Изобретение относится к цветной металлургии, а именно к конструкции алюминиевого электролизера, и может быть использовано при его капитальном ремонте.
Известен цельносварной кожух катодный алюминиевого электролизера, включающий продольные стенки с окнами для вывода катодных стержней, торцевые стенки, днище, шпангоуты, охватывающие стенки и днище и установленные с шагом по длине кожуха (Патент Российской Федерации №2051204, кл. С 25 С 3/08, опубл. 27.12.95. Бюл. №36).
При такой конструкции кожуха катодного алюминиевого электролизера затруднено выполнение монтажных работ, касающихся установки подовых секций, что приводит к повышению трудозатрат и увеличению времени проведения капитального ремонта. При установке подовой секции с выступающими с двух сторон катодными стержнями необходимо наклонить секцию и завести нижние концы катодных стержней в окна настолько, чтобы дать возможность опустить внутрь кожуха противоположный конец, после чего секция центруется в кожухе. При такой установке подовых секций возможно повреждение верхнего слоя цоколя футеровки и, кроме того, периферийные набивные швы получаются широкими, что в значительной степени ухудшает качество монтажа и способствует снижению срока службы катодного устройства. В цельносварном кожухе большие трудности вызывает удаление отработанной футеровки и особенно операция по извлечению катодных стержней, выступающих наружу из окон продольных стенок, что так же приводит к повышению трудозатрат и увеличению времени проведения капитальных работ.
Наиболее близким является кожух катодный алюминиевого электролизера, включающий футерованный внутри короб с продольными стенками с окнами для вывода катодных стержней, торцевыми стенками, днищем и шпангоутами. При этом шпангоуты, стенки короба и пояса жесткости торцевых стенок выполнены разъемными, разделяя тем самым, по периметру кожух в местах размещения окон, на верхнюю и нижнюю части. Жесткое соединение верхней части кожуха с нижней осуществляется посредством соединяющих шпангоуты элементов связи.
Между шпангоутами, в местах размещения окон для вывода катодных стержней, могут быть расположены дополнительные элементы жесткости, соединенные с продольными стенками (Патент Российской Федерации №2082831, кл. С 25 С 3/08, опубл. 27.06.97).
Недостатком данного катодного кожуха является малый срок службы. При установке съемной верхней части на нижнюю часть, при большой габаритной длине катодного кожуха, достигающей на современных мощных электролизерах 15000 мм, трудно обеспечить плотное примыкание верхней и нижней частей по всему периметру. Наличие неплотностей в разъеме приводит к нарушению герметичности футеровки. Воздух, легко проникая к боковой футеровке, окисляет и разрушает ее. Кроме того, возникающие в процессе эксплуатации кожуха термические напряжения и напряжения от расширения футеровки в результате ее пропитки солями также приводят к деформации и образованию щелей в наиболее слабых его местах, а именно в местах разъема шпангоутов, стенок и поясов жесткости, что может стать причиной прорыва расплава через разъем.
При такой конструкции кожуха катодного алюминиевого электролизера затруднено выполнение монтажных работ, так как необходимо по всему периметру кожуха, посредством многочисленного числа элементов крепления, произвести соединение верхних и нижних частей, что приводит к повышению трудозатрат и увеличению времени проведения капитального ремонта.
Недостатком данного кожуха катодного является то, что пояс жесткости, расположенный по всему периметру кожуха, на уровне окон для вывода катодных стержней, вместе с элементами крепления, характеризуется большой металлоемкостью.
Технической задачей изобретения является улучшение и упрощение условий выполнения демонтажных работ кожуха и снижение трудозатрат.
Поставленная задача достигается тем, что в алюминиевом электролизере, содержащем катодный кожух, включающий продольные стенки с окнами для вывода катодных стержней, торцевые стенки, днище и шпангоуты, жестко соединенные со стенками и днищем, по крайней мере, на одной из продольных стенок, шпангоуты, прилегающие к ней, кроме крайних, от верха внутренней кромки и в пределах высоты окон для вывода катодных стержней свободно примыкают к продольной стенке, или, по крайней мере, одна продольная стенка выполнена разъемной с расположением мест разъема между крайними шпангоутами и в пределах высоты окон для вывода катодных стержней, причем в местах разъема стенки установлены элементы, обеспечивающие жесткое соединение съемной стенки с неподвижной частью стенки кожуха.
