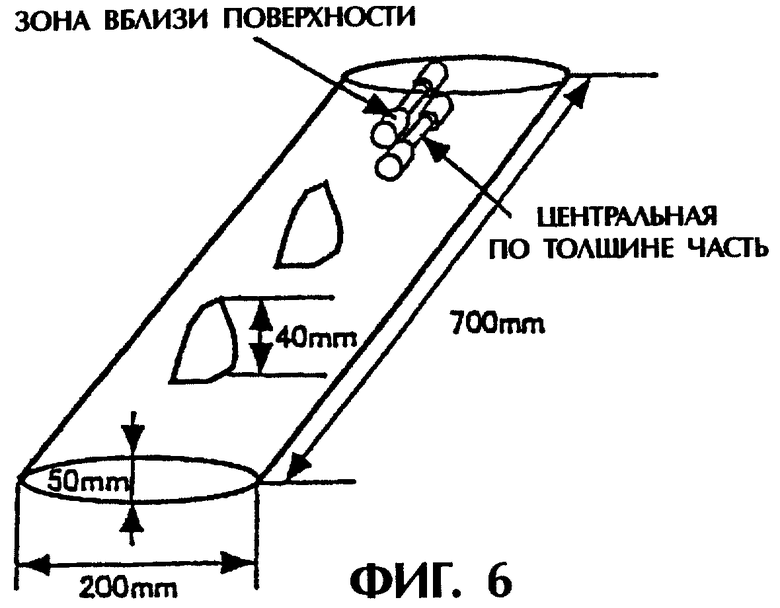
фиг.6 - схема ковки согласно примеру 3.
Описание предпочтительных вариантов выполнения
Ниже приводится подробное описание изобретения на примере предпочтительных вариантов выполнения.
Данное изобретение характеризуется специфичным техническим признаком, состоящим в том, что во время ковки титанового сплава эффективно используется механизм приграничного скольжения зерен с диффузионным распределением во время деформации при заданной температуре. Некоторые типы титановых сплавов имеют этот механизм.
Известно, что можно обеспечить значительную деформацию за счет приграничного скольжения зерен с диффузионным распределением при заданной температуре и заданной скорости деформации для некоторых типов титановых сплавов. В этом случае не происходит работа затвердевания и можно получить гомогенную микроструктуру в подвергаемых ковке титановых сплавах.
При обычном способе ковки можно легко выйти за правильные условия из-за падения температуры обрабатываемого материала и трения при контакте со штампом, даже когда исходные условия соответствуют пограничному скольжению зерен с диффузионным распределением. Для решения этой проблемы данное изобретение обеспечивает заданную температуру обрабатываемого материала и температуру штампа в оптимальном диапазоне. И данное изобретение обеспечивает также, что титановый сплав подвергается ковке для получения оптимального состава и оптимальной микроструктуры. Следовательно, способ ковки согласно изобретению обеспечивает отличную обрабатываемость, отличные свойства материала и отличные свойства поверхности.
Механизм пограничного скольжения зерен с диффузионным распределением в процессе ковки можно проверять посредством сравнения с твердостью обрабатываемого материала перед и после ковки. В идеальном случае, когда механизм пограничного скольжения зерен с диффузионным распределением действует во время ковки, то не происходит скопления (аккумуляции) дислокации (трансформации). В результате твердость не увеличивается за счет энергии ковки. Однако в реальном способе увеличение твердости является неизбежным во время реальной ковки из-за неравномерной температуры обрабатываемого материала. Учитывая приведенные выше факты, считается, что механизм пограничного скольжения зерен с диффузионным распределением действует при ковке, когда отношение Hv(def)/Hv(ini) равно 1,2 или менее 1,2 согласно данному изобретению. При этом Hv(ini) обозначает твердость титанового сплава в виде поковочной заготовки перед ковкой, и Hv(def) обозначает твердость кованого титанового сплава при уковке 20% внутри диапазона температур от (Тβ -400)° С или более до менее 900° С, где Тβ (° С) является температурой β -фазового перехода титанового сплава. Уковка при действительной ковке составляет от 20% до 80%, хотя она зависит от конечной формы. Поэтому принимается, что Hv(def) является твердостью обрабатываемого материала, подвергаемого ковке с уковкой 20%.
Когда материал деформируется при действии механизма пограничного скольжения зерен с диффузионным распределением, то механическое упрочнение является небольшим. Следовательно, разница твердости между центральной по толщине частью обрабатываемого материала и близкой к поверхности зоны обрабатываемого материала является небольшой. Поэтому можно получать равномерно кованый материал. Конкретно говоря, нет различия в свойствах материала во всех частях, независимо от различного расположения частей. Если величина указанного выше коэффициента механического упрочнения не превышает 1,2, то такой тип титанового сплава имеет свойства материала, соответствующие разнице по твердости Hv 60 или менее между поверхностным слоем и внутренней частью. Эта твердость предотвращает образование различных свойств материала в каждой части, таких как пластичность или усталостная прочность (следует отметить, что как в предшествующем тексте, так и в последующем, близкая к поверхности зона означает зону внутри диапазона, приблизительно равного 5 мм или менее от поверхности материала после ковки, хотя это расстояние зависит от размера подвергаемого ковке изделия.
