Предлагаемое изобретение относится к технологическому оборудованию для обработки давлением цилиндрических заготовок с использованием магнитных средств.
Из научно-технической литературы известны «Импульсные соленоиды биттеровского типа», В.Р.Карасик. Физика и техника сильных магнитных полей. - М.: Наука, 1964 г., с.134-136, рис.54, содержащие набор последовательно электрически соединенных металлических дисков, имеющих радиальный вырез от внутреннего отверстия до периферии и отделенных друг от друга изоляционными прокладками, при этом один из концов диска имеет ступеньку для контакта со следующим. Металлические диски и изоляция образуют при сборе двойную спираль, имеющую предварительное осевое сжатие.
Данной конструкции присуща недостаточная механическая прочность из-за того, что толщина изоляции всегда меньше ступеньки на конце диска, появляется зазор, который не возможно устранить. Это можно преодолеть, изготовив кольца из прочного металла, однако более прочные металлы (например, высокопрочная сталь) имеют более высокое электрическое сопротивление, что ведет к снижению КПД индуктора, т.к. часть энергии импульсного магнитного поля идет на образование тепла. Кроме того, нагрев спирали может дойти до температуры, которую не выдержит изоляция.
Еще один путь к преодолению этого недостатка - увеличение толщины металлических дисков и изоляции, что, в свою очередь, также приведет к уменьшению КПД и увеличению размера индуктора.
Наиболее близким аналогом к предлагаемому техническому решению можно считать индуктор для обработки цилиндрических заготовок, состоящий из набора последовательно электрически соединенных металлических дисков с изолирующими слоями, имеющих радиальный вырез от внутреннего отверстия до периферии, в котором радиальный вырез выполнен в виде сектора с углом 120°, каждый металлический диск имеет изолирующий слой только с одной стороны и по торцевым поверхностям и контактирует неизолированной стороной с неизолированной стороной соседнего металлического диска на поверхности сектора с углом 120° с образованием спирали из двойного слоя металлических дисков с предварительным осевым сжатием (патент РФ №2257274, B21D 26/14).
Недостаток такой конструкции состоит в том, что нет возможности обеспечить плоскостность между изоляционным диском и выступом, что необходимо для контакта одного металлического диска с другим. В противном случае существует возможность колебания дисков в осевом направлении, за счет образования люфта.
Задача, на решение которой направлено предлагаемое изобретение - обеспечение надежности, повышение КПД магнитного поля, путем обеспечения высококачественного контактного соединения металлических дисков, образующих спираль индуктора, а также увеличение срока службы.
Поставленная задача решается тем, что в индукторе для обработки цилиндрических заготовок, состоящем из набора последовательно электрически соединенных металлических дисков с изолирующими слоями, имеющих радиальный разрез от внутреннего отверстия до периферии, каждый из дисков оснащен токовыводами, расположенными по обе стороны радиального разреза за пределами диска по его осям, разведенным на угол α, величина которого зависит от количества в наборе металлических дисков, соединяемых между собой путем разворота одного относительно другого на угол α и взаимной фиксации двух совпавших при этом токовыводов, до тех пор, пока токовыводы подключения не окажутся друг над другом.
Совокупность существенных признаков, характеризующих заявляемый объект, позволяет вывести зоны контакта за пределы витка индуктора, что значительно повышает КПД получаемого магнитного поля за счет максимального использования площади рабочей части витка индуктора, а также делает узел соединения компактным.
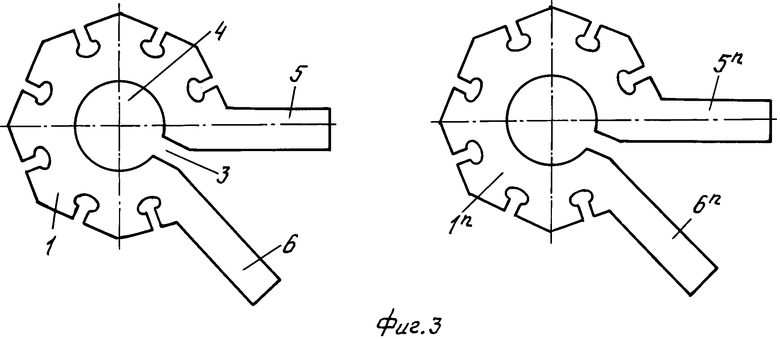
На фиг.1 представлен индуктор для обработки цилиндрических заготовок состоящий, например, из 8-ми дисков, на фиг.2 - разрез А-А фиг.1, на фиг.3 - два отдельно взятых из набора металлических диска, фиг.4 - разрез Б-Б фиг.2.
Индуктор для обработки цилиндрических заготовок состоит из набора последовательно электрически соединенных металлических дисков 1, 1′…1n с изолирующими слоями 2, имеющих радиальный разрез 3 от внутреннего отверстия 4 до периферии.
Каждый из металлических дисков 1, 1′…1n оснащен токовыводами 5, 5′…5n и 6, 6′…6n, расположенными за его пределами в зоне радиального разреза 3, симметричных осям дисков 1, 1′…1n, разведенным на угол α, величина которого зависит от количества последовательно электрически соединенных металлических дисков 1, 1′…1n в наборе.
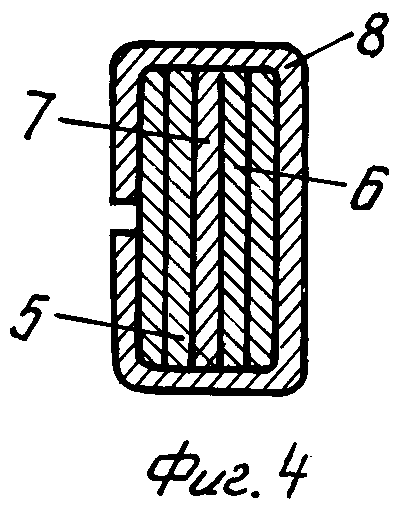
Соединение токовыводов между собой происходит через прокладку 7, например, скобой 8.