В катодном кожухе такого алюминиевого электролизера выбранное место разреза в продольной стенке, между крайними шпангоутами и в пределах высоты окон для вывода катодных стержней, позволяет сохранить оставшуюся часть корпуса кожуха после демонтажа вырезанной части стенки единой и цельносварной, при этом отпадает необходимость выполнять разъем в торцевых стенках и по всей длине продольных стенок, что значительно повышает жесткость кожуха и соответственно срок его службы. Кроме того, особенностью конструкции является то, что при повторном использовании катодного кожуха можно производить посредством сварки не только соединение съемной части стенки с остальной частью стенки кожуха, но и шпангоутов к продольной стенке на всем их протяжении, что в наибольшей степени приближает такой кожух к цельносварной конструкции.
Такая конструкция характеризуется меньшей металлоемкостью катодного кожуха, так как не содержит поясов жесткости и крепежных элементов.
При такой конструкции монтаж новой футеровки при капитальном ремонте осуществляется при снятой вырезанной части стенки, что позволяет производить операцию по заведению катодных стержней в окна продольных стенок при горизонтальном положении подовой секции, с наименьшими затратами труда и в минимальные сроки, снижая при этом возможность повреждения верхнего слоя цоколя футеровки, что положительно сказывается на качестве монтажных работ и соответственно на сроке службы. Кроме того, перемещение в горизонтальном положении подовых секций на подушку футеровки, позволяет уменьшить ширину периферийных швов, что значительно снижает трудозатраты на набойку подовой массой этих швов и увеличивает срок службы футеровки.
Катодный кожух, выполненный с разъемом в продольной стенке и предусматривающий демонтаж съемной стенки без применения сварки, позволяет дополнительно производить не только монтажные работы при установке нового кожуха и футеровки с наименьшими трудозатратами, но и выполнять их непосредственно в действующем корпусе, в условиях воздействия магнитных полей, без привлечения специального сварочного оборудования.
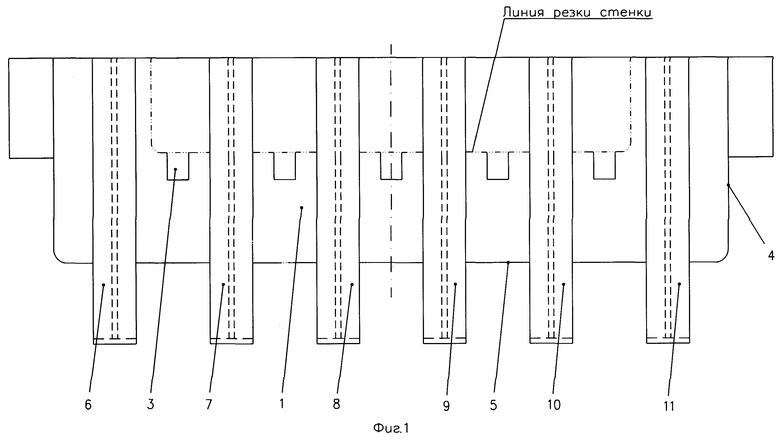
На фиг.1 изображен катодный кожух алюминиевого электролизера, вид сбоку;
на фиг.2 - то же, поперечный разрез;
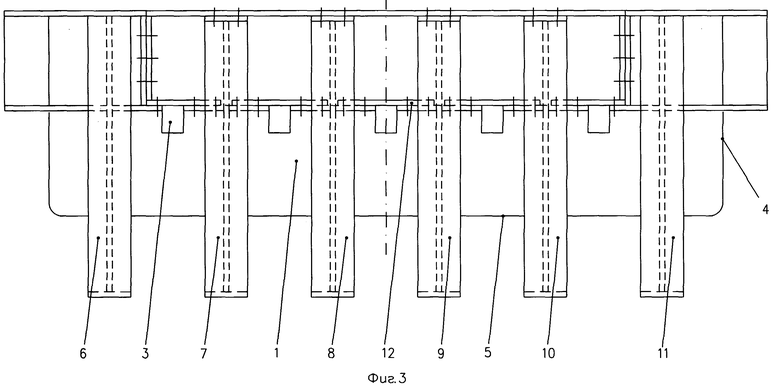
на фиг.3 - то же, с разъемом на одной стенке, вид сбоку;
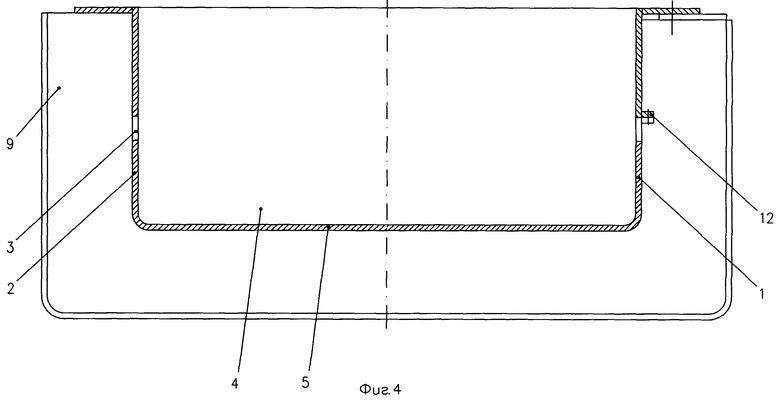
на фиг.4 - то же, с разъемом на одной стенке, поперечный разрез.
