Изобретение относится к металлургии цветных металлов, в частности к оборудованию цехов по производству алюминия электролитическим способом, а именно к конструкции катодного кожуха алюминиевого электролизера шпангоутного типа.
Катодный кожух является одним из основных элементов алюминиевого электролизера и должен обеспечивать защиту заключенной внутри него футеровки от деформации и разрушений, возникающих под действием усилий, развивающихся внутри катодного устройства. В связи с этим он должен обладать необходимой механической прочностью и жесткостью для обеспечения длительного срока безаварийной работы электролизера. Дополнительно катодный кожух должен обеспечивать сброс излишков тепла в окружающую среду, что способствует образованию слоя застывшего электролита на бортовых стенках футерованной ванны, защищая их от воздействия расплава и позволяя тем самым увеличить срок службы электролизера.
Известен катодный кожух алюминиевого электролизера, содержащий футеруемую внутри металлическую ванну, включающую продольные и торцевые стенки с днищем, и поперечные шпангоуты, охватывающие стенки и днище, при этом кожух выполняется разъемным, состоящим из двух частей верхней и нижней, с расположением места разъема на уровне высоты окон для вывода катодных стержней (патент РФ №2082831, МПК С25С 3/08, 1997).
Недостатком этого кожуха является то, что возникающие в процессе эксплуатации кожуха механические напряжения от расширения футеровки приводят к пластической деформации катодного кожуха. В результате пластической деформации даже после однократного использования становится невозможным беспрепятственное разъединение и соединение верхней и нижней частей кожуха. Если для разъединения можно срезать болтовое соединение, то для соединения необходимо производить дорогостоящий ремонт с правкой верхней и нижней частей кожуха на специально отведенных для этого местах, либо в цехе капитального ремонта.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является катодный кожух алюминиевого электролизера, содержащий футеруемую внутри металлическую ванну с продольными стенками с окнами для вывода катодных стержней, торцевыми стенками и днищем, установленную внутри жесткого каркаса, образованного поперечными цельносваренными шпангоутами, охватывающими продольные стенки, и выполненные с шагом по длине кожуха и соединяющие шпангоуты элементы, в качестве которых использованы стенки и днище. Толщина соединяющих элементов составляет 0,025-0,06 шага установки шпангоутов, а отношение высоты сечения шпангоутов к толщине соединяющих элементов составляет 15-30 (патент РФ №2051204, С25С 3/08, 1995).
Недостатком катодного кожуха прототипа является малый срок службы и низкая ремонтопригодность. Появляющиеся в процессе эксплуатации кожуха температурные напряжения и напряжения от расширения катодных блоков под воздействием натрия приводят к деформации стенок кожуха и к разрушению кожуха в наиболее опасных зонах. Наиболее слабыми зонами являются торцы катодного кожуха, поперечные шпангоуты и фланцевый узел. Так, из-за недостаточной жесткости и неэффективного охлаждения торцов катодного кожуха нагрузка на фланцевый узел многократно увеличивается, в результате чего во фланцевом узле возникают трещины и он разрушается, при этом торцы приобретают "бочкообразную" форму, что приводит к снижению обжатия футеровки и нарушению целостности футеровки. В поперечных шпангоутах катодного кожуха действующие напряжения превышают предел текучести или предел прочности стали, что приводит к образованию и развитию трещин и разрушению шпангоутов кожуха, ослабляя обжатие футеровки. Все вышеперечисленное, в конечном счете, приводит к выходу из строя ванны алюминиевого электролизера.
Задачей заявляемого изобретения является усовершенствование конструкции катодного кожуха алюминиевого электролизера, позволяющее увеличить срок службы и интенсифицировать работу алюминиевого электролизера, обеспечив при этом высокую ремонтопригодность катодного кожуха.
Техническим результатом является обеспечение равномерности обжатия футеровки катодного устройства электролизера, снижение высоких механических напряжений в опасных зонах, тем самым предотвращение разрушения в данных зонах катодного кожуха и обеспечение беспрепятственного прохождения воздуха в торцах катодного кожуха для эффективного охлаждения торцевых стенок.
