Изобретение относится к обработке металлов давлением с применением импульсного магнитного поля и может быть использовано для изготовления цилиндрических полых металлических изделий при их размещении, как внутри индуктора («обжимом»), так и снаружи («раздачей»).
Типовая конструкция индуктора для магнитно-импульсной штамповки включает в себя токоподводы, спираль индуктора, межвитковую изоляцию, бандаж, крепежные элементы. Основным рабочим элементом индуктора, от которого зависит его эффективность, является токопроводящая спираль.
Известны варианты конструкции спирали аналогичные по форме цилиндрическим винтовым и плоским спиральным пружинам изготавливаемые путем навивки (В.А. Глущенков. Индукторы для магнитно-импульсной обработки. - Самара: Учебная литература, 2013 г. - 148 с, с. 46, рис. 6.10). Индукторы с навитой спиралью используют в единичном и мелкосерийном производстве. К их недостаткам относится малый ресурс при серийном и крупносерийном производстве, а также невозможность ремонта, в случае поломки спирали или межвиткового замыкания при повреждении изоляции.
Также известен индукторы изготавливаемые механической обработкой резанием (SU 1800727; А.К. Талалаев. Индукторы и установки для магнитно-импульсной обработки металлов. - М.: НТЦ «ИНФОРМТЕХНИКА», 1992 г. - 143 с, рис. 4.5; В.А. Глущенков. Индукторы для магнитно-импульсной обработки. - Самара: Учебная литература, 2013 г. - 148 с, рис. 6.7).Конструкции спиралей зачастую не позволяют обеспечить высокую стойкость и долговечность, а опытными исследованиями установлено, что пробой изоляции и отказ индуктора происходит обычно между первым и вторым витком. Точеная спираль с крайними витками, примыкающими к токоподводам, увеличивающимися по высоте и ширине (SU 1800727) позволяет повысить стойкость к ударным нагрузкам. Однако общими недостатками получения индуктора обработкой резанием является трудоемкость изготовления многовитковой спирали из цельной заготовки, а также ее высокая стоимость, так как для этого требуется наличие высокоточных станков с ЧПУ.
Известны индукторы включающие выполнение токопроводящей спирали в виде единой плоской заготовки, которую формируют из соединенных перемычками токопроводящих пластин с отверстиями и пазами с последующей гибкой заготовки в местах перемычек (RU 2518038, RU 2465088). Недостатками такого решения является усложнение технологии изготовления при большом числе витков спирали. При этом значительно увеличатся габариты исходной плоской заготовки предполагающей вырезание сложного контура, а следовательно возрастет стоимость изготовления спирали.
Наиболее близким аналогом, является индуктор для обработки цилиндрических заготовок со сборной спиралью (RU 2257274), состоящей из набора последовательно электрически соединенных металлических дисков с изолирующими слоями, имеющих радиальный вырез в виде сектора с углом 120° от внутреннего отверстия до периферии собираемый предварительным осевым сжатием. Недостатком данного индуктора является техническая сложность обеспечения идеального стыка в месте соприкосновения витков при их соединении только за счет сил осевого сжатия, что может привести к образованию зазоров, наличие которых, даже при их минимальных размерах, может стать причиной нагрева во время подачи напряжения и снижения КПД индуктора.
Задачей заявляемого технического решения является получение индуктора с обеспечением высокой стойкости по упрощенной технологии его изготовления в условиях серийного и крупносерийного производства, а также удешевление стоимости производства.
Поставленная задача решена применением конструкции со спиралью состоящей из отдельных сегментов в виде разрезных дисков с вырезанным сектором изогнутых в виток с постоянным шаговым расстоянием, а также токоподводов, приваренных к крайним сегментам, при этом согнутые витки из отдельных сегментов в виде разрезных дисков выполненных из листового металла с вырезанным сектором на угол 10…90° сварены друг с другом, сварные швы зачищены до шероховатости не грубее, чем поверхность витка, а спираль подвергнута термообработке отпуском. Стойкость индуктора можно повысить, приварив к свободным торцам крайних витков спирали дополнительные плоские половины разрезного диска с полным перекрытием вырезанного сектора из диска, тем самым закольцовывая их.
