Предлагаемое изобретение относится к технологическому оборудованию для обработки давлением цилиндрических заготовок с использованием магнитных средств.
Наиболее близким к предлагаемому изобретению являются импульсные соленоиды биттеровского типа, В.Р.Карасик, “Физика и техника сильных магнитных полей”, М.: Наука, 1964 г., стр.134-136, рис.54, содержащие набор последовательно электрически соединенных металлических дисков, имеющих радиальный вырез от внутреннего отверстия до периферии и изолированных друг от друга прокладками и дисками, металлические диски и изоляция образуют при сборе двойную спираль, имеющую предварительное осевое сжатие.
Недостатком данной конструкции является недостаточная механическая прочность применяемой накладной изоляции. Это можно преодолеть, изготовив кольца из прочного металла, однако более прочные металлы (например, высокопрочная сталь) имеют более высокое электрическое сопротивление, что ведет к снижению КПД индуктора, т.к. часть энергии импульсного магнитного поля идет на образование тепла. Кроме того, нагрев спирали может дойти до температуры, которую не выдержит изоляция.
Еще один путь к преодолению этого недостатка - увеличение толщины металлических дисков и изоляции, что в свою очередь также приведет к уменьшению КПД и увеличению размера индуктора.
Задачей заявляемого изобретения является увеличение стойкости индуктора без увеличения толщины металлических дисков и изоляции.
Поставленная цель достигается тем, что в индукторе для обработки цилиндрических заготовок, состоящем из набора последовательно электрически соединенных металлических дисков с изолирующими слоями, имеющих радиальный вырез от внутреннего отверстия до периферии, радиальный вырез выполнен в виде сектора с углом 120°, каждый металлический диск имеет изолирующий слой только с одной стороны и по торцевым поверхностям и контактирует неизолированной стороной с неизолированной стороной соседнего металлического диска на поверхности сектора с углом 120° с образованием спирали из двойного слоя металлических дисков с предварительным осевым сжатием.
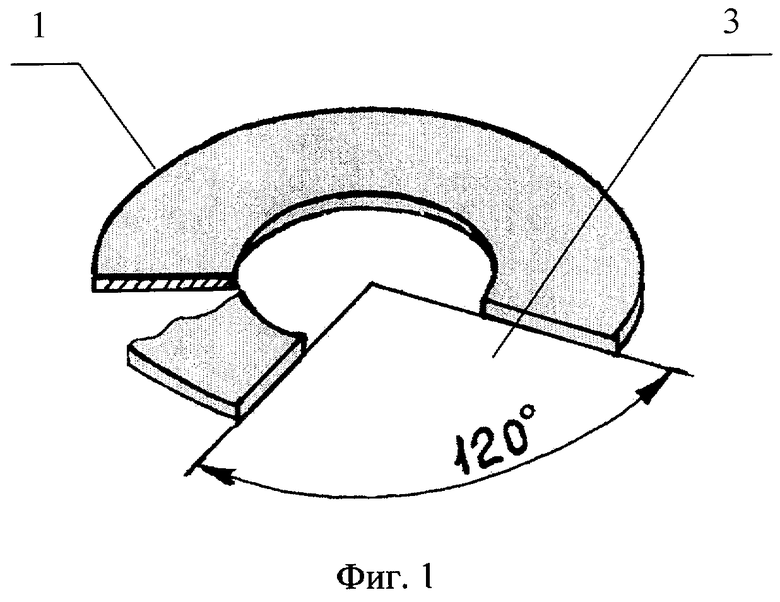
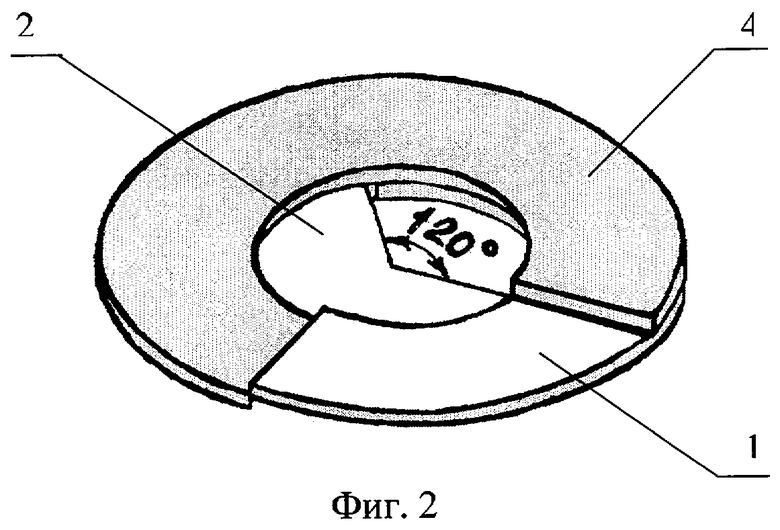
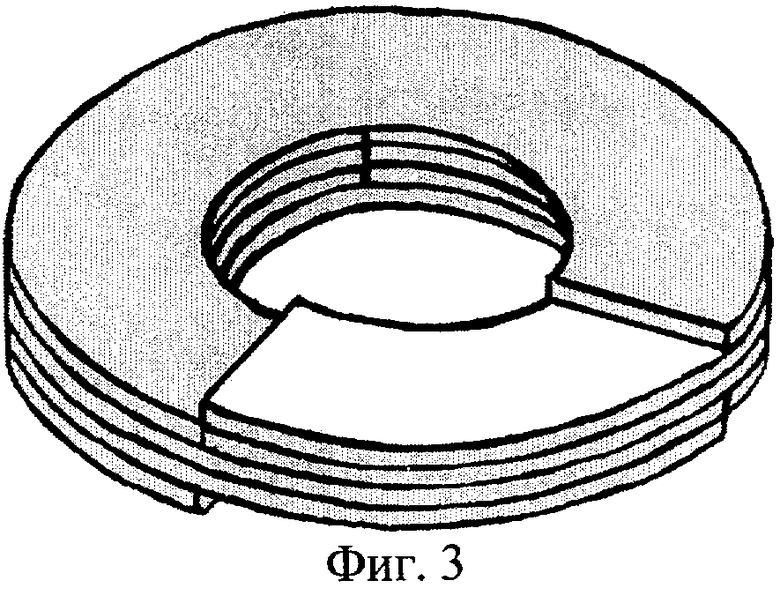
На фиг.1 изображен металлический диск, на фиг.2 - расположение в спирали 2-х соседних дисков, на фиг.3 - индуктор для обработки цилиндрических заготовок.