Поставленная задача достигается тем, что в катодном кожухе алюминиевого электролизера, содержащем футеруемую внутри металлическую ванну с продольными стенками с окнами для вывода катодных стержней, торцевыми стенками и днищем, установленную внутри жесткого каркаса, образованного поперечными цельносваренными шпангоутами, охватывающими продольные стенки, и установленные с шагом по длине кожуха и соединяющие шпангоуты элементы, в качестве которых использованы стенки и днище, согласно предлагаемому изобретению дополнительно установлены продольные шпангоуты, охватывающие торцевые стенки и днище, и жестко крестообразно соединяющие поперечные шпангоуты между собой на одном уровне по днищу кожуха, а в торцевой верхней части кожух дополнительно снабжен жесткими элементами связи, соединяющими крайние поперечные шпангоуты с продольными шпангоутами; при этом дополнительно на листах днища и продольных стенок в зонах прохождения поперечных шпангоутов жестко закреплена внутренняя металлическая накладка или установлена с возможностью свободного взаимодействия.
Изобретение дополняют частные отличительные признаки, направленные также на решение поставленной задачи.
В продольных шпангоутах под днищем ванны выполнены отверстия.
Толщина внутренней металлической накладки равна 1,0-1,5 толщины соединяющих элементов, а ширина составляет не более 1,0 ширины полки шпангоута.
Продольные шпангоуты установлены с образованием зоны разрыва в центральной части.
Соединение продольной стенки с днищем выполнено под двугранным углом, с плоскостями наклона по отношению одной к другой больше 90°, причем на продольной стенке ванны соединение расположено ниже окон для вывода катодных стержней.
Установка жестких элементов связи, соединяющих крайние поперечные шпангоуты с продольными шпангоутами, придает кожуху дополнительную прочность и обеспечивает слаженную работу продольных и торцевых частей катодного кожуха. При этом между продольными шпангоутами не размещаются горизонтальные ребра, создающие замкнутый короб, препятствующий прохождению воздуха для охлаждения торцевых стенок, что обеспечивает эффективный отвод тепла, создавая при этом, во-первых, условия для образования стабильного защитного гарнисажа на внутренних стенках торцевой части футеровки, что предохраняет футеровку от разрушения и способствует повышению срока службы, и, во-вторых, позволяет интенсифицировать работу алюминиевого электролизера, т.е. работать при более высоких плотностях тока.
Предлагаемое размещение на листах днища и продольных стенок в зонах прохождения поперечных шпангоутов внутренней металлической накладки шириной не более ширины полки шпангоута с приваркой к поперечным шпангоутам и с вариантами приварки к днищу и стенкам ванны, либо без использования сварки с днищем и стенками с возможностью свободного взаимодействия позволяет значительно снизить действующие напряжения в шпангоутах до значений, не превышающих предел текучести, уменьшить очаги действия указанных напряжений и разгрузить сварные швы.
Кроме того, для создания условий беспрепятственного прохождения воздуха вдоль днища в продольных шпангоутах выполнены отверстия, расположенные по длине кожуха, а крестообразное соединение продольных и поперечных шпангоутов выполняет роль ребер охлаждения, что способствует рациональному отводу тепла, обеспечивая интенсифицированную работу электролизера.
Предлагаемая конструкция позволяет производить установку катодного кожуха в корпусе электролиза алюминия напрямую на строительные опоры, исключая промежуточные элементы - подкатодную балку, тем самым снижая металлоемкость электролизера.
Использование для обеспечения равномерности обжатия футеровки и снижения высоких механических напряжений в торцевой части катодного кожуха продольных шпангоутов, соединяющих крестообразно поперечные шпангоуты под днищем, обеспечивает равномерность обжатия футеровки и снижает высокие механические напряжения в торцевой части и шпангоутах катодного кожуха. Это позволяет повысить срок службы катодного кожуха и электролизера в целом.
Выполнение внутренней металлической накладки толщиной, равной 1,0-1,5 толщины соединяющих элементов, а шириной не более 1,0 ширины шпангоута, позволит снизить материалоемкость и улучшить теплоотвод катодного кожуха, так как коэффициент теплопроводности стали невелик и составляет около 50 Вт/м·К.