Достигнутым техническим результатом является универсальная конструкция индуктора со спиралью изготавливаемой по упрощенной технологии, обеспечивающей возможность легкого изменения ее осевых габаритов получая любую необходимую длину и облегчая производство индукторов больших диаметров при незначительном возрастании трудоемкости и затрат на изготовление с увеличением срока службы индуктора примерно на 20% при наращивании массы крайних витков.
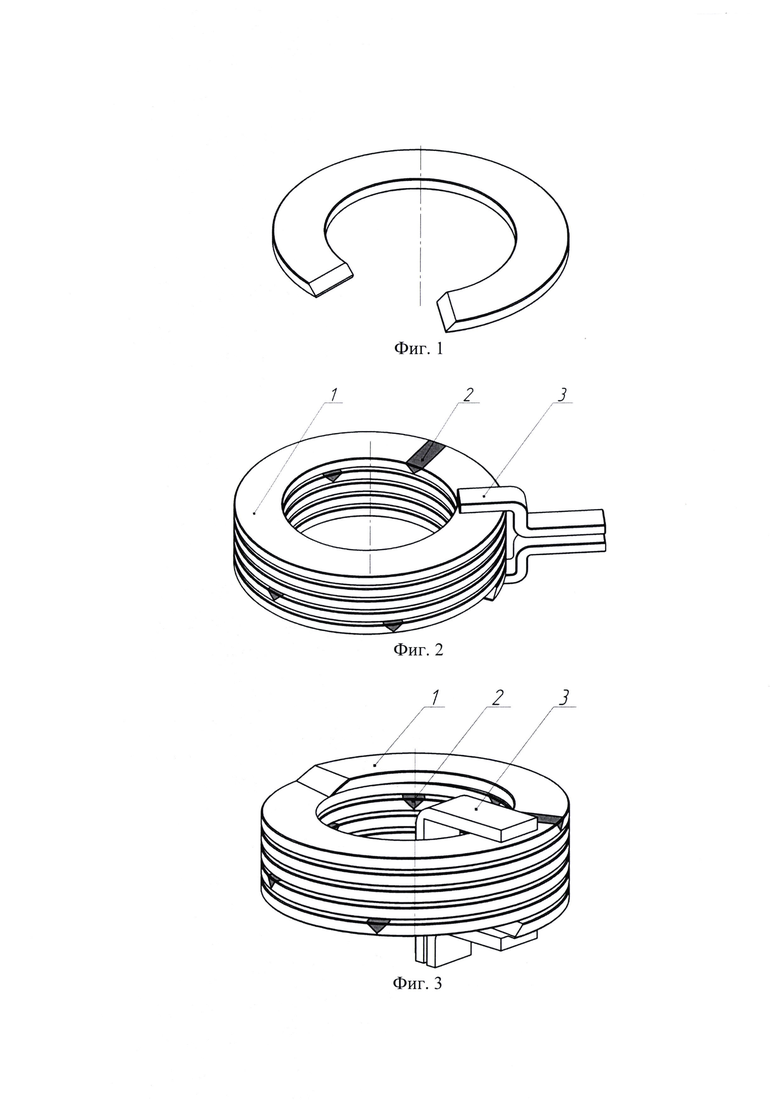
Предлагаемая конструкция поясняется чертежами, где фиг.1 - отдельный виток спирали индуктора; фиг.2 - сварная спираль индуктора с токоподводами расположенными наружу; фиг.3 - сварная спираль индуктора с токоподводами, расположенными вовнутрь.
