Изобретение относится к области обработки металлов давлением, в частности к способам изготовления кованых заготовок из (α+β)-титановых сплавов методом горячего деформирования.
Известно, что структура и однородность титановых сплавов оказывают решающее влияние на уровень и стабильность механических свойств заготовок. При разработке технологического процесса изготовления заготовок с заданными свойствами, при горячем деформировании (α+β)-титановых сплавов, структуре сплава и его механическим свойствам уделяется огромное внимание. Титановые сплавы (α+β)-класса используются для изготовления изделий, работающих под большим внутренним давлением и в широком интервале температур от -196°С до 450°С. Для изготовления изделий, работающих в таких условиях, требуется заготовки, имеющие повышенные свойства по однородности микроструктуры, фазовому составу, с минимальной анизотропией механических свойств по всему объему заготовки и без наличия дефектов, обладающих высокой прочностью, пластичностью и энергоемкостью.
Известен способ производства промежуточных заготовок из (α+β)-сплавов титана методом ковки на прессах по схеме, включающей горячую деформацию слитков после нагрева в интервале температур β-области 1050-1300°С, деформацию после подогрева при более низких температурах β-области (1000-1130°С) и комбинированные операции (α+β)- и β-деформации, причем нагрев перед (α+β)-деформацией выполняется при температурах на 20-40°С ниже температуры полиморфного превращения (Тпп) сплава (Титановые сплавы. Александров В.К., Аношкин Н.Ф. и др. Полуфабрикаты из титановых сплавов. - М.: ВИЛС, 1996, с.184-185, 189).
Применение такой специальной многоступенчатой схемы способствует развитию рекристаллизации и измельчению пластинчатой структуры, что обеспечивает получение матовой макроструктуры 4-6 балла и микроструктуры 3-5 типа. Однако для ряда изделий ответственного применения предъявляются более высокие требования к микроструктуре заготовок. На решение этой задачи и направлено заявляемое изобретение. Недостатками данного технического решения являются структурная неоднородность заготовки из-за захолаживания металла в процессе ковки, неравномерность деформации и наличие зон с затрудненной деформацией.
Известен способ производства промежуточных заготовок из (α+β)-титановых сплавов, включающий операцию деформирования слитка при температурах β-области и комбинированные операции деформирования заготовки при температурах (α+β)- и β-областей, отличающийся тем, что на стадии окончательного деформирования при температуре в (α+β)-области по крайней мере одну ковочную операцию выполняют после нагрева заготовки до температуры на 50-80°С ниже температуры полиморфного превращения сплава (Тпп), при этом заготовку по крайней мере один раз охлаждают в воде, а перед деформированием на окончательный размер заготовку нагревают до температуры на 20-40°С ниже Тпп в течение времени, обеспечивающего прохождение глобуляризации α-фазы, и фиксируют полученную структуру охлаждением в воде, после чего заготовку вновь нагревают до температуры на 20-40°С ниже Тпп и окончательно деформируют (патент РФ №2266171, по заявке 2004116944/02, от 04.06.2004г. МПК B21J 5/00).
Недостатками известного способа являются неоднородность макроструктуры по сечению заготовки, большое количество нагревов, особенно при окончательном деформировании при температурах (α+β)-области, что существенно снижает производительность процесса, не обеспечивает получение заготовок из слитков с механическими свойствами необходимого уровня прочности, пластичности и энергоемкости.
Известен способ изготовления промежуточных заготовок из (α+β)-титановых сплавов, включающем комбинированные операции деформирования слитка при температурах β-области и операции деформирования заготовки при температурах (α+β)- и β-областей, заготовку, предварительно деформированную после нагрева до температуры на 100-200°C выше температуры полиморфного превращения, деформируют в заготовку квадратного сечения после ее нагрева до температуры на 20-60°C ниже температуры полиморфного превращения, проводят рекристаллизационную обработку методом нагрева до температуры на 50-100°C выше температуры полиморфного превращения и осадки в торец с уковом 1,3-1,4 и последующим охлаждением в воде, а окончательное деформирование заготовки в заданный размер осуществляют за несколько переходов с величиной однократного укова 1,5-2,0 после нагрева заготовки до температуры на 20-60°C ниже температуры полиморфного превращения, при этом величина суммарного укова при окончательном деформировании составляет 5,0-6,0. (RU 2468882 по заявке 2011123363 от 08.06.2011г. МКИ B21J 1/04).