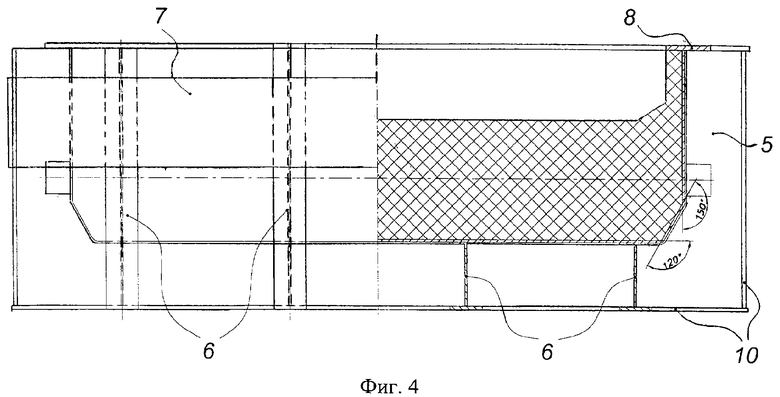
В продольных шпангоутах в центральной части предлагается выполнить разрывы, удалив промежутки между двумя-четырьмя поперечными шпангоутами, разделив шпангоуты на полушпангоуты. Такая конструкция катодного кожуха обеспечивает возможность свободного его расширения в продольном и вертикальном направлениях в пусковой период работы электролизера. При этом пластичные деформации кожуха переходят в область упругих и сохраняется прочность кожуха и равномерность обжатия футеровки электролизера.
Соединение продольной стенки ванны с днищем выполнено под двугранным углом, с плоскостями наклона по отношению одной к другой больше 90°, с расположением соединения ниже окон для вывода катодных стержней, так называемые "полунаклонные" продольные стенки. "Полунаклонное" расположение стенок, позволяет снизить объем металла в незавершенном производстве, снизить материалоемкость, способствует эффективному отводу тепла от нижней части кожуха и соответственно образованию защитного гарнисажа в бортовой зоне футеровки катодного устройства, что позволяет интенсифицировать работу электролизера, а также увеличить срок службы.
Кроме того, предлагаемое решение позволяет значительно увеличить прочность поперечных шпангоутов катодного кожуха и соответственно снизить действующие напряжения до значений, не превышающих предел текучести, и разгрузить сварные швы.
Сопоставительный анализ признаков заявляемого решения и признаков аналога и прототипа свидетельствует о соответствии решения критерию "новизна".
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что делает возможным сделать вывод о соответствии критерию "изобретательский уровень".
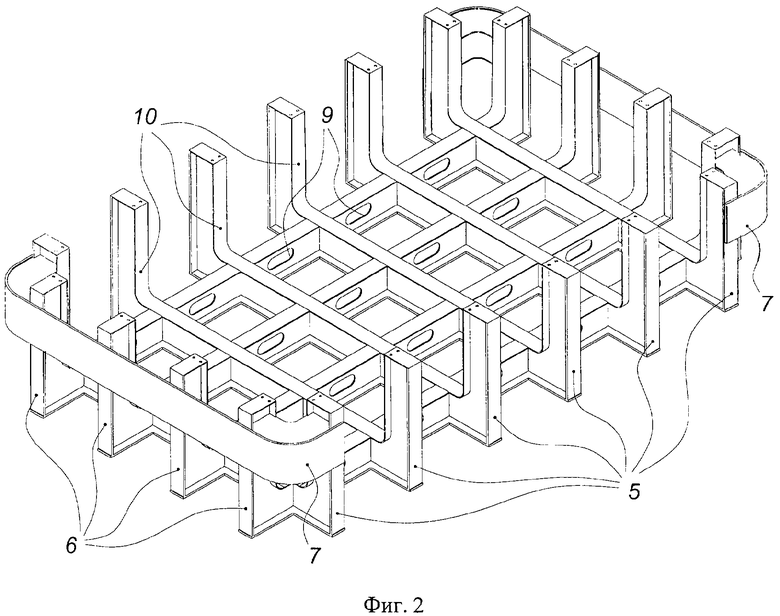
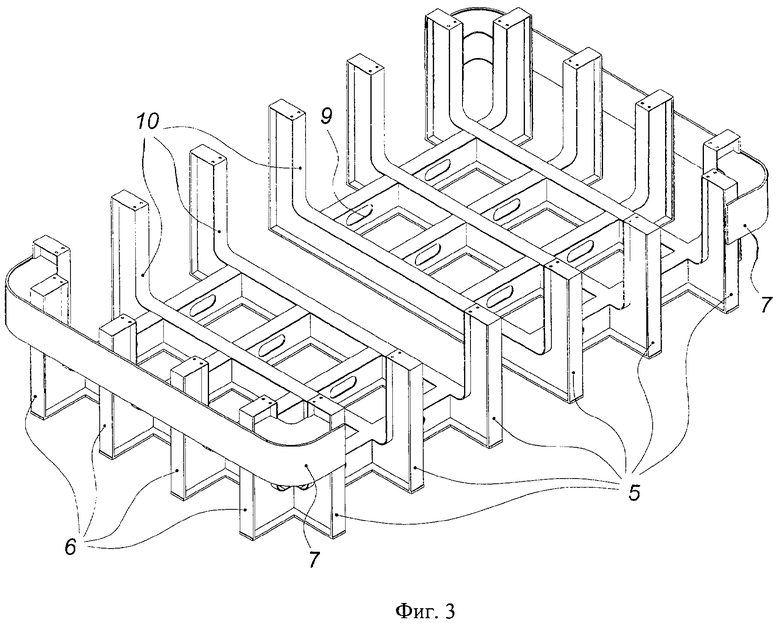
Сущность изобретения поясняется чертежами, где на фиг.1 изображен общий вид катодного кожуха алюминиевого электролизера; на фиг.2 - поперечные и продольные шпангоуты и элементы связи катодного кожуха, не показаны днище, продольные и торцевые стенки; на фиг.3 - поперечные и продольные шпангоуты с элементами связи катодного кожуха, с центральным разрывом продольных шпангоутов; на фиг.4 - поперечный разрез электролизера по варианту с соединением продольной стенки с днищем под двугранным углом.