Спираль индуктора для магнитно-импульсной обработки трубчатых металлических заготовок собирается следующим образом. На круглых кольцевых заготовках, вырезанных из листового металла по числу витков спирали с обточенными наружными и внутренними фасками, вырезают сектор, соответствующий 10…90°, определяемый межвитковым расстоянием и удобством проведения сварки. При малых межвитковых расстояниях предпочтительнее использовать большие углы вырезанного сектора и наоборот. Затем разгибают концы, образуя идентичные витки с одинаковым шаговым расстоянием, зависимым от мощности индуктора и габаритов обрабатываемых деталей (фиг.1). Обточив на кромках витков 1 скосы, их соединяют в спираль и сваривают встык (фиг.2, 3), зачищая в последующем сварные швы 2 и выравнивая их заподлицо с поверхностями витков во избежание появления концентраторов электрического сопротивления. К готовой спирали приваривают токоподводы 3, направленные наружу для индукторов, работающих по схеме «обжима» (фиг.2), или вовнутрь для индукторов, работающих по схеме «раздачи» (фиг.3). Далее проводят термообработку готового индуктора отпуском для снятия остаточных напряжений после сварки по режиму зависящему от марки материала спирали. Рекомендуемые стали для изготовления спирали индуктора: Ст.3, сталь 08кп, сталь 45, сталь 03Н18К9М5ТЮ-ВИ (ЧС4-ВИ). Особенностью конструкции является открытое с двух сторон межвитковое пространство, соответственно возможно изолирование витков 1 любым известным способом, например, бандажированием тороидной навивкой.
Для увеличения стойкости индуктора и снижения нагрузки на межвитковую изоляцию крайних дисков один из предварительно вырезанных дисков разрезается пополам на две равные части, которые привариваются к крайним виткам 1 в спирали, закольцовывая их и увеличивая массу крайних витков 1.
Таким образом, основной элемент индуктора - токопроводящая спираль представляет собой цельную неразъемную цилиндрическую конструкцию сваренную в стык со скосом кромок из отдельных одинаковых витков 7, форма поперечного сечения которых может быть различной, с межвитковым расстоянием, подбираемым по габаритам обрабатываемой заготовки и мощности индуктора. Толщина витков 7 выбирается исходя из необходимой жесткости спирали, а диаметр зависит от максимально допустимой энергии, необходимой для деформирования заготовки. К крайнему витку 7 приварены токоподводы 3, которые направлены от центра спирали при размещении заготовки внутри индуктора (деформирование «обжимом») или к центру спирали при размещении полой заготовки снаружи индуктора (деформирование «раздачей»). Сварные швы 2 не влияют на характер течения тока через индуктор, который полностью идентичен индукторам, изготавливаемым механической обработкой резанием без появления дополнительных сопротивлений.
Преимуществами предлагаемой конструкции перед известными аналогами является упрощение технологии изготовления спирали больших габаритных размеров по высоте и диаметру, т.к. она изготавливается из отдельных сегментов, а не обрабатывается целиком. Индуктор обладает универсальностью применения за счет варьирования разностью диаметров спирали, ее материалом и межвитковым расстоянием. Также увеличивается стойкость индуктора при закольцовывании крайних витков 7, что подтверждено опытными данными.
Конкретный пример реализации технологии изготовления сварной спирали осуществлен для индуктора из стали 03Н18К9М5ТЮ-ВИ (ЧС4-ВИ) состоящего из семи витков наружным диаметром 185 мм и внутренним 145 мм. Толщина одного витка 6 мм. Данный индуктор показал стойкость более 16000 циклов при энергии 10 кДж.