Недостаток данного способа изготовления промежуточных заготовок из (α+β)-титановых сплавов заключается в том, что не обеспечивается получение промежуточных заготовок с однородной глобулярно-пластинчатой микроструктурой по сечению заготовки с механическими свойствами необходимого уровня по прочности, пластичности и энергоемкости.
Известен способ изготовления высококачественных прутков широкого диапазона диаметров из двухфазных титановых сплавов, предназначенных для изготовления деталей аэрокосмического назначения Способ включает нагрев заготовки до температуры выше температуры полиморфного превращения в β-области, прокатку при этой температуре, охлаждение до температуры окружающей среды, нагрев подката до температуры на 20-50°С ниже температуры полиморфного превращения и окончательную прокатку при этой температуре. Нагрев и деформацию в β-области проводят в два этапа, при этом на первом этапе заготовку нагревают до температуры на 40-150°С выше температуры полиморфного превращения, деформируют со степенью деформации 97-97,6% и охлаждают на воздухе, на втором этапе подкат нагревают до температуры на 20°С выше температуры полиморфного превращения и деформируют со степенью деформации 37-38%, а окончательную прокатку в (α+β)-области проводят со степенью деформации 54-55%. (Патент RU 2178014 по заявке 2000111295 от 06.05.2000г. МПК C22F 1/18).
Недостатком является структурная неоднородность, большое число нагревов, особенно при ковке в (α+β)-области на последних переходах.
Известен способ изготовления промежуточной заготовки из α- или (α+β) -титановых сплавов, включающий ковку слитка в пруток за несколько переходов при температуре в β- и (α+β)-областях, механическую обработку заготовки и окончательное прессование в (α+β)-области, отличающийся тем, что величина укова на последних переходах ковки составляет 1,36-2,5, а нагрев заготовки перед прессованием осуществляют в два этапа, причем на первом этапе заготовку нагревают до температуры поверхности заготовки в диапазоне от температуры на 250°С ниже температуры полиморфного превращения до температуры на 100°С выше температуры полиморфного превращения со скоростью 0,3-2,5°С/с, а на втором этапе заготовку охлаждают или нагревают до температуры на 40-250°С ниже температуры полиморфного превращения. (Патент RU 2314362 по заявке 2005138442 от 09.12.2005г. МПК C22F1/18).
Недостатком данного способа является структурная неоднородность по сечению заготовки, не обеспечивается получение промежуточных заготовок с механическими свойствами необходимого уровня по прочности, пластичности и энергоемкости, большое число нагревов, особенно при ковке в (α+β)-области на последних переходах.
Известен способ изготовления промежуточных заготовок из титановых сплавов методом горячего деформирования. Ковку слитка в пруток производят за несколько переходов при температуре β- области и промежуточную ковку за несколько переходов при температуре β- и (α+β)-области. Промежуточную ковку при температуре (α+β)-области осуществляют с величиной укова 1,25-1,75. На окончательных переходах указанную промежуточную ковку ведут с уковом 1,25-1,35 в пруток. Затем, производят механическую обработку прутка, резку его на заготовки и формирование торцов, после чего осуществляют окончательное деформирование прессованием при температуре (α+β)-области. (Патент RU 2217260 по заявке 2002108620 от 04.04.002г. МПК B21J 1/04). Данное техническое решение принято в качестве прототипа.
Данным способом не обеспечивается получение промежуточных заготовок с регламентированной однородной глобулярно-пластинчатой микроструктурой по всему объему заготовки, с заданными механическими свойствами по прочности, пластичности и энергоемкости.
Задачей, на решение которой направлено данное изобретение, является получение промежуточных заготовок из (α+β)-титановых сплавов с регламентированной мелкодисперсной глобулярно-пластинчатой микроструктурой по всему объему заготовки, с заданными механическими свойствами по прочности, пластичности и энергоемкости.
В процессе решения поставленной задачи достигается технический результат, заключающийся в получении однородной глобулярно-пластинчатой микроструктуры по всему объему заготовки, и как следствие в получении повышенной прочности, пластичности и энергоемкости материала заготовки.