Ниже приводится описание условий ковки для получения коэффициента механического упрочнения 1,2 или менее.
Согласно данному изобретению выполняют ковку титанового сплава, который имеет температуру β -фазового перехода Tβ (° С), при скорости деформации от 2× 10-4 с-1 до 1 с-1, при одновременном сохранении соотношения (Тβ -400)° С≤ Тm≤900° С и 400° С≤ Td≤700° С. При этом Тm(° С) является температурой исходного материала для ковки, и Td(° C) является температурой штампа.
Сначала согласно данному изобретению выполняют ковку внутри заданного диапазона температур и при заданных условиях относительно скорости деформации для обеспечения деформации. Деформация вызывается за счет механизма пограничного скольжения зерен с диффузионным распределением. В более общем виде относительно титановых сплавов диапазон температур, который вызывает деформацию, обусловленную пограничным скольжением зерен с диффузионным распределением, находится ниже β -фазового перехода.
Если температура ковки ниже (Тβ -400)° С, то коэффициент механического упрочнения становится значительно больше 1,2. Когда титан поступает на ковку, то имеется вероятность образования большого количества трещин, даже в случае, когда этот титан имеет отличную обрабатываемость. Следовательно, возникает одна трудность, а именно трудность, влияющая на создание первичного изделия и вторичного изделия. Дополнительно к этому во время обработки титана заметно увеличивается сопротивление деформации. С точки зрения производительности поковочной машины предпочтительно не встречаться с указанным типом трудностей.
С другой стороны, в диапазоне высоких температур происходит сильное окисление. Поэтому как с точки зрения затраты большого количества времени на чистовую обработку поверхности кованого титанового сплава после ковки, так и с точки зрения высокой производительности после ковки, существенным условием является выполнение ковки титанового сплава при температуре ниже 900° С для ограничения слоя окислов толщиной 100 мкм или менее. На фиг.1 показана взаимосвязь между температурой нагревания и толщиной слоя окисления для титанового сплава. В случае титановых сплавов, как показано на фиг.1, установлено, что окисление на поверхности титанового сплава быстро увеличивается, когда температура нагревания превышает 900° С. Внутри диапазона температур ниже 900° С окисление титанового сплава подавляется. И толщина окисленного слоя является удовлетворительной, т.е. достаточно ниже 100 мкм, за счет этого подавления. В случае выбора диапазона температур для ковки 870° С или ниже толщина слоя окисления подавляется и составляет порядка 50 мкм или меньше. Таким образом, данное изобретение обеспечивает возможность сильного подавления слоя окисления титанового сплава.
Кроме того, выбор температуры штампа Td(° C) равной 400° С или выше, позволяет подавлять падение температуры обрабатываемого материала при контакте со штампом. Кроме того, управление температурой штампа обеспечивает предотвращение понижения обрабатываемости кованого материала. Одновременно с достижением указанных выше результатов достигаются следующие благоприятные результаты. Становится возможным обеспечивать хорошую ковкость и предотвратить образование трещин. Хорошая ковкость и отсутствие трещин предпочтительны всегда. Особенно это относится к частям, имеющим небольшую толщину. Чем выше температура штампа, тем сильнее подавляется падение температуры обрабатываемого материала. Однако в случае превышения температуры штампа температуры β -фазового перехода возникает проблема возможности повышения температуры обрабатываемого материала, подлежащего ковке, до температуры β -фазового перехода и выше. Кроме того, даже при температуре β -фазового перехода или ниже и дополнительно при температуре выше 700° С необходим дорогой материал, такой как сплав на основе Ni, который имеет теплостойкость и стойкость к окислению. Таким образом, решение этой проблемы не является предпочтительным с точки зрения соотношения стоимости и параметров ковки. Дополнительно к этому для изготовления изделия из указанного выше материала требуется дорогостоящий способ изготовления, такой как использование машин с электрическим разрядом. Более высокая температура повторного нагревания приводит к окислению штампа, так что дополнительно к окислению обрабатываемого материала происходит окисление инструмента. Это приводит к непродолжительному сроку службы штампа и инструмента.
С другой технической точки зрения, то есть с точки зрения срока службы, упомянутой выше, предпочтительно не превышать температуру 700° С.
С целью вызова деформации, обусловленной механизмом пограничного скольжения зерен с диффузионным распределением во время ковки, и с целью удерживания коэффициента механического упрочнения равным 1, 2 или менее, необходима следующая скорость деформации, которая находится в диапазоне от 2× 10-4 с-1 или более до 1 с-1. По сравнению со скоростью деформации в обычном процессе ковки используется слегка более медленная скорость деформации. И по сравнению со скоростью деформации в изотермическом процессе ковки используется более высокая скорость деформации. То есть, между 2× 10-4 с-1 или более и 1 с-1. Эта скорость деформации приводит к исключению слишком продолжительного времени обработки при изотермической ковке и обеспечивает эффективную ковку. Дополнительно к этому используется механизм пограничного скольжения зерен с диффузионным распределением. В результате обеспечивается благоприятная обрабатываемость и равномерная микроструктура после ковки. Указанные выше факторы приводят к улучшению свойств материала, таких как пластичность и усталостные свойства.
