Предлагаемое изобретение относится к технологическому оборудованию для обработки давлением цилиндрических заготовок с использованием магнитных средств.
Основным элементом индуктора для магнитно-импульсной обработки является электропроводящая спираль, эффективность которой зависит от ее индуктивности, которая прямо пропорциональна количеству витков спирали.
Из научно-технической литературы известны импульсные соленоиды биттеровского типа, В.Р.Карасик, «Физика и техника сильных магнитных полей», М.: Наука, 1964 г., стр.134-136, рис.54, содержащие набор последовательно электрически соединенных металлических дисков, имеющих радиальный вырез от внутреннего отверстия до периферии и изолированных друг от друга прокладками и дисками, металлические диски и изоляция образуют при сборе двойную спираль, имеющую предварительное осевое сжатие.
Данной конструкции присуща недостаточная механическая прочность применяемой накладной изоляции. Это можно преодолеть, изготовив кольца из прочного металла, однако более прочные металлы (например, высокопрочная сталь) имеют более высокое электрическое сопротивление, что ведет к снижению КПД индуктора, т.к. часть энергии импульсного магнитного поля идет на образование тепла. Кроме того, нагрев спирали может дойти до температуры, которую не выдержит изоляция.
Еще один путь к преодолению этого недостатка - увеличение толщины металлических дисков и изоляции, что, в свою очередь, также приведет к уменьшению КПД и увеличению размера индуктора.
Из патентной литературы известен разъемный индуктор обжима, частично решающий вышеуказанные проблемы. Он содержит два ряда изолированных полувитков, последовательно электрически соединенных в пространственную спираль и выполненных в виде плоских пластин с нанесенной на них изоляцией и выступами для электрического соединения пластин в спираль, причем пластины первого ряда смещены относительно пластин второго ряда на толщину пластины с нанесенной на нее изоляцией, а выступы пластин первого ряда установлены в контакте с выступами пластин второго ряда (а.с. №1766559, В21D 26/14).
Предложенная в этом изобретении организация пространственной спирали не обеспечивает достаточную площадь контакта между пластинами, отнесенную к их толщине с изоляцией. Это ведет к уменьшению плотности витков по длине обрабатываемой детали, что влияет на плотность импульсного магнитного поля и увеличивает количество потребляемой энергии.
Наиболее близким по технической сущности к предлагаемому изобретению можно считать способ изготовления индуктора для магнитно-импульсной обработки металлов, по заявке №2009117232 от 20.10.10 г., по которой принято решение о выдаче патента.
В соответствии с этим решением электропроводящую спираль выполняют в виде единой плоской заготовки, которую формируют так, что образуют контуры токопроводящих пластин, в каждой из которых между контуром и центральным отверстием выполняют отверстия и пазы так, чтобы условная линия токов проходила по всему контуру пластины, крайние токопроводящие пластины оснащают токовыводами подключения, расположенными параллельно друг другу, а смежные соединяют перемычками, образуя токопровод, сгибают в местах перемычек по линиям сгиба, равноудаленным от осей центральных отверстий, совпадающим между собой, затем рабочие поверхности токопроводящих пластин электрически изолируют с перекрытием по их внутренним и внешним контурам и сжимают до соприкосновения.
Электропроводящая спираль, полученная предложенным способом, ненадежна.
Задача, на решение которой направлено предлагаемое техническое решение, заключается в создании универсального и эффективного многовиткового индуктора.
Поставленная задача решается тем, что в способе изготовления индуктора для магнитно-импульсной обработки металлов, при котором электропроводящую спираль выполняют в виде единой плоской заготовки, которую формируют так, что образуют контуры токопроводящих пластин, в каждой из которых между контуром и центральным отверстием выполняют отверстия и пазы так, чтобы условная линия токов проходила по всему контуру пластины, крайние токопроводящие пластины оснащают токовыводами подключения, расположенными параллельно друг другу, а смежные соединяют перемычками, образуя токопровод, сгибают в местах перемычек по линиям сгиба, равноудаленным от осей центральных отверстий, совпадающим между собой, затем рабочие поверхности токопроводящих пластин электрически изолируют с перекрытием по их внутренним и внешним контурам и сжимают до соприкосновения, каждая перемычка для соединения смежных пластин выполнена с возможностью обеспечения радиуса гиба, необходимого для надежной эксплуатации индуктора.
Для решения поставленной задачи предлагается приспособление для изготовления индуктора, содержащее основание с закрепленной на нем платой с выемками для установки токопроводящей пластины, гибочный механизм, выполненный в виде связанной с рычагом шарнирно установленной на стойке основания полочки, имеющей выемку под токопроводящую пластину с перемычкой, и цилиндрического пальца, расположенного в зоне гиба перемычки токопроводящей пластины, имеющего ось, совпадающую с осью шарнира и перпендикулярную оси рычага, и диаметр, обеспечивающий радиус гиба перемычки.