Катодный кожух алюминиевого электролизера включает днище 1, продольные стенки 2 с окнами 3 для вывода катодных стержней, торцевые стенки 4, поперечные шпангоуты 5. Поперечные шпангоуты 5 охватывают продольные стенки 2 и днище 1. Продольные шпангоуты 6 охватывают торцевые стенки 4 и днище 1. Жесткие элементы связи 7 соединяют крайние поперечные шпангоуты 5 с продольными шпангоутами 6. Продольные 2 и торцевые 4 стенки объединены в верхней части фланцевым листом 8, располагающимся горизонтально по всему периметру кожуха. В продольных шпангоутах 6 выполнены отверстия 9 для беспрепятственного прохождения воздуха вдоль днища 1 и повышения эффективности естественного воздушного охлаждения.
С внутренней стороны жестко закреплена внутренняя металлическая накладка 10. Накладка 10 в зонах прохождения каждого из поперечных шпангоутов 5 по листу днища 1 и продольным стенкам 2 жестко закреплена, например, сваркой или установлена с возможностью свободного взаимодействия с ними.
Днище 1 с продольными 2 и торцевыми 4 стенками кожуха футеруется внутри теплоизоляционными и огнеупорными материалами (на фигуре не показаны).
Пример. Стенки и днище ванны катодного кожуха алюминиевого электролизера изготавливают из листовой стали толщиной 14 мм. Затем ванну устанавливают в жесткий каркас, представляющий собой сварную конструкцию из поперечных шпангоутов и соединяющих их между собой крестообразно продольных шпангоутов. Соединение стенок и днища с поперечными и продольными шпангоутами осуществляют при помощи сварки. Шаги установки поперечных шпангоутов по длине кожуха и продольных шпангоутов по ширине кожуха составляет 605 мм соответственно. Количество поперечных шпангоутов составляет 11 штук при габаритной длине катодного кожуха 7500 мм. Толщина внутренней накладки составляет 12 мм при ширине 200 мм. Высота сечения поперечных и продольных шпангоутов составляет 350 мм.
Монтаж кожуха осуществляется путем установки катодного кожуха в корпусе электролиза алюминия со свободным опиранием его на строительные опоры (ригели) без каких-либо промежуточных элементов (подкатодная балка).
Демонтаж кожуха и его футеровки осуществляется известными способами. В случае необходимости производится ремонт кожуха либо в корпусе, либо в цехе капитального ремонта.