Указанный технический результат достигается способом изготовления кованой заготовки в виде прутка из (α+β)-титановых сплавов, включающим ковку слитка в пруток за несколько переходов при температуре β-области, промежуточную ковку за несколько переходов при температуре β- и (α+β)-области, окончательное деформирование при температуре (α+β)-области и механическую обработку, при этом ковку слитка в β-области проводят при температуре Тпп+(70-170)°С с величиной укова 1,9 - 2,5, промежуточную ковку заготовки в (α+β)-области ведут при температуре (Тпп-40)°С с величиной укова 1,3-1,5 за один переход с последующим нагревом в β-область на рекристаллизацию при температуре Тпп+(70-170)°С, ковку заготовки при температуре β -области ведут с величиной укова (1,2-1,3), окончательное деформирование на пруток ведут в (α+β)-области при температуре (Тпп-40)°С с величиной укова 3,0-3,6. Кроме этого, промежуточную ковку заготовки в (α+β)-области при температуре (Тпп-40)°С с величиной укова 1,3-1,5 за один переход с последующим нагревом в β-область на рекристаллизацию при температуре Тпп+(70-170)°С, ковку заготовки при температуре β -области с величиной укова (1,2-1,3) проводят 2 - 3 раза, сплав имеет однородную глобулярно-пластинчатую микроструктуру по всему объему заготовки, с размером зерна (5,0-10,0) мкм, сплав имеет предел прочности на разрыв не менее 1150 МПа при соотношении параметров σ0,2/σB, не менее 0,9, где σ0,2 - предел текучести, МПа, σB - предел прочности, МПа.
Механические свойства (α+β)-титановых сплавов существенно зависят от вида микроструктуры. Наибольшие различия наблюдаются для сплавов с зернистой и пластинчатой структурой. Для сплавов с зернистой структурой характерна высокая пластичность и технологичность, энергоемкость. Сплавы с пластинчатой структурой отличаются высокой энергоемкостью. Высокая энергоемкость сплава с пластинчатой структурой обусловлена наличием множества границ раздела зерен, блоков, пластин.
Ковка слитка в β-области при температуре Тпп+(70-170)°С с величиной укова (1,9 - 2,5) на первых проходах значительно измельчает и разрушает грубую литую зернистую макроструктуру слитка. Последующие операции промежуточной ковки заготовки в (α+β)-области при температуре (Тпп-40)°С с величиной укова (1,3-1,5) за один переход и последующим нагревом в β-область на рекристаллизацию при температуре Тпп+(70-170)°С и ковку заготовки при данной температуре с уковом (1,2-1,3), в процессе деформационного наклепа происходит изменение структуры (β-зерна и α-пластины сплющиваются и вытягиваются вдоль направления течения металла). В процессе рекристаллизации измельчается зерно. Окончательное деформирование заготовки в (α+β)-области при температуре (Тпп-40)°С с величиной укова (3,0-3,6) переводит металл в (α+β)-деформированную структуру с однородной структурой по всему сечению. Такой металл обладает повышенной пластичностью, прочностью и энергоемкостью.
Способ получения кованой заготовки в виде прутка из (α+β)- титановых сплавов реализовали на титановом сплаве Ti-6Al-4V с температурой Тпп=985°С, исходные свойства которого представлены на интернет ресурсе: https://ru.qaz.wiki/wiki/Ti-6Al-4V.
Микроструктурные исследования сплава выполняли на электронном микроскопе. Изображения получены на растровом электронном микроскопе модели MIRA3 TESCAN. Оценку энергоемкости титановых сплавов оценивали по методике, «Способ оценки энергоемкости титанового сплава». (Патент RU 2661445 по заявке 2017116681 от 12.05.2017г. МПК C22F 1/18) Для оценки энергоемкости титанового сплава определяли параметр σ0,2/σВ: где σ0,2- предел текучести, МПа; σВ- предел прочности, МПа и твердость по Бринелю (НВ).
Пример №1 реализации способа.
Способ изготовления кованой заготовки в виде прутка из (α+β)- титановых сплавов проводили на параметрах ковки - значения уковов и области температур, экономически выгодных (в указанных пределах) и позволяющих получить заготовку с повышенной однородностью глобулярно-пластинчатой микроструктуры без признаков границ β-зерна по всему объему, обладающей повышенной пластичностью, прочностью и энергоемкостью
Слиток диаметром 450 мм из титанового сплава Ti-6Al-4V температурой Тпп=985°С, за несколько переходов отковали в пруток диаметром 285 мм при температурах деформации (1100-1150) °С с уковом 2,37, провели охлаждение на воздухе. Далее осуществляли деформационный наклеп при температуре на 40°С ниже Тпп с уковом 1,35 за один переход с последующим нагревом на рекристаллизацию при температуре 1070°С с уковом 1,24 с последующим охлаждением в воде. Окончательное деформирование на пруток диаметром 115 мм проводили при температуре на 40°С ниже Тпп с уковом 3,3. Полученная вышеуказанным способом заготовка использовалась под катаный пруток диаметром менее 65 мм.