Кроме того, для удерживания коэффициента механического упрочнения равным 1,2 или менее и для удерживания различия между твердостью центральной по толщине части обрабатываемого материала и твердостью вблизи зоны поверхности обрабатываемого материала, равным Hv 60 или меньше, предпочтительно выполнять ковку при условиях, в которых к указанным выше условиям добавляется выдерживание соотношения [(Tm-Td)≤ 250° С] между температурой Td(° C) штампа и температурой Тm(° С) обрабатываемого материала, подвергаемого ковке. Выполнение ковки при условии [(Tm-Td)≤ 250° С] приводит к улучшению различия микроструктуры между зоной вблизи поверхности, где скорость охлаждения высокая, и центральной по толщине частью, где скорость охлаждения низкая. Таким образом, можно получать кованые изделия с равномерными свойствами материала. Если различие между температурой Td штампа и температурой Тm обрабатываемого материала превышает 250° С, то это является неблагоприятным, поскольку вероятно создание неравномерных свойств материала в кованом изделии, обусловленных разницей температур во время ковки между близкой к поверхности зоной и центральной по толщине частью. В случае особенно большого размера подвергаемых ковке материалов требуется больше времени для ковки материала. Увеличивается также нагрузка для ковки. С этой точки зрения следует управлять температурой так, чтобы температура Тm обрабатываемого материала и температура Td штампа были близки друг другу, так чтобы соответствовать соотношению [(Tm-Td)≤ 250° С].
Согласно данному изобретению используемая для ковки заготовка из титанового сплава предпочтительно состоит по существу из от 4 до 5% Аl, 2,5-3,5% V, 1,5-2,5% Fe, 1,5-2,5% Мo в массовых процентах и остатка по существу из Ti. Понятие “остаток по существу из Ti” относится в данном случае к материалу, который неизбежно содержит примеси и другие элементы, присутствующие в виде микропримесей, и который может существовать внутри диапазона, определенного в данном изобретении, если эти неизбежные примеси и другие микропримеси не исключают функцию и действие данного изобретения.
По сравнению с обычными типами титановых сплавов данное изобретение обеспечивает возможность деформации титанового сплава, вызванной механизмом пограничного скольжения зерен с диффузионным распределением в диапазоне низких температур от 700° С до 870° С. Поэтому данное изобретение обеспечивает ковку титанового сплава без толстой вызванной окислением окалины, без ухудшения поверхностного слоя и без ухудшения образования α -оболочки. Причина этого описана выше, при обязательном задании состава титанового сплава.
Алюминий является существенным элементом для титанового сплава типа α +β с целью стабилизации α -фазы, и алюминий приводит к увеличению прочности. Если содержание алюминия меньше 4%, то алюминий не может приводить к достаточному увеличению прочности материала.
Если содержание алюминия превышает 5%, то ухудшаются пластичность и ударная вязкость. В обоих случаях это является нежелательным с точки зрения прочности материала, пластичности и ударной вязкости.
V, Мо и Fe являются элементами для стабилизации β -фазы и приводят к увеличению прочности. Содержание V, если оно меньше 2,5%, не может существенно влиять на повышение прочности. В этом случае β -фаза становится нестабильной. И наоборот, если содержание V превышает 3,5%, то понижение β -фазового перехода приводит к проблеме сужения интервала обработки и, кроме того, увеличивает стоимость из-за добавления большого количества дорогого присадочного элемента.
Мо вызывает утончение микроструктуры и подавление роста зерен. Fe имеет большой коэффициент диффузии в титане. Действие, вызываемое Мо и Fe, увеличивает ковкость. И наоборот, сопротивление горячей деформации увеличивается во время ковки. Указанные выше результаты приводят к дополнительным положительным эффектам, таким как улучшение пластичности и усталостных свойств после ковки.
Если содержание Мо меньше 1,5%, то не может быть получено достаточного увеличения прочности. Не может быть также достаточно стабилизирована β -фаза. Если содержание Мо превосходит 2,5%, то понижение β -фазового перехода приводит к сужению диапазона интервала обработки. Кроме того, действие Мо и Fe насыщается при добавлении Мо и Fe внутри диапазона 2,5% или более, и за счет добавления большого количества дорогостоящего присадочного элемента увеличивается стоимость. Дополнительно к этому β -фазовый переход становится слишком стабильным. В этом случае это вредно для упрочнения с помощью обработки раствором и старения. Если содержание Fe меньше 1,5%, то влияние Fe на упрочнение является недостаточным, при этом дополнительно β -фаза является нестабильной. Кроме того, независимо от хороших свойств Fe, то есть от способности Fe к быстрой диффузии в титане и улучшению обрабатываемости, преимущество характеристик, которые имеет железо, не имеет эффективного воздействия на предпочтительные результаты. И наоборот, если содержание Fe превышает 2,5%, то понижение β -фазового перехода приводит к сужению интервала обработки. Дополнительно к этому сегрегация ухудшает свойства материала. Кроме того, при определении состава сплава, как указывалось выше, взаимное отношение количества α -фазы и β -фазы приближается друг к другу внутри диапазона температур от 700° С до 870° С. Становится проще активировать механизм пограничного скольжения зерен с диффузионным распределением.