При использовании предлагаемой конструкции катодного кожуха по сравнению с прототипом достигается значительное увеличение срока службы алюминиевого электролизера за счет укрепления катодного кожуха путем устранения высоких механических напряжений в опасных зонах и улучшение работы электролизера благодаря эффективному охлаждению кожуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2230834C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА (ВАРИАНТЫ) | 2002 |
|
RU2214480C1 |
| КАТОДНЫЙ КОЖУХ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2006 |
|
RU2324009C2 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2082831C1 |
| СПОСОБ КРЕПЛЕНИЯ РЕБЕР ОХЛАЖДЕНИЯ НА КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2007 |
|
RU2376402C2 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2321682C2 |
| КАТОДНЫЙ КОЖУХ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2006 |
|
RU2326187C2 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2021 |
|
RU2770602C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2320781C1 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР | 2003 |
|
RU2256009C2 |
Изобретение относится к металлургии цветных металлов, в частности к оборудованию цехов по производству алюминия электролитическим способом, а именно к конструкции катодного кожуха алюминиевого электролизера шпангоутного типа. Катодный кожух содержит футеруемую внутри металлическую ванну с продольными стенками с окнами для вывода катодных стержней, торцевыми стенками и днищем, установленную внутри жесткого каркаса, образованного поперечными шпангоутами, охватывающими продольные стенки, и установленные с шагом по длине кожуха и соединяющие шпангоуты элементы, в качестве которых использованы стенки и днище. В кожухе дополнительно установлены продольные шпангоуты, охватывающие торцевые стенки и днище, и жестко крестообразно соединяющие поперечные шпангоуты между собой на одном уровне по днищу кожуха. В торцевой верхней части кожух дополнительно снабжен жесткими элементами связи, соединяющими крайние поперечные шпангоуты с продольными шпангоутами. Также дополнительно на листах днища и продольных стенок в зонах прохождения поперечных шпангоутов жестко закреплена внутренняя металлическая накладка или установлена с возможностью свободного взаимодействия. В продольных шпангоутах под днищем ванны могут быть выполнены отверстия. Толщина внутренней металлической накладки равна 1,0-1,5 толщины соединяющих элементов, а ширина составляет не более 1,0 ширины шпангоута. Продольные шпангоуты могут быть установлены с образованием зоны разрыва в центральной части. Соединение продольной стенки с днищем может быть выполнено под двугранным углом, с плоскостями наклона по отношению одной к другой больше 90°, причем на продольной стенке ванны соединение расположено ниже окон для вывода катодных стержней. Изобретение обеспечивает увеличение срока службы и высокую ремонтопригодность катодного кожуха и интенсификацию работы электролизера. 4 з.п. ф-лы, 4 ил.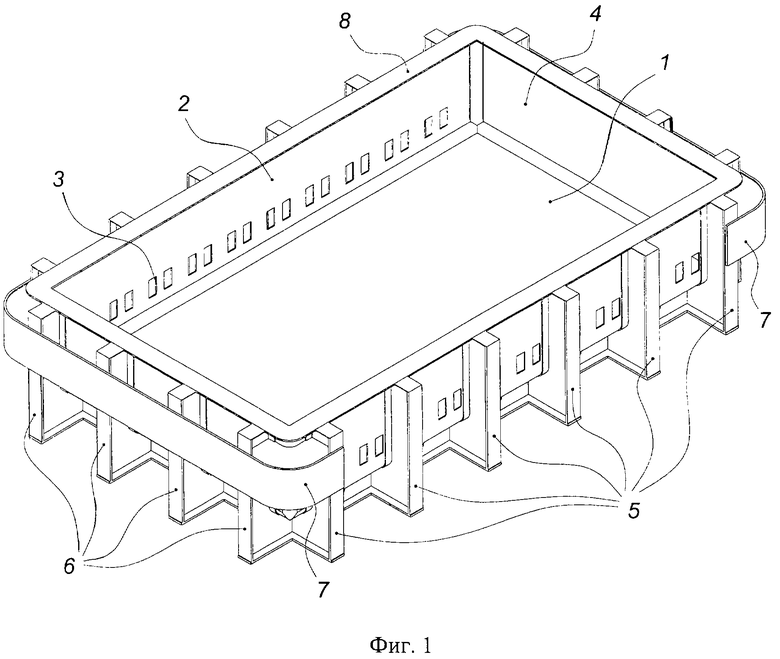
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2051204C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2082831C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1998 |
|
RU2149926C1 |
| RU 2003106602, 27.12.2004 | |||
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2230834C1 |
| US 4087345 A, 02.05.1978 | |||
| US 4322282 A, 30.03.1982. | |||