Последовательное деформирование в β-, (α+β)-, β-областях обеспечивает значительное измельчение исходной грубой макроструктуры слитка. При деформации слитка в β-области с уковом не менее 2,5 крупнозернистая структура слитка сохраняется, при этом формируется лишь каркас повышенной технологической пластичности, придающий материалу способность воспринимать последующую деформацию в (α+β)-области, не разрушаясь.
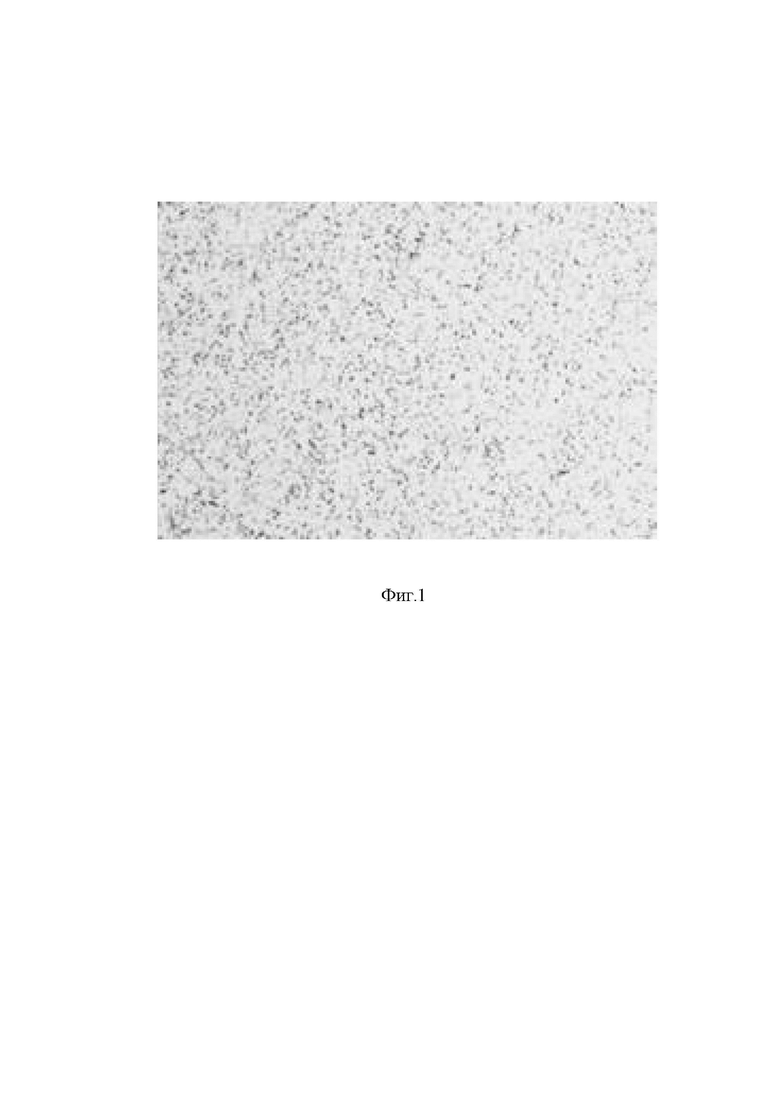
В процессе деформации в (α+β)-области (деформационный наклеп) с уковом не менее 1,25 происходит одновременно изменение β-зерен и α-пластин. Они сплющиваются, вытягиваются вдоль направления течения металла, дробятся. Плотность дефектов структуры как α-фазы, так и β-фазы растет. После деформации в (α+β)-области при последующем нагреве до температур β-области образуется намного больше рекристаллизованных β-зерен, чем при β-деформации. При этом к моменту достижения температур β-области β-зерна имеют мелкие размеры и равноосную форму. Окончательное деформирование заготовки в (α+β)-области переводит структуру металла в (α+β)-деформированную и при укове 3,0-3,6 обеспечивает получение глобулярно-пластинчатой микроструктуры по всему объему заготовки, и как следствие в получении сплава с однородной, мелкодисперсной микроструктурой с размером зерна (5,0-10,0) мкм, содержащего равноосную α-фазу в количестве (50-80) % в трансформированной β-матрице без признаков границ β-зерен с высоким уровнем механических свойств по прочности, пластичности и энергоемкости и минимальной анизотропией по длине прутка за счет измельчения структурных составляющих.