Согласно данному изобретению титановый сплав, используемый в качестве поковочной заготовки, предпочтительно имеет микроструктуру типа α +β , относительное удлинение первичной α -фазы которого составляет 5 или менее, который имеет средний размер зерен первичной α -фазы 10 мкм или меньше, и объемная доля первичной α -фазы находится в диапазоне от 20% или более до 80% или менее, при этом относительное удлинение определяется как следующее отношение:
a) продольной длины зерна к
b) ширине зерна, которая перпендикулярна его продольному направлению
То есть, а)/b).
Более предпочтительно, титановый сплав имеет средний размер зерен первичной α -фазы 6 мкм или менее.
На фиг.2 показан график зависимости между средним размером зерен первичной α -фазы и удлинением. Как видно на фиг.2, если средний размер зерен первичной α -фазы превышает 10 мкм, то удлинение в испытании на растяжение при высокой температуре быстро уменьшается, что влияет на чувствительность к образованию трещин и на возможность точной ковки.
Кроме того, размер зерен первичной α -фазы влияет на свойства материала кованого изделия, такие как пластичность и усталостные свойства. На фиг.3 показана зависимость между средним размером зерен первичной α -фазы и усталостными свойствами. Как показано на фиг.3, если средний размер зерен первичной α -фазы превышает 10 мкм, то чувствительность к образованию трещин во время ковки повышается и уменьшается возможность точной ковки, дополнительно к ухудшению таких свойств материала, как пластичность и усталостные свойства.
Форма первичной α -фазы оказывает влияние на чувствительность к образованию трещин и на возможность точной ковки. Когда коэффициент относительного удлинения определен как отношение продольной длины зерна к его ширине, перпендикулярной его продольному направлению, как указывалось выше, и в случае превышения коэффициентом первичной α -фазы величины 5, первичная α -фазы не может становиться равноосным зерном. Следовательно, снижается возможность точной ковки.
Кроме того, мелкая равноосная микроструктура улучшает чувствительность к образованию трещин при горячей ковке, подавляет образование трещин при высокой скорости деформации и улучшает возможность точной ковки. Титановый сплав типа α +β состоит в основном из первичной α -фазы и трансформированной β -фазы. Однако в случае, когда объемная доля трансформированной β -фазы находится в диапазоне от 20% или более до 80% или менее, т.е. в случае, когда объемная доля первичной α -фазы становится менее 20% или более 80%, то чувствительность к образованию трещин во время ковки также увеличивается. Наряду с проблемой образования трещин ухудшаются также возможность точной ковки, пластичность и усталостные свойства материала.
Согласно данному изобретению даже после ковки кованое изделие может иметь микроструктуру, которая аналогична микроструктуре поковочной заготовки. Это объясняется использованием механизма пограничного скольжения зерен с диффузионным распределением. За счет таких предпочтительных характеристик данное изобретение является чрезвычайно эффективным для увеличения обрабатываемости и свойств материала, даже в случае повторной ковки, и даже в случае применения такого процесса ковки для обработки сложных кованых форм.
Варианты выполнения
С целью пояснения указанных выше эффективных функций ниже приводится описание влияния условий ковки титанового сплава, химического состава поковочной заготовки. Кроме того, приводится описание примеров влияния микроструктуры на ковкость и свойства материала после ковки.
Пример 1
Цилиндрические пробы для испытаний на сжатие размером 15 мм и диаметром 22,5 мм были нарезаны из материала “А01”, как показано в таблице 1. Пробу ковали при уковке 20% с использованием штампа, изготовленного из SUS 310, при изменении температуры ковки, температуры штампа и скорости деформации. В таблице 2 показаны условия ковки, коэффициент механического упрочнения [Hv(def)/Hv(ini)] и различие в твердости между зоной вблизи поверхности и центральной по толщине частью.
Температура обрабатываемого материала Tm в формуле (Tm-Td) соответствует диапазону температур в начале и конце ковки.
Пробы №1 и 3 ковали в условиях температуры ковки, температуры штампа и скорости деформации, величины которых удовлетворяют условиям данного изобретения. В результате получена величина коэффициента механического упрочнения 1, 2 или меньше, и разница твердости по Виккерсу между зоной вблизи поверхности и центральной по толщине частью 60 или менее. Следовательно, процесс горячей ковки при условиях данного изобретения приводит к деформации, вызванной пограничным скольжением зерен с диффузионным распределением. И горячая ковка согласно данному изобретению приводит к отличным результатам получения равномерных и гомогенных кованых изделий, что означает, что нет различия во всех частях кованого материала.
И наоборот, титановые сплавы, которые ковали при условиях, не соответствующих данному изобретению, показали коэффициент механического упрочнения более 1,2 и разницу твердости между зоной, близкой к поверхности, и центральной по толщине частью 60 и более.