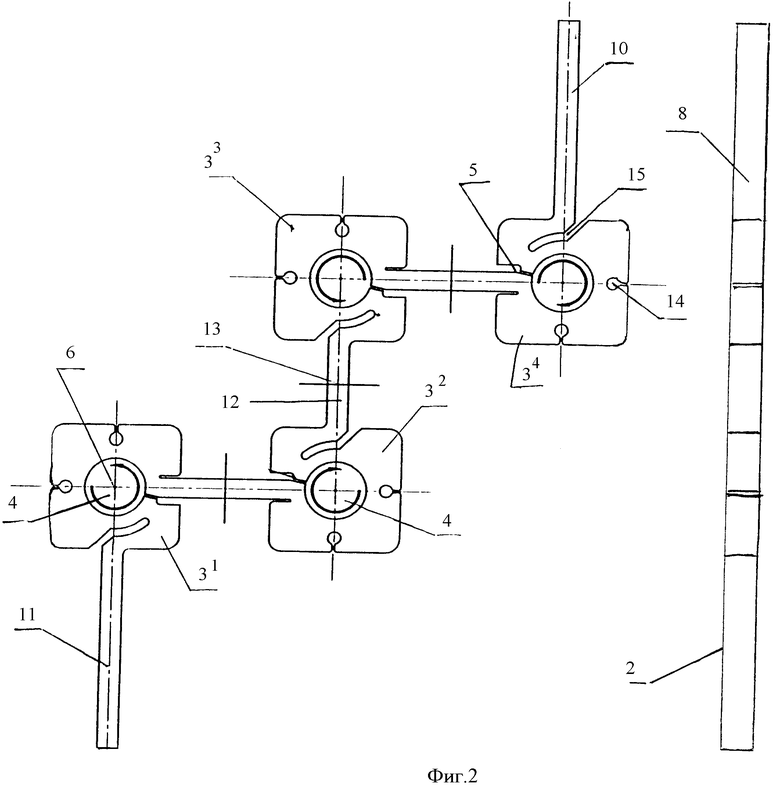
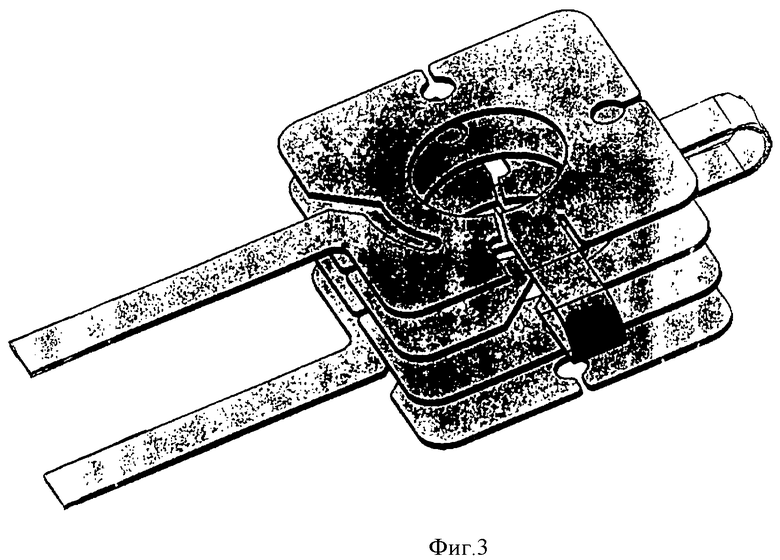
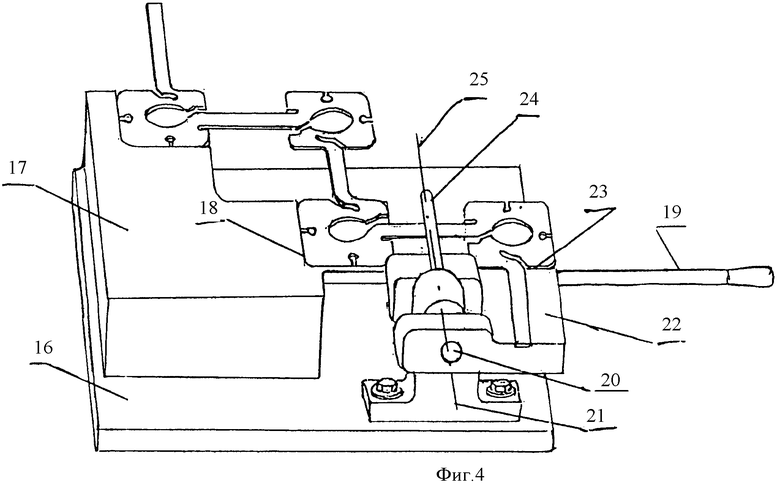
На фиг.1 представлена схема индуктора для магнитно-импульсной обработки, на фиг.2 - электропроводящая спираль, выполненная в виде единой плоской заготовки, токопроводящие пластины которой имеют, например, прямоугольную форму; на фиг.3 - электропроводящая спираль, полученная в результате гибки в специальном приспособлении, на фиг.4 - специальное приспособление для изготовления индуктора.