Индуктор для обработки цилиндрических деталей состоит из набора металлических дисков 1, каждый из которых имеет внутреннее отверстие 2 и вырез 3 в виде сектора углом 120°.
Металлический диск 1 покрыт с одной стороны и по торцевым поверхностям слоем изоляции 4, например анодным покрытием.
Индуктор для обработки цилиндрических заготовок собирают следующим образом.
Металлические диски 1 со слоем изоляции 4 устанавливают в зону обработки так, чтобы соседние диски контактировали неизолированными сторонами на поверхности сектора с углом 120°, таким образом образуется спираль из двойного слоя металлических дисков.
Увеличение стойкости индуктора достигается конструктивным выполнением металлических дисков с вырезом в виде сектора с углом 120°, изоляцией, прочно сцепленной с металлом диска химически или механически и имеющей механическую прочность не меньше, чем у металла кольца, и методом соединения металлических дисков неизолированной стороной на поверхности сектора с углом 120°, что позволяет равномерно распределить перехлесты контактных зон и максимально использовать площади витка для контакта.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКТОР ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2010 |
|
RU2441726C1 |
| УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ДЕФЕКТОВ СТРУКТУРЫ МЕТАЛЛА НА ВНУТРЕННИХ СТЕНКАХ ТРУБОПРОВОДА МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКОЙ | 2023 |
|
RU2805733C1 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2021 |
|
RU2790582C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ И ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ГИБКОЙ | 2010 |
|
RU2465088C2 |
| РАЗЪЕМНЫЙ ИНДУКТОР ОБЖИМА | 2005 |
|
RU2318626C2 |
| ОБМОТКА СРЕДНЕГО И ВЫСОКОГО НАПРЯЖЕНИЯ ДЛЯ ТРАНСФОРМАТОРОВ БЕЗ СЕРДЕЧНИКА | 1996 |
|
RU2178596C2 |
| ПЛОСКИЙ СПИРАЛЬНЫЙ ИНДУКТОР СИЛЬНОГО МАГНИТНОГО ПОЛЯ (ВАРИАНТЫ) | 2016 |
|
RU2661496C2 |
| Цилиндрический индуктор | 1990 |
|
SU1804935A1 |
| Разъемный индуктор обжима | 1990 |
|
SU1766559A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2009 |
|
RU2413588C2 |
Изобретение относится к технологическому оборудованию для обработки давлением цилиндрических заготовок с использованием магнитных средств. Индуктор для обработки цилиндрических заготовок состоит из набора последовательно электрически соединенных металлических дисков с изолирующими слоями, имеющих радиальный вырез от внутреннего отверстия до периферии. Радиальный вырез выполнен в виде сектора с углом 120°, каждый металлический диск имеет изолирующий слой только с одной стороны и по торцевым поверхностям и контактирует неизолированной стороной с неизолированной стороной соседнего металлического диска на поверхности сектора с углом 120° с образованием спирали из двойного слоя металлических дисков с предварительным осевым сжатием. Достигается увеличение стойкости индуктора без увеличения толщины металлических дисков и изоляции. 3 ил.
Индуктор для обработки цилиндрических заготовок, состоящий из набора последовательно электрически соединенных металлических дисков с изолирующими слоями, имеющих радиальный вырез от внутреннего отверстия до периферии, отличающийся тем, что радиальный вырез выполнен в виде сектора с углом 120°, каждый металлический диск имеет изолирующий слой только с одной стороны и по торцевым поверхностям и контактирует неизолированной стороной с неизолированной стороной соседнего металлического диска на поверхности сектора с углом 120° с образованием спирали из двойного слоя металлических дисков с предварительным осевым сжатием.
| КАРАСИК В.Р | |||
| Физика и техника сильных магнитных полей | |||
| М.: Наука, 1964, с.134-136, рис.54 | |||
| RU 1772972 A1, 27.05.2000 | |||
| Разъемный индуктор обжима | 1990 |
|
SU1766559A1 |
| ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ ИМПУЛЬСНОГО МАГНИТНОГО ПОЛЯ | 0 |
|
SU207199A1 |
| JP 52026666 А, 22.02.1977 | |||
| US 3823589 А, 16.07.1974. | |||