Поскольку В06 в приведенной выше таблице имеет β -микроструктуру, то средний размер зерен первичной α -фазы и коэффициент относительного удлинения не измерялись.
Пример 2
Используя цилиндрические образцы для сжатия, имеющие диаметр 15 мм и высоту 22,5 мм, которые имели химический состав и микроструктуру, указанную в таблице 1, выполняли горячую ковку, как показано на фиг.4. Горячую ковку выполняли при тех же условиях, что и в таблице 3 с использованием штампа SUS 310 и без смазки. Оценивали обрабатываемость, условия окисления поверхности, микроструктуру после ковки в близкой к поверхности зоне в выступающей части и в центральной по толщине части, выполненной в виде диска в нижней части. Результаты приведены в таблице 3. В таблице 3 значок О в столбце “Трещины” обозначает отсутствие трещин, а значок Х в этом столбце обозначает появление трещин. Номера 1, 13 и 24 в таблице 3 имеют β -микроструктуру, так что средний размер зерен первичной α -фазы и коэффициент относительного удлинения не измерялись.
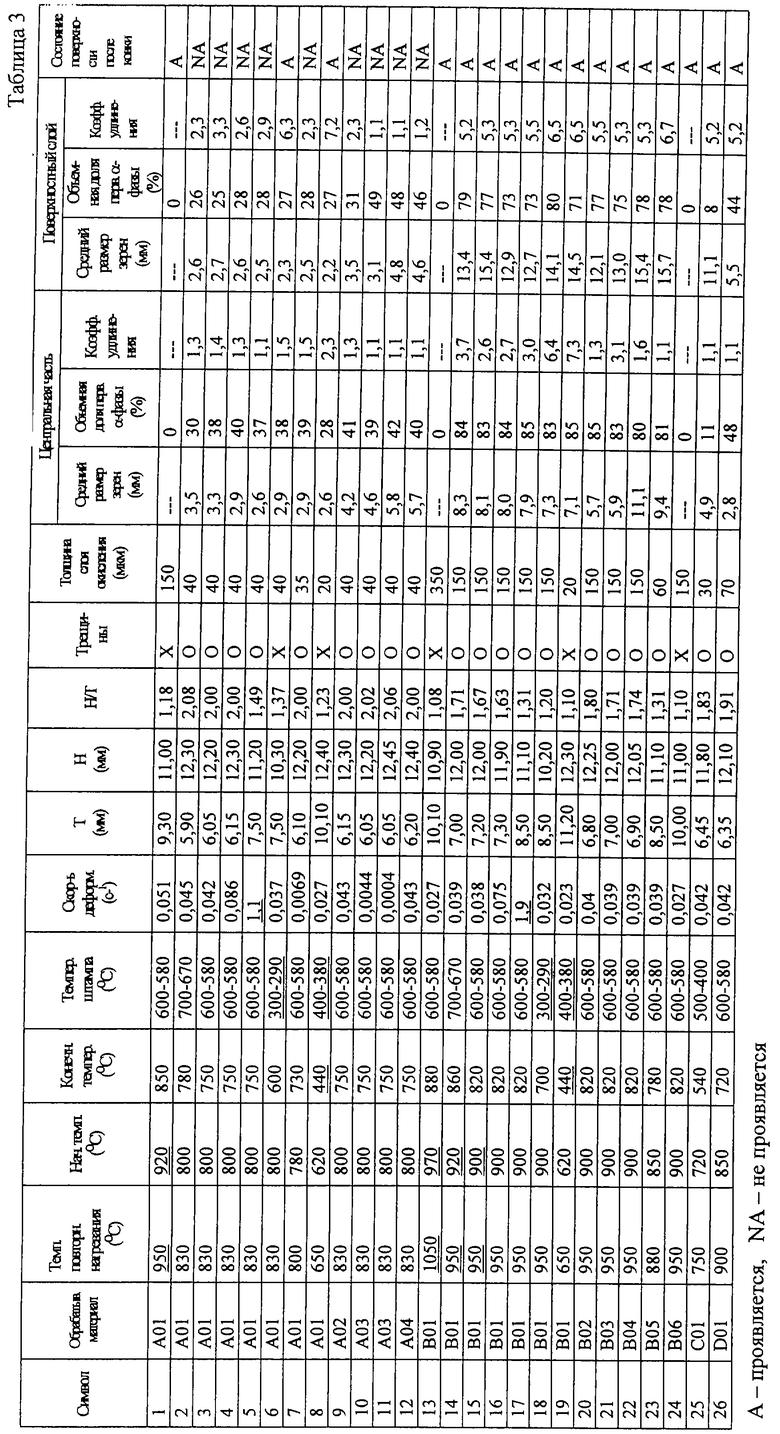
Микроструктура поковочной заготовки и микроструктура кованого изделия оценивалась по среднему размеру зерен первичной α -фазы, объемной доле первичной α -фазы и коэффициенту относительного удлинения. Ковкость оценивалась возможностью точной ковки в действительном результате ковки и чувствительностью к образованию трещин, в основном путем осмотра состояния поверхности кованого изделия. Возможность точной ковки оценивалась путем сравнения высоты выступа, то есть степень заполнения металлом круглых отверстий в штампе (смотри фиг.4). То есть, как показано на фиг.4, высоту, включая высоту выступа в виде шипа, определяли как Н. А толщину дисковой части определяли как Т. Наконец, возможность точной ковки определяли как отношение Н/Т. Для получения благоприятной ковкости величина Н/Т должна быть больше 1,5 или больше, предпочтительно 2,0 или больше. Кроме того, для оценки результатов относительно степени чистовой обработки поверхности после ковки материала измеряли толщину слоя (слоя окисления), который был обусловлен окислением поверхностного слоя кованого изделия.