Основным элементом конструкции индуктора 1 для магнитно-импульсной обработки является электропроводящая спираль, которая выполняется в виде ряда токопроводящих пластин 31, 32, 33, 34, в центре каждой пластины выполняют отверстие 4 и радиальную щель 5, которую в смежных пластинах 31, 32 располагают с поворотом на заданный угол вокруг единой оси 6 их центральных отверстий 4.
Токопроводящие участки смежных пластин 31, 32, расположенные с разных сторон от радиальной щели 5, электрически соединяют между собой.
Электропроводящую спираль 2 выполняют в виде единой плоской заготовки 8, которую формируют так, что образуют контуры токопроводящих пластин 31, 32, 33, 34, крайние из которых, например 31, 34, оснащают токовыводами подключения 10 и 11, расположенными параллельно друг другу, а смежные 31, 32 соединяют перемычками 12 таким образом, что получают токопровод.
Смежные токопроводящие пластины 31, 32 заготовки 8 сгибают в местах перемычек 12 по линиям сгиба 13, равноудаленным от осей 6 центральных отверстий 4.
При этом токопроводящие пластины 31, 32, 33, 34 ориентируют таким образом, чтобы токовыводы подключения 10 и 11 оказались в одной плоскости, а оси 6 их центральных отверстий 4 совпали между собой.
В каждой токопроводящей пластине 31, 32, 33, 34 между ее контуром и центральным отверстием 7 выполняют отверстия 14 и пазы 15 так, чтобы условная линия токов проходила по всему контуру пластин 31, 32, 33, 34.
Для изготовления индуктора предлагается конструкция приспособления, содержащего основание 16 с закрепленной на нем платой 17 с выемками 18 для установки одной из смежных токопроводящих пластин, например 31.
Гибочный механизм специального приспособления состоит из связанной с рычагом 19 шарнирно 20 установленной на стойке 21 основания 16 полочки 22, имеющей выемку 23 под другую смежную токопроводящую пластину, например 32, и цилиндрического пальца 24, расположенного в зоне гиба 13 перемычек 12 и имеющего ось 25, совпадающую с осью шарнира 20 и перпендикулярную оси рычага 19, и диаметр, обеспечивающий радиус гиба перемычки.
Смежные токопроводящие пластины 31, 32 устанавливаются: одна в выемку 18 платы 17, а другая в выемку 23 полочки 22, и закрепляются в них.
Затем при помощи рычага 19 полочка 22 поворачивается относительно оси шарнира 20 до соприкосновения с платой 17. При этом оси 6 центральных отверстий 4 токопроводящих пластин 31, 32 совмещают между собой, а перемычка 12 огибает палец 24, при этом диаметр пальца 24 обеспечивает радиус гиба, необходимый для надежной эксплуатации индуктора 1.
Заявителем проверена работоспособность индукторов, изготовленных предложенным способом и с использованием специального приспособления, в большом диапазоне размеров и форм токопроводящих пластин (круглые, квадратные, прямоугольные и т.п.), а также с применением различных токопроводящих и изоляционных материалов. В процессе отработки подтверждена их высокая эффективность.