Таким образом, предложенное решение по конструкции спирали индуктора, получаемой методом сварки, с усилением и закольцовыванием крайних витков показало высокую надежность индуктора при упрощении технологии его изготовления и уменьшении стоимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цилиндрический индуктор | 1990 |
|
SU1804935A1 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ УСТАНОВКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
SU1800727A1 |
| Способ изготовления индуктора для электродинамического излучателя | 1978 |
|
SU722599A1 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ РАЗДАЧИ ТРУБЧАТЫХ ЗАГОТОВОК | 2013 |
|
RU2542190C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИИ ИНДУКТОРОВ | 1973 |
|
SU381107A1 |
| ПЛОСКИЙ СПИРАЛЬНЫЙ ИНДУКТОР СИЛЬНОГО МАГНИТНОГО ПОЛЯ (ВАРИАНТЫ) | 2016 |
|
RU2661496C2 |
| ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ ИМПУЛЬСНОГО МАГНИТНОГО ПОЛЯ | 1968 |
|
SU207199A1 |
| Устройство для магнитно-импульсной обработки металлов | 1989 |
|
SU1761343A1 |
| ИНДУКТОР ДЛЯ МАГНИТОИМПУЛЬСНОЙ ОБРАБОТКИ | 1998 |
|
RU2130352C1 |
| ПЛОСКИЙ ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ НАНОРАЗМЕРНЫХ ПОРОШКОВ | 2009 |
|
RU2417861C2 |
Изобретение относится к обработке металлов давлением с применением импульсного магнитного поля и может быть использовано для изготовления цилиндрических полых металлических изделий. Индуктор для магнитно-импульсной обработки полых цилиндрических заготовок со спиралью, которая состоит из отдельных сегментов в виде разрезных дисков с вырезанным сектором изогнутых в виток с постоянным шаговым расстоянием. Токоподводы приварены к крайним сегментам. Согнутые витки выполнены из листового металла с вырезанным сектором на угол 10-90° и сварены друг с другом. Спираль подвергнута термообработке отпуском. Обеспечивается надежность при упрощении технологии изготовления и увеличение срока службы индуктора. 1 з.п. ф-лы, 3 ил.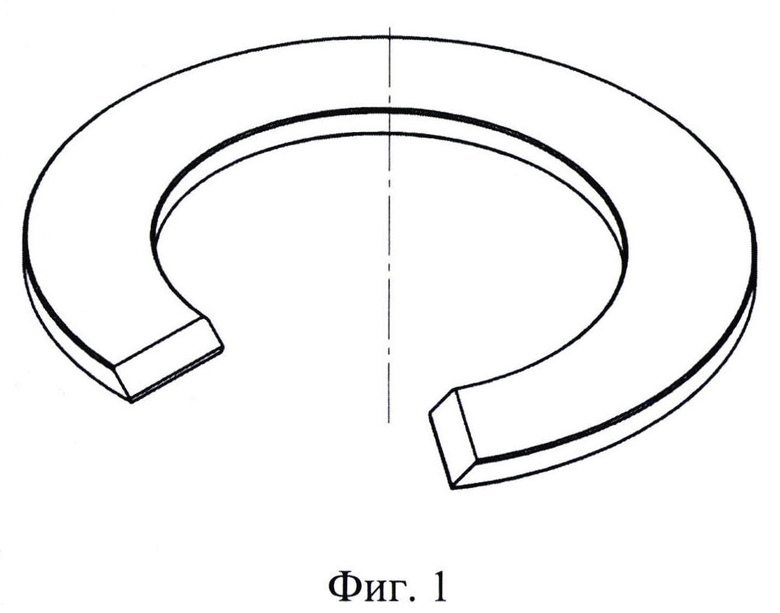
1. Индуктор для магнитно-импульсной обработки полых цилиндрических заготовок со спиралью, состоящей из отдельных сегментов в виде разрезных дисков с вырезанным сектором, изогнутых в виток с постоянным шаговым расстоянием, а также токоподводов, приваренных к крайним сегментам, отличающийся тем, что согнутые витки из отдельных сегментов в виде разрезных дисков, выполненных из листового металла с вырезанным сектором на угол 10…90°, сварены друг с другом, сварные швы зачищены до шероховатости не грубее, чем поверхность витка, а спираль подвергнута термообработке отпуском.
2. Индуктор по п. 1, отличающийся тем, что к свободным торцам крайних витков спирали приварены дополнительные плоские половины разрезного диска с полным перекрытием вырезанного сектора из диска.
| ИНДУКТОР ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2003 |
|
RU2257274C1 |
| Способ синхронизации приемников цветного телевидения с последовательной передачей цветов по полям | 1954 |
|
SU114892A1 |
| ПЛОСКИЙ СПИРАЛЬНЫЙ ИНДУКТОР СИЛЬНОГО МАГНИТНОГО ПОЛЯ (ВАРИАНТЫ) | 2016 |
|
RU2661496C2 |
| US 3823589 A1, 16.07.1974 | |||
| US 20050017836 A1, 27.01.2005. | |||