Относительно номеров 1 и 13, температура ковки которых была выше β -фазового перехода, наблюдали образование трещин. А величина параметра Н/Т, которая оценивала возможность точной ковки, была небольшой и составляла около 1,2. С точки зрения оценки возможности точной ковки она была небольшой. Что касается №1, 13-18 и 20-22, температура ковки которых была выше 900° С, то величина слоя окисления превосходила 100 мкм. Что касается №8 и 19, температура ковки которых была низкой, то наблюдались трещины. Кроме того, величина Н/Т была низкой и составляла около 1,2, означая низкую возможность точной ковки.
Что касается №6, 8, 18 и 19, температура штампа которых выходила из диапазона температур согласно данному изобретению, то величина Н/Т была небольшой и составляла около 1,5 или меньше. В небольшом числе случаев трещин не возникало, однако в большинстве случаев возможность точной ковки была недостаточной.
Что касается №5 и 17, в которых скорость деформации выходила за пределы диапазона согласно данному изобретению, то величина Н/Т, которая определяет возможность точной ковки, была меньше 1,5. В небольшом числе случаев трещины не наблюдались. Однако в большинстве случаев качество было низким с точки зрения возможности точной ковки.
Как указывалось выше, в случае выхода условий за пределы диапазона согласно данному изобретению наблюдались трещины и ухудшалась возможность точной ковки. В этом случае можно считать, что не происходила деформация, обусловленная пограничным скольжением зерен с диффузионным распределением.
Во-вторых, изучалось влияние химического состава поковочной заготовки, средней величины зерен, объемной доли и коэффициента относительного удлинения первичной α -фазы поковочной заготовки на ковкость.
С точки зрения соответствия диапазону состава согласно данному изобретению, то № А01-А04 были удовлетворительными, и их микроструктура была внутри диапазона согласно данному изобретению. Трещины не были обнаружены в №2-4, 7 и 9-12. В процессе ковки абсолютно необходимо выдерживать условия согласно данному изобретению для получения хороших результатов. Дополнительно к этому в №2-4, 7 и 9-12 проявляется отличная ковкость, что можно объяснить чрезвычайно большой величиной Н/Т, равной больше 2. Кроме того, независимо от наблюдаемой части, например центральной по толщине части или близкой к поверхности зоны после ковки, в результате обнаруживается одинаковая микроструктура. В данном случае одинаковая микроструктура означает, что поковочная заготовка имеет средний размер зерен первичной α -фазы 10 мкм или менее, объемную долю от 20 до 80% и коэффициент относительного удлинения 5 или менее. Кроме того, это означает, что не проявляется значительного различия в микроструктуре между центральной по толщине частью и близкой к поверхности зоной. Следовательно, даже в близкой к поверхности зоне можно получать тонкую микроструктуру, так что не образуется грубая поверхность.
В случае поковочной заготовки с номерами В01-В06, С01 и D01, химический состав которых находился вне диапазона, согласно данному изобретению были получены показанные результаты. То есть в номерах 16, 20-22 и 26, за исключением температуры поковочной заготовки, материал обрабатывали при выдерживании условий ковки согласно данному изобретению. В этом случае полученная величина Н/Т от 1,6 до 1,9, что больше 1,5, показывает возможность выполнения точной ковки. Однако по сравнению с величинами Н/Т, большими или равными 2,0, которые были получены при использовании поковочной заготовки согласно данному изобретению, величина Н/Т не является удовлетворительной и показывает, что химический состав и микроструктура поковочной заготовки также влияют на ковкость. Среди этих номеров номера 20 и 26, в которых используются материалы В 02 и D01 соответственно, и микроструктура которых соответствует диапазону согласно данному изобретению, проявляют высокую величину Н/Т, равную 1,80 и 1,91 соответственно. Однако микроструктура после ковки выходит за пределы диапазона согласно данному изобретению. В результате получается грубая поверхность. Не только для указанных номеров, но также и для номеров 23 и 25 микроструктура после ковки выходит за пределы диапазона согласно данному изобретению. В этом случае проявляется та же проблема, т.е. образование грубой поверхности.
Что касается номера 23, то в нем химический состав и микроструктура выходят за пределы диапазона согласно данному изобретению. Дополнительно к этому температура ковки была ниже, чем в случае номеров 16 и 20-22. Хотя эти величины находились внутри диапазона согласно данному изобретению, величина Н/Т составляла 1,5 или меньше. Кроме того, в номере 24, в котором использовался сплав В06, имеющий β -микроструктуру, наблюдались трещины и была низкой величина Н/Т.
