Изобретение относится к железнодорожному транспорту, а именно к технологии изготовления и сборки котлов цистерн с подогревательной рубашкой.
Известна цистерна для перевозки высоковязких грузов ["Вагоны", под ред. Л.А.Шадура, М., "Транспорт", 1973, с.357] с наружной подогревательной рубашкой. Она образуется стенками котла и наружным листом, которые связаны между собой каркасом из углового проката. Для подогрева груза пар в рубашку подается через штуцер кожуха сливного прибора, а выход пара или конденсата происходит через два патрубка, расположенных по концам котла.
При изготовлении данного котла, согласно требованиям ["Правил устройства и безопасной эксплуатации сосудов, работающих под давлением", ПБ 10-115-96, СПБ., "Деан", 2000, с.46], "Сосуды, имеющие наружный кожух, подвергаются гидравлическому испытанию до установки кожуха". После проведения первых гидравлических испытаний, производят приварку кожуха, в результате чего в тонколистовом металле, по краям приварных швов могут образовываться трещины, дающие утечку перевозимого материала. Для проверки отсутствия трещин проводят повторные гидравлические испытания, что приводит к увеличению временных, трудовых и материальных затрат на изготовление единицы продукции.
Также известна обогреваемая железнодорожная вагон-цистерна [пат. США №4530288, US CL 105-358, опубл. 23.07.85 т.1056 №4], имеющая котел, смонтированный на подставках, расположенных на надрессорных балках экипажных тележек. Котел снабжен устройством для нагревания груза, содержащим первый нагревательный элемент. Этот элемент прикреплен к нижней части котла вблизи сливного устройства и направлен к концам котла. Над нижней частью цилиндрической стенки у концов котла установлены вторые нагревательные элементы, расположенные наклонно. Эти элементы плотно связаны с нижней частью котла вблизи концевых частей первого элемента, образуя вместе с нижней частью котла воздушные мешки, предназначенные для подогревания груза, первый нагревательный элемент соединен гидравлически со вторым нагревательным элементом и источником нагревательной среды.
Вместе с недостатками, присущими вышеописанному аналогу, в данной цистерне уменьшается рабочий объем котла, что снижает его технико-экономические показатели.
Производить одни гидравлические испытания котла позволяет железнодорожная цистерна (выбранная в качестве прототипа) [пат. США №4502392 от 05.05.85], состоящая из котла, установленного на ходовых частях и снабженного паропроводящими трубами, закрепленными на подставках во внутренней полости котла. При сборке котла в его внутренней полости устанавливаются державки труб, входной и выходной штуцера на одном из днищ котла. После этого в специальный люк на днище котла трубы парообогревательной системы заводят во внутреннюю полость котла и закрепляют при помощи разборных соединений, без контакта с поверхностью котла. Дополнительные изгибы труб позволяют перевозимой жидкости быстрее нагреваться в зоне сливного прибора. Данные детали не мешают визуальному и инструментальному контролю качества изготовления котла.
Однако данная вагон-цистерна достаточно трудоемка в изготовлении и обладает рядом недостатков:
- нагревательная система смонтирована во внутренней полости котла, что обеспечивает динамическое воздействие на нее перевозимого высоковязкого груза, значительно усиливающееся при низких температурах, в результате чего возможно разрушение соединений входного и выходного патрубков с днищем котла;
- при эксплуатации возможно замерзание перевозимого груза в корпусе сливного прибора, а его обогрев непосредственно не производится, в результате чего ухудшаются условия разгрузки цистерны;
- затруднен монтаж, осмотр и ремонт нагревательной системы, что ухудшает условия труда обслуживающего персонала;
- на днище выполнен люк для установки труб обогревательной системы, что снижает жесткость днища, а следовательно, и долговечность.
Задачей, на решение которой направлено заявляемое изобретение, является упрощение процесса изготовления котла с подогревательной рубашкой.
Поставленная задача решается следующим образом.
После сборки обечайки с днищами установки люка-лаза и сливного прибора на котел устанавливают каркас подогревательной рубашки. Установка одного каркаса позволяет производить визуальный и инструментальный контроль качества всех сварочных швов при проведении гидравлических испытаний. Вместе с этим, на образующую поверхность седла сливного прибора приваривают полукольца, позволяющие производить монтаж подогревательной рубашки, не касаясь поверхности металла котла. При этом полукольца выполняют переменного по высоте сечения с вершиной в средней части и устанавливают на седло с образованием зазора между торцами полуколец и расположением вершин полуколец в вертикальной плоскости, проходящей перпендикулярно продольной оси котла или устанавливают полукольца, выполненные в виде радиальных пластин из листового материала и установленные на конической поверхности седла сливного прибора, параллельно горизонтальной плоскости.