Результаты исследований представлены на фиг. 1, на изображении светлые области α-фаза, темные области β- фаза, увеличение 500. Результаты механических испытаний приведены в таблице №1.
Пример №2 реализации способа.
Способ изготовления кованой заготовки в виде прутка из (α+β)- титановых сплавов проводили на параметрах ковки, величина уковов менее указанных в предлагаемом способе, а области температур в пределах, указанных в предлагаемом способе. Такой режим получения универсальной кованой заготовки из (α+β)- титановых сплавов экономически не выгодный, высокая длительность и энергоемкость способа, Способ позволяет получить заготовку с высокой однородностью глобулярно-пластинчатой микроструктуры без признаков границ β-зерна по всему объему, обладающей повышенной пластичностью, прочностью и энергоемкостью.
Ковку проводили при следующих режимах.
Слиток диаметром 450 мм из титанового сплава Ti-6Al-4V за несколько переходов отковали в пруток диаметром 285 мм при температурах деформации (1100-1150) °С с уковом (1,8), охлаждение на воздухе. Далее осуществляли деформационный наклеп при температуре на 40 °С ниже Тпп с уковом 1,25 за один переход с последующим нагревом на рекристаллизацию при температуре 1070°С с уковом 1,16 с охлаждением в воде. Окончательное деформирование на пруток диаметром 115 мм проведено при температуре на 40 °С ниже Тпп с уковом 2,9. Полученная вышеуказанным способом заготовка использовалась под катаный пруток диаметром менее 65 мм.
Результаты механических испытаний приведены в таблице №1.
Пример №3 реализации способа.
Способ получения кованой заготовки в виде прутка из (α+β)- титановых сплавов проводили на параметрах ковки, величина уковов принималась в пределах, указанных в предлагаемом способе, температура проведения процесса ковки была выше оптимальных заявленных в предлагаемом способе. Такой режим получения универсальной кованой заготовки из (α+β)- титановых сплавов экономически не выгодный, высокая длительность и энергоемкость, потеря массы заготовки при выгорании металла. Способ позволяет получить заготовку с высокой однородностью глобулярно-пластинчатой микроструктуры без признаков границ β-зерна по всему объему, обладающей повышенной пластичностью, прочностью и энергоемкостью.
Ковку проводили при следующих режимах.
Слиток диаметром 450 мм из титанового сплава Ti-6Al-4V за несколько переходов отковали в пруток диаметром 285 мм при температурах деформации (1160-1190)°С с уковом (2,37), охлаждение на воздухе. Далее осуществляли деформационный наклеп при температуре на 40°С ниже Тпп с уковом 1,35 за один переход с последующим нагревом на рекристаллизацию при температуре 1170°С с уковом 1,24 с охлаждением в воде. Окончательное деформирование на пруток диаметром 115 мм проведено при температуре на 40 °С ниже Тпп с уковом 3,3. Полученная вышеуказанным способом заготовка использовалась под катаный пруток диаметром менее 65 мм.
Результаты механических испытаний приведены в таблице №1
структуры
Проведенные исследования показали, что эффективное измельчение зерен достигается в результате деформации в (α+β)-области, при деформации с уковом (3,0-3,6). Нагрев в однофазную β-область сопровождается повышением пластичности и снижением сопротивления деформации. Однако получить необходимую структуру и свойства заготовки при деформации в β-области из-за интенсивного роста зерна и грубого внутризеренного строения не представляется возможным. Чередование процессов ковки в β-области и в (α+β)-области позволяет снизить число проходов при ковке и снизить зернистость и улучшить внутризеренное строение сплава. Оптимальную структуру и регламентированные свайства по прочности, пластичности и энергоемкости получаем при деформации в (α+β)-области, при резком увеличении деформации, до получения заготовки необходимого размера.
Анализ данных, приведенных в таблице №1 показывает, что заявленный способ, по сравнению с известным, обеспечивает получение однородной глобулярно-пластинчатой и менее зернистой микроструктуры в сравнении с прототипом. Микроструктура по заявленному способу 4-5 мкм, по способу прототипу 10-12 мкм. Полученная заготовка имеет высокие значения σВ, σ0,2/σВ и твердости по Бринелю (НВ), что говорит о высокой пластичности, прочности и энергоемкости сплава.