Алюминиевый электролизер содержит катодный кожух, который включает продольные стенки 1,2 с окнами 3 для вывода катодных стержней, торцевые стенки 4, днище 5, шпангоуты 6-11, установленные с шагом по длине кожуха. В местах предполагаемого или уже существующего разъема в продольной стенке 1 шпангоуты 7-10 свободно примыкают к продольной стенке 1. В качестве элементов, обеспечивающих жесткое соединение съемной стенки и короба кожуха, могут быть использованы фланцы 12, при этом соединение их друг с другом может быть осуществлено, например, посредством болтового или клинового соединения. Боковая поверхность разъема съемной стенки и короба могут иметь как вертикальное, так и наклонное расположение.
При капитальном ремонте вырезается или снимается съемная часть продольной стенки 1, после чего, известными способами осуществляется демонтаж отработанной футеровки. После подготовки кожуха катодного к повторному использованию производится монтаж цоколя ванны с подготовкой верхнего слоя под укладку подовых секций. Подовые секции подаются в кожух катодный в горизонтальном положении. При выполнения съемных стенок на обеих продольных стенках 1 и 2 подовые секции подаются вниз и сразу устанавливаются в проектное положение, а при наличии разъема только в одной из продольных стенок 1, необходимо дополнительно произвести центровку подовой секции, для чего производится горизонтальное перемещение ее вбок, для заведения катодных стержней в окна 3 цельносварной стенки 2. После установки всех подовых секций на подушку футеровки, производится жесткое закрепление съемных стенок к корпусу кожуха катодного. Затем монтируется боковая футеровка. Завершает футеровку кожуха набойка подины, при этом производится набойка межблочных и периферийных швов подовой массой.
Внедрение данного изобретения позволяет улучшить и упростить условия выполнения демонтажных работ кожуха и снизить трудозатраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2082831C1 |
| КАТОДНЫЙ КОЖУХ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2006 |
|
RU2326187C2 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2308547C1 |
| КОЖУХ КАТОДНЫЙ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2121527C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1998 |
|
RU2149926C1 |
| КОЖУХ КАТОДНЫЙ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2112082C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2294404C1 |
| КАТОДНЫЙ КОЖУХ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2006 |
|
RU2324009C2 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2053315C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ЕГО РЕМОНТА | 2011 |
|
RU2483142C1 |

Изобретение может быть использовано при капитальном ремонте алюминиевого электролизера. Катодный кожух электролизера содержит продольные стенки с окнами для вывода катодных стержней, торцевые стенки, днище и шпангоуты, жестко соединенные со стенками и днищем. Для снижения трудозатрат, улучшения и упрощения условий выполнения монтажных и демонтажных работ по крайней мере на одной из продольных стенок шпангоуты, прилегающие к ней, кроме крайних, от верха до внутренней кромки и в пределах высоты окон для вывода катодных стержней свободно примыкают к продольной стенке. Согласно другому варианту выполнения по крайней мере одна продольная стенка выполнена разъемной с расположением мест разъема между крайними шпангоутами и в пределах высоты окон для вывода катодных стержней. В местах разъема стенки установлены элементы, обеспечивающие жесткое соединение съемной стенки с неподвижной частью стенки кожуха. 4 ил.
Алюминиевый электролизер, содержащий катодный кожух, включающий продольные стенки с окнами для вывода катодных стержней, торцевые стенки, днище и шпангоуты, жестко соединенные со стенками и днищем, отличающийся тем, что по крайней мере на одной из продольных стенок шпангоуты, прилегающие к ней, кроме крайних, от верха до внутренней кромки и в пределах высоты окон для вывода катодных стержней свободно примыкают к продольной стенке или по крайней мере одна продольная стенка выполнена разъемной с расположением мест разъема между крайними шпангоутами и в пределах высоты окон для вывода катодных стержней, причем в местах разъема стенки установлены элементы, обеспечивающие жесткое соединение съемной стенки с неподвижной частью стенки кожуха.
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2082831C1 |
| РАЗЪЕМНЫЙ КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2044113C1 |
| СПОСОБ ДЕМОНТАЖА ЭЛЕКТРОЛИЗНЫХ ВАНН | 1993 |
|
RU2039130C1 |
| US 4087345 A, 02.05.1978. | |||