Сущность способа изготовления котла вагон-цистерны с подогревательной рубашкой заключается в том, что котел собирают из обечайки с днищами, люком-лазом и сливным прибором, затем устанавливают каркас подогревательной рубашки до стадии проведения гидравлических испытаний, выполненный из уголкового профиля, а на образующей поверхности седла сливного прибора закрепляют полукольца. При этом полукольца выполнены переменного сечения по высоте, с вершиной в средней части и установлены таким образом, что между торцами полуколец образован зазор, а вертикальная плоскость, проходящая через вершины полуколец, перпендикулярна продольной оси котла или устанавливают полукольца, выполненные в виде радиальных пластин из листового материала и установленные на конической поверхности седла сливного прибора, параллельно горизонтальной плоскости. После чего проводят гидравлические испытания котла.
Сущность поясняется чертежами, на которых изображены:
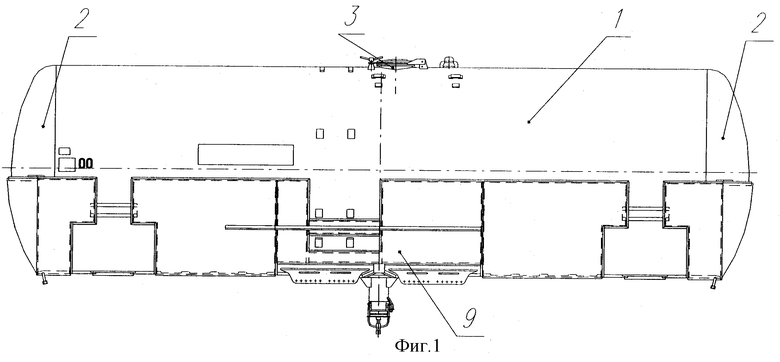
Фиг.I - общий вид котла с подогревательной рубашкой;
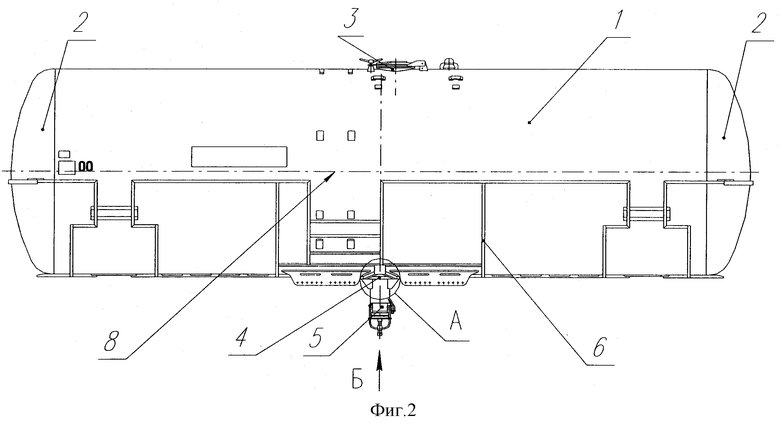
Фиг.II - вид котла с установленным каркасом;
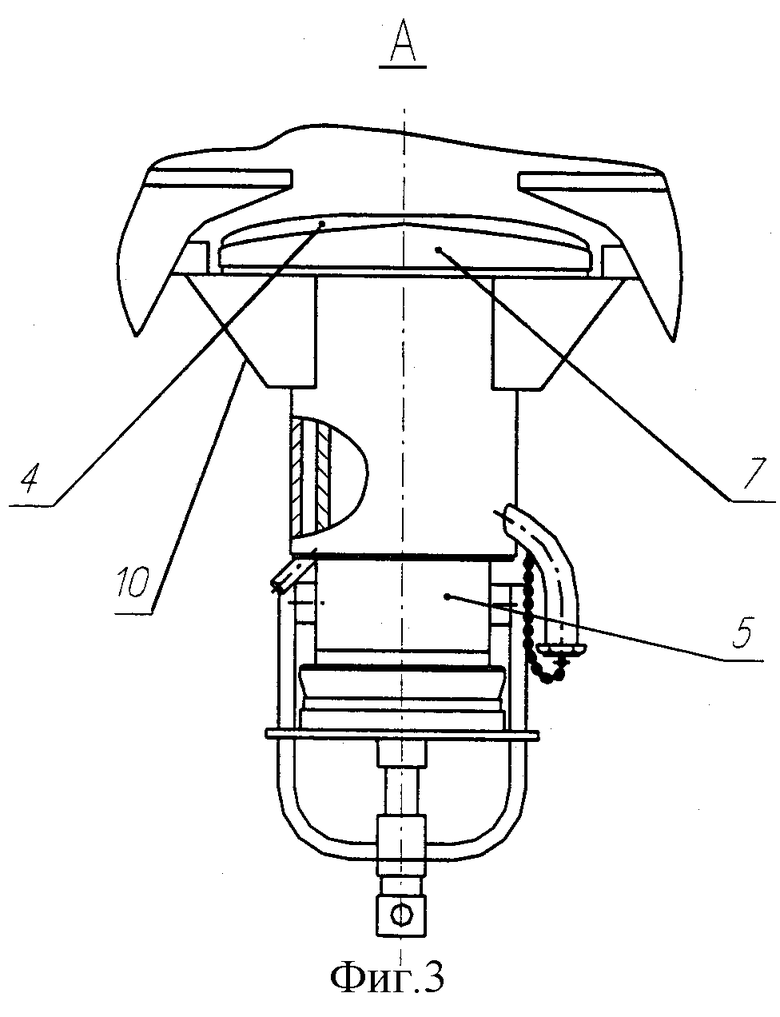
Фиг.III - вид А фиг.II;
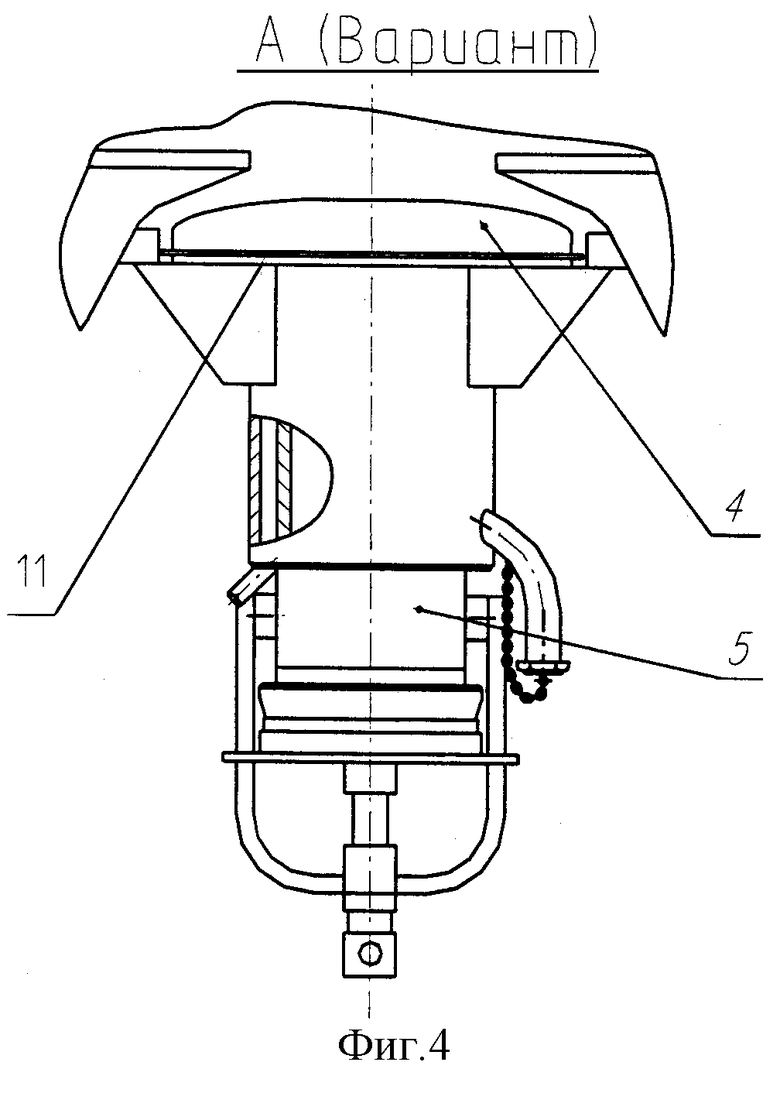
Фиг.IV - вид А фиг.II (вариант);
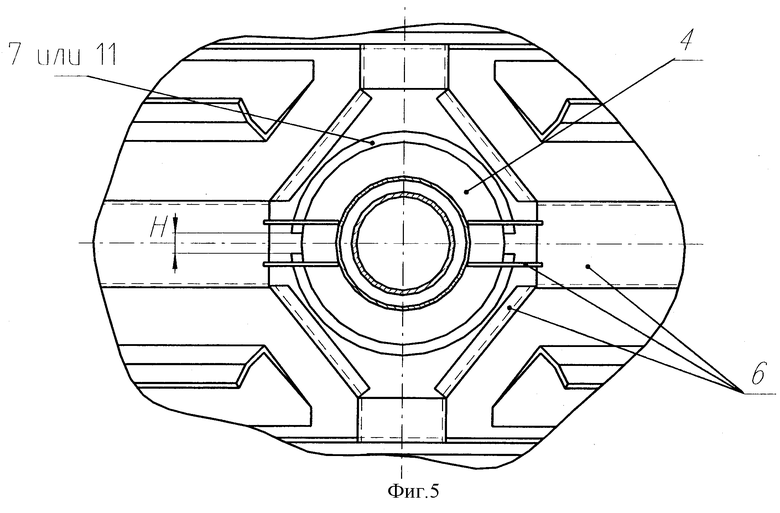
Фиг.V - вид Б фиг.II.