Металлические диски с изолирующими слоями 2 собираются в индуктор таким образом, что каждый следующий 1′ накладывается на предыдущий 1 и разворачивается относительно предыдущего на угол α при этом токовывод 6′ совмещается с токовыводом 5.
Для исключения образования нулевого радиуса при соединении токовыводов (что недопустимо при больших импульсных токах) совпавшие токовыводы складываются пополам, соединяются через прокладку 7 и обжимаются, например, скобой 8, что исключает искрение в зоне соединения токовыводов.
Диски 1, 1′…1n устанавливаются друг над другом и соединяются между собой, как указано выше, до тех пор, пока токовыводы подключения 5n и 6 не расположатся друг над другом.
Предлагаемое к защите техническое решение является самым оптимальным вариантом компоновки индуктора из набора последовательно электрически соединенных металлических дисков с изолирующими слоями, которое обеспечивает минимальную паразитную индуктивность, компактность, а также удобство последующего подсоединения к токовыводам магнитно-импульсной установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ И ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ГИБКОЙ | 2010 |
|
RU2465088C2 |
| ИНДУКТОР ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2003 |
|
RU2257274C1 |
| УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ДЕФЕКТОВ СТРУКТУРЫ МЕТАЛЛА НА ВНУТРЕННИХ СТЕНКАХ ТРУБОПРОВОДА МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКОЙ | 2023 |
|
RU2805733C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2012 |
|
RU2518038C1 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2021 |
|
RU2790582C1 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ РАЗДАЧИ ТРУБЧАТЫХ ЗАГОТОВОК | 2013 |
|
RU2542190C2 |
| Одновитковый индуктор сильного аксиального магнитного поля (варианты) | 2020 |
|
RU2746269C1 |
| СОЛНЕЧНЫЙ МАГНИТНЫЙ ГЕНЕРАТОР (ВАРИАНТЫ) | 2019 |
|
RU2713465C1 |
| СОЛНЕЧНЫЙ МАГНИТНЫЙ ДВИГАТЕЛЬ СТРЕБКОВА (Варианты) | 2018 |
|
RU2684638C1 |
| Разъемный индуктор обжима | 1990 |
|
SU1766559A1 |

Изобретение относится к области обработки металлов давлением, в частности к технологическому оборудованию для обработки давлением цилиндрических заготовок с использованием магнитных средств. Индуктор состоит из набора последовательно электрически соединенных металлических дисков с изолирующими слоями, имеющих радиальный разрез от внутреннего отверстия до периферии. Каждый диск оснащен токовыводами подключения, расположенными по обе стороны радиального разреза за пределами диска по его осям, разведенным на угол, величина которого установлена в зависимости от количества в наборе металлических дисков, соединенных между собой посредством разворота одного относительно другого на указанный угол, и взаимной фиксации двух совпавших при развороте токовыводов подключения до расположения их друг над другом. Обеспечивается минимальная паразитная индуктивность, компактность, а также удобство последующего подсоединения к токовыводам магнитно-импульсной установки. 4 ил.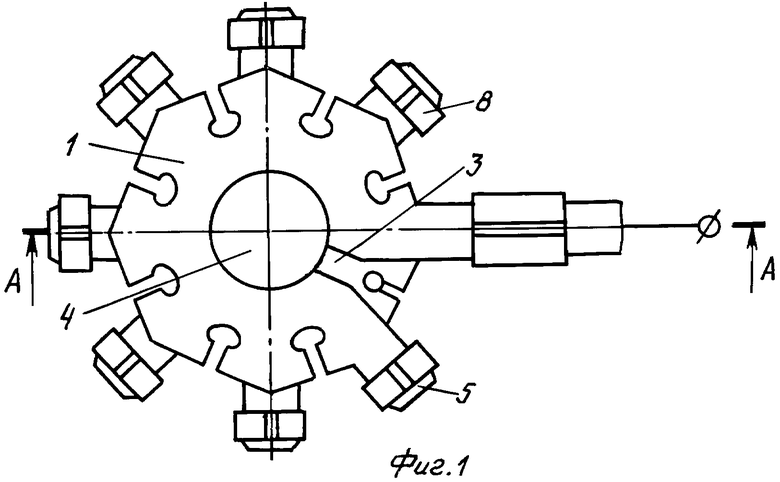
Индуктор для обработки цилиндрических заготовок, состоящий из набора последовательно электрически соединенных металлических дисков с изолирующими слоями, имеющих радиальный разрез от внутреннего отверстия до периферии, отличающийся тем, что каждый из дисков оснащен токовыводами подключения, расположенными по обе стороны радиального разреза за пределами диска по его осям, разведенным на угол α, величина которого установлена в зависимости от количества в наборе металлических дисков, соединенных между собой посредством разворота одного относительно другого на угол α и взаимной фиксации двух совпавших при развороте токовыводов подключения до расположения их друг над другом.
| ИНДУКТОР ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2003 |
|
RU2257274C1 |
| Индуктор для магнитной обработки деталей | 1980 |
|
SU969373A1 |
| Индуктор для магнитно-импульсных обжима и сборки трубчатых деталей | 1976 |
|
SU593781A1 |
| Способ приготовления цемента из доменного шлака | 1929 |
|
SU18246A1 |
| US 3581540 А, 01.06.1971. | |||