Поскольку температура β -фазового перехода материалов от В01 до В06 была высокой и составляла 1000° С, то эти материалы можно было ковать лишь в диапазоне высоких температур, так как сопротивление горячей деформации было небольшим в диапазоне высоких температур. Однако ковка при такой высокой температуре увеличивает толщину образующегося слоя окисления. В соответствии с примерами выполнения данного изобретения для материалов В01-В04 использовалась температура повторного нагревания 950° С и начальная температура для ковки 900° С. По сравнению с материалами А01 -А04, которые имеют температуру β -фазового перехода 900° С, материалы В01-В04 и В06 требуют более высокой температуры ковки. Таким образом, толщина слоя окисления достигает 150 мкм.
Что касается материала В05, который требует температуру повторного нагревания 880° С для подавления окисления, и начальная температура ковки для которого составляла 850° С, то низкая температура ухудшала ковкость, вызывая величину Н/Т, равную 1,5 или менее, хотя толщина слоя окисления уменьшалась. Кроме того, эти примеры, которые имеют составы, не соответствующие диапазону согласно данному изобретению, приводят к различию микроструктуры между близкой к поверхности зоной и центральной по толщине частью после ковки. И образуется грубая поверхность вследствие грубых зерен и удлиненной структуры зерен.
Пример 3
Поковочную заготовку, приведенную в таблице 1, размер которой составляет 30 мм по ширине, 60 мм по высоте и 70 мм по длине, подвергали горячей ковке, показанной на фиг.5, при условиях в соответствии с таблицей 4. Полученное кованое изделие имело размер примерно 30 мм по ширине, 20 мм по высоте и 210 мм по длине. Из каждого из кованых изделий были вырезаны и подготовлены образцы. Механические свойства этих образцов оценивались с точки зрения твердости по Виккерсу и усталостных свойств плоской испытательной плиты. Результаты приведены в таблице 4. Номер 1, который удовлетворяет условиям температуры материала, подлежащего ковке, температуре штампа и скорости деформации согласно данному изобретению, приводит к различию (Δ Hv), равному 60 или меньше по шкале твердости Виккерса между двумя частями. То есть одна часть означает близкую к поверхности зону, где падение температуры вследствие контакта со штампом является значительным. Другая часть означает центральную по толщине часть, где скорость охлаждения является относительно медленной. В этом случае различие (Δ Hv), равное 60 или меньше, находится в соответствии с рекомендуемыми условиями согласно данному изобретению. С точки зрения свойств растяжения и усталостных свойств различие между этими частями становится меньше. Таким образом, результат показывает, что создан отличный и возможный способ изготовления кованого изделия, который имеет равномерные и гомогенные свойства материала. С другой стороны, номер 2, который ковали при условиях, выходящих за диапазон, согласно данному изобретению приводил к величине (Δ Hv), равной 60 или больше. В случае номера 2 появляется различие по твердости между близкой к поверхности зоной и центральной по толщине частью.

Проявляются также другие различия в свойствах материалов, таких как статическая прочность, пластичность, усталостная прочность между этими частями. С точки зрения равномерности и гомогенности свойств материала результат не является предпочтительным. Как указывалось выше, условия ковки согласно данному изобретению являются безусловно необходимыми с точки зрения высокой технологичности кованого изделия, которое имеет равномерный и гомогенный кованый материал.
Пример 4
Используя поковочную заготовку А01 в таблице 1 с диаметром 150 мм и длиной 750 мм, выполняли горячую ковку для получения формы, показанной на фиг.6. Горячую ковку выполняли в условиях температуры нагревания поковочной заготовки 800° С, начальной температуры ковки 780° С, конечной температуры ковки 670° С, температуры штампа внутри диапазона от 650° С до 620° С во время ковки и скорости деформации 2,3× 10-3. В этом случае оценивали ковкость в отношении кованого изделия большого размера. Пробы были вырезаны и подготовлены из кованой формы в каждой позиции, указанной на фиг.6.
Оценивали прочность на растяжение в качестве свойств материала. Кроме того, оценивали в качестве свойств материала усталостную прочность во время использования образца, который испытывали на изгиб со скручиванием. Результаты представлены в таблице 5.