Достижение технического результата наглядно подтверждается структурой представленной на фиг.1, на которой приведена микроструктура заготовки диаметром 65 мм титанового сплава Ti6A14V, примеру 1 заявляемого способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758044C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758737C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ α- ИЛИ α+β-ТИТАНОВЫХ СПЛАВОВ | 2005 |
|
RU2314362C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ α- И (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2002 |
|
RU2217260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ (АЛЬФА+БЕТА)- ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ ИЗ ТИТАНОВОГО СПЛАВА Ti-3Al-2,5V | 2014 |
|
RU2583566C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2004 |
|
RU2262401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНЫХ ЗАГОТОВОК ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2468882C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА- ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2355489C2 |
Изобретение относится к металлургии, в частности к способам изготовления кованых заготовок из (α+β)-титановых сплавов методом горячего деформирования. Способ изготовления кованой заготовки в виде прутка из (α+β)-титановых сплавов включает ковку слитка в заготовку в виде прутка за несколько переходов при температуре β-области, промежуточную ковку за несколько переходов, окончательное деформирование при температуре (α+β)-области. Ковку слитка в β-области проводят при температуре Тпп+(70-170)°С с величиной укова 1,9-2,5 и с последующим охлаждением заготовки в виде прутка на воздухе, промежуточную ковку заготовки в виде прутка ведут сначала в (α+β)-области при температуре Тпп-40°С с величиной укова 1,3-1,5 за один переход, а затем заготовку в виде прутка нагревают в β-область для рекристаллизации сплава при температуре Тпп+(70-170) °С и ведут ковку заготовки в виде прутка при этой температуре с величиной укова 1,2-1,3 с последующим охлаждением в воде, окончательную ковку на пруток ведут в (α+β)-области при температуре Тпп-40°С с величиной укова 3,0-3,6, а затем осуществляют механическую обработку полученной заготовки в виде прутка, где Тпп – температура полиморфного превращения сплава. Обеспечивается получение высоких значений прочности, пластичности и энергоемкости материала за счет однородной глобулярно-пластинчатой микроструктуры по всему объему заготовки. 3 з.п. ф-лы, 1 ил., 1 табл., 3 пр.
1. Способ изготовления кованой заготовки в виде прутка из (α+β)-титановых сплавов, включающий ковку слитка в заготовку в виде прутка за несколько переходов при температуре β-области, промежуточную ковку за несколько переходов, окончательное деформирование при температуре (α+β)-области, отличающийся тем, что ковку слитка в β-области проводят при температуре Тпп+(70-170)°С с величиной укова 1,9-2,5 и с последующим охлаждением заготовки в виде прутка на воздухе, промежуточную ковку заготовки в виде прутка ведут сначала в (α+β)-области при температуре Тпп-40°С с величиной укова 1,3-1,5 за один переход, а затем заготовку в виде прутка нагревают в β-область для рекристаллизации сплава при температуре Тпп+(70-170) °С и ведут ковку заготовки в виде прутка при этой температуре с величиной укова 1,2-1,3 с последующим охлаждением в воде, окончательную ковку на пруток ведут в (α+β)-области при температуре Тпп-40°С с величиной укова 3,0-3,6, а затем осуществляют механическую обработку полученной заготовки в виде прутка, где Тпп - температура полиморфного превращения сплава.
2. Способ по п.1, отличающийся тем, что после нагрева в β-область для рекристаллизации ковку заготовки в виде прутка ведут 2-3 раза.
3. Способ по п.1, отличающийся тем, что в изготовленной заготовке в виде прутка сплав имеет однородную глобулярно-пластинчатую микроструктуру с размером зерна 5,0-10,0 мкм.
4. Способ по п.1, отличающийся тем, что заготовка в виде прутка имеет предел прочности σB не менее 1150 МПа при соотношении параметров σ0,2/σB не менее 0,9, где σ0,2 - предел текучести, МПа.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ α- И (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2002 |
|
RU2217260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ α- ИЛИ α+β-ТИТАНОВЫХ СПЛАВОВ | 2005 |
|
RU2314362C2 |
| Способ получения заготовки из титановых сплавов для изделий, испытывающих переменные механические нагрузки | 2017 |
|
RU2681033C2 |
| CN 101476096 A, 08.07.2009 | |||
| CN 104070125 B, 17.08.2016. | |||