Использование предлагаемого технического решения при изготовлении индукторной оснастки для магнитно-импульсной обработки материалов позволит:
- производить высокоэффективную обработку деталей сложной формы;
- достичь универсальность индукторов при использовании их как для операций обжима, так и раздачи;
- обеспечить высокую технологичность при уменьшении стоимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2012 |
|
RU2518038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2009 |
|
RU2413588C2 |
| Разъемный индуктор обжима | 1990 |
|
SU1766559A1 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2021 |
|
RU2790582C1 |
| СЕЛЬСКОХОЗЯЙСТВЕННЫЙ НАВИГАЦИОННЫЙ ИНДУКТОР | 2017 |
|
RU2649870C1 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ РАЗДАЧИ ТРУБЧАТЫХ ЗАГОТОВОК | 2013 |
|
RU2542190C2 |
| Индуктор для магнитно-импульсной раздачи трубчатых деталей | 1980 |
|
SU1072954A1 |
| ИНДУКТОР ДЛЯ МНОГОПОЛЮСНОГО АКСИАЛЬНОГО НАМАГНИЧИВАНИЯ КОЛЬЦЕВЫХ ПОСТОЯННЫХ МАГНИТОВ | 2017 |
|
RU2678432C1 |
| РАЗЪЕМНЫЙ ИНДУКТОР ОБЖИМА | 2005 |
|
RU2318626C2 |
| Одновитковый индуктор сильного аксиального магнитного поля (варианты) | 2020 |
|
RU2746269C1 |
Изобретение относится к технологическому оборудованию для обработки давлением цилиндрических заготовок с использованием магнитных средств. Выполняют токопроводящую спираль в виде единой плоской заготовки, которую формируют с образованием контуров токопроводящих пластин. В каждой пластине между контуром и центральным отверстием выполняют отверстия и пазы так, чтобы условная линия токов проходила по всему контуру пластины. Крайние токопроводящие пластины оснащают токовыводами подключения, расположенными параллельно друг другу, а смежные соединяют перемычками с образованием токопровода. Перемычки в местах, равноудаленных от осей центральных отверстий, совпадающих между собой, сгибают по радиусу. Затем рабочие поверхности токопроводящих пластин электрически изолируют с перекрытием по их внутренним и внешним контурам и сжимают до соприкосновения. Приспособление содержит основание с закрепленной на нем платой с выемками для установки токопроводящей пластины, гибочный механизм, выполненный в виде связанной с рычагом шарнирно установленной на стойке основания полочки, имеющей выемку под токопроводящую пластину с перемычкой, и цилиндрического пальца, расположенного в зоне гиба перемычки токопроводящей пластины, имеющего ось, совпадающую с осью шарнира и перпендикулярную оси рычага, и диаметр, обеспечивающий изгиб перемычки по радиусу. Расширяются технологические возможности при уменьшении стоимости. 2 н.п. ф-лы, 4 ил.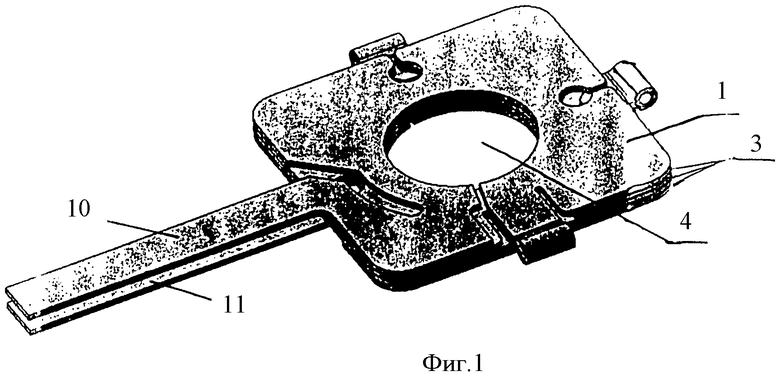
1. Способ изготовления индуктора для магнитно-импульсной обработки металлов, включающий выполнение токопроводящей спирали в виде единой плоской заготовки, которую формируют из соединенных перемычками токопроводящих пластин, в каждой из которых между ее контуром и центральным отверстием выполняют отверстия и пазы так, чтобы условная линия токов проходила по всему контуру пластины, крайние токопроводящие пластины оснащают токовыводами подключения, расположенными параллельно друг другу, пластины сгибают в местах перемычек с совмещением осей центральных отверстий, затем рабочие поверхности токопроводящих пластин электрически изолируют и сжимают до соприкосновения, отличающийся тем, что сгибание пластин в местах перемычек осуществляют с помощью гибочного механизма с цилиндрическим пальцем, предназначенным для его огибания по радиусу перемычками.
2. Приспособление для изготовления индуктора для магнитно-мпульсной обработки металлов, содержащее основание с закрепленной на нем платой с выемками для установки одной токопроводящей пластины, гибочный механизм, выполненный в виде связанной с рычагом шарнирно установленной на стойке основания полочки, имеющей выемку под другую токопроводящую пластину, соединенную с упомянутой перемычкой, и цилиндрического пальца с осью, совпадающей с осью шарнира и перпендикулярной оси рычага, и расположенного в зоне гиба перемычки для обеспечения возможности его огибания перемычкой по радиусу.
| RU 2009117232 А, 20.11.2010 | |||
| Индуктор для магнитно-импульсных обжима и сборки трубчатых деталей | 1976 |
|
SU593781A1 |
| ИНДУКТОР ДЛЯ МАГНИТОИМПУЛЬСНОЙ ОБРАБОТКИ | 1998 |
|
RU2130352C1 |
| Установка для магнитной обработки металлов импульсным магнитным полем | 1963 |
|
SU468674A1 |
| US 3321946 A, 30.05.1967. | |||