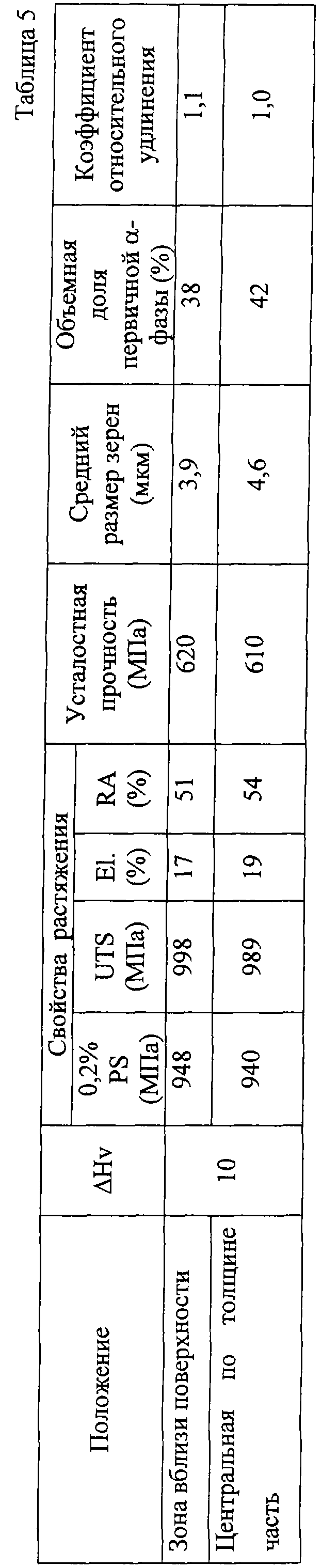
Было установлено, что за счет использования поковочной заготовки, которая имеет химический состав и микроструктуру, которые отвечают условиям данного изобретения, можно получать кованый элемент большого размера из титановых сплавов. И даже когда такую ковку выполняют с титановыми сплавами, которые трудно поддаются обработке, можно достигать тех же результатов. Было установлено, что согласно данному изобретению свойства материала, соответствующие полученному кованому изделию, являются чрезвычайно благоприятными.
Эффективность данного изобретения
Как указывалось выше, данное изобретение обеспечивает возможность получения кованого изделия высокой прочности из титанового сплава. Характеристики кованого изделия высокой прочности из титанового сплава имеют небольшой разброс свойств материала в направлении толщины. Данное изобретение обеспечивает возможность удаления слоя окисления, и изобретение обеспечивает возможность чистовой обработки поверхности кованого изделия после ковки, во время обработки для получения конечных размеров и формы. Кроме того, изобретение обеспечивает возможность получения меньшей чувствительности к образованию трещин, обеспечения отличной обрабатываемости кованого титанового сплава, хорошего качества относительно пластичности и усталостной прочности. Наконец, данное изобретение обеспечивает титановый сплав, пригодный для точной ковки, прочность которого чрезвычайно высокая. Таким образом, данное изобретение обеспечивает высокую эффективность промышленного применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовки из титановых сплавов для изделий, испытывающих переменные механические нагрузки | 2017 |
|
RU2681033C2 |
| Способ получения заготовки из титановых сплавов для изделий, испытывающих переменные механические нагрузки | 2017 |
|
RU2664346C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ТИТАНОВОГО АЛЬФА-БЕТА-СПЛАВА ПУТЕМ КОВКИ | 2003 |
|
RU2329116C2 |
| Сплав на основе титана и способ изготовления заготовки для изделий, испытывающих циклические нагрузки | 2017 |
|
RU2691690C2 |
| Сплав на основе титана | 2017 |
|
RU2675673C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758737C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758044C1 |
| Сплав на основе титана | 2017 |
|
RU2691787C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758735C1 |
| Способ штамповки заготовок с ультрамелкозернистой структурой из двухфазных титановых сплавов | 2019 |
|
RU2707006C1 |
Изобретение относится к области металлургии, а именно к способам ковки титановых сплавов и заготовкам, пригодным для ковки. Предложен способ ковки заготовки из титанового сплава и заготовка из титанового сплава для ковки. Способ включает подготовку заготовки и ее ковку, при этом ковку заготовки ведут с обеспечением коэффициента механического упрочнения, равного 1,2 или менее, и разницы твердостей между центральной по толщине и близкой к поверхности зоны 60 или менее по шкале Викерса, при этом коэффициент механического упрочнения определяется как Hv(def)/Hv(ini), где Hv(ini) - твердость заготовки из титанового сплава перед ковкой, Hv(def) - твердость заготовки из титанового сплава при уковке 20%. Ковку можно проводить при скорости деформации от 2× 10-4 с-1 до 1 с-1, при одновременном сохранении соотношения (Тβ -400)° С≤ Тm≤900° С и 400° С≤ Td≤700° С, где Тβ (° С) - температура β -фазового перехода титанового сплава, Тm (° С) - температура обрабатываемой заготовки, Td (° С) - температура штампа. Заготовка имеет коэффициент механического упрочнения 1, 2 или менее и разницу твердостей между центральной по толщине и близкой к поверхности зоны 60 или менее по шкале Викерса. Технический результат - разработка способов ковки заготовок из титановых сплавов с целью получения наименьшего различия свойств материала в направлении глубины, что потребует меньшей окончательной обработки поверхности заготовки после ковки и обеспечит низкую чувствительность материала заготовки к образованию трещин, отличную обрабатываемость и благоприятные пластичность и усталостные свойства. 3 н. и 5 з.п. ф-лы, 6 ил., 5 табл.
Тm(° С) - температура обрабатываемой заготовки,
Тd(° С) - температура штампа.
| АЛЕКСАНДРОВ В.К | |||
| и др., Полуфабрикаты из титановых сплавов, Москва, Металлургия, 1979, с.288-294 | |||
| SU 1499801 A1, 10.06.1999 | |||
| RU 2003417 C1, 30.11.1993 | |||
| JP 3115550 A, 16.05.1991. |