Для изготовления котла вагон-цистерны с подогревательной рубашкой на первом этапе сборки с обоих концов обечайки 1 устанавливают днища 2. В верхней части котла приваривают люк-лаз 3, а в нижней - седло 4 с корпусом сливного прибора 5. После этого, крепят к котлу каркас 6 подогревательной рубашки, а к образующей поверхности седла 4 полукольца 7 или полукольца 11. При этом полукольца 7 выполнены переменного сечения по высоте, с вершиной в их средней части и установлены таким образом, что между торцами полуколец образован зазор "Н", а вертикальная плоскость, проходящая через вершины полуколец, перпендикулярна продольной оси 8 котла. А полукольца 11 выполнены в виде радиальных пластин из листового материала и установлены на конической поверхности седла сливного прибора параллельно горизонтальной плоскости.
После проведения гидравлических испытаний котла на втором этапе сборки на каркас 6 устанавливают рубашку 9, при этом между ней и поверхностью котла образуется полость, в которую закачивается пар для обогрева котла. В области седла 4 сливного прибора, рубашку 9 приваривают к полукольцам 7 или 11, не касаясь сваркой поверхности котла. В местах образования зазоров между полукольцами накладывают коробы 10, сообщая основную полость рубашки 9 котла и полость кожуха сливного прибора 5.
После этого производят опрессовку рубашки и устанавливают котел на ложементы рамы.
Технический результат от использования заявляемого изобретения “Способ изготовления котла цистерны с подогревательной рубашкой” заключается в следующем:
- за счет постановки на котел каркаса рубашки и крепления полуколец на образующую поверхность седла сливного прибора до проведения гидравлических испытаний образуется возможность крепления подогревательной рубашки без контакта с поверхностью котла, что обеспечивает необходимость проведения только одних гидравлических испытаний, необходимых для проверки герметичности котла и качества сварных швов;
- выполнение полуколец переменного сечения по высоте, с вершиной в средней части и установка их таким образом, что между торцами полуколец образован зазор, а вертикальная плоскость, проходящая через вершины полуколец, перпендикулярна продольной оси котла, или выполнение их в виде радиальных пластин из листового материала и установка на конической поверхности седла сливного прибора параллельно горизонтальной плоскости обеспечивают простоту крепления рубашки к кожуху сливного прибора.
Оба вышеперечисленных мероприятия значительно сокращают временные, трудовые и материальные затраты на изготовление единицы продукции путем исключения из технологического процесса дублирующей операции.
В настоящее время по данному способу изготовлены опытные образцы, проходящие проверку на соответствие требованиям качества, предъявляемым к котлам железнодорожных цистерн с подогревательной рубашкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОТЛА ЦИСТЕРНЫ С ПОДОГРЕВАТЕЛЬНОЙ РУБАШКОЙ И КОТЁЛ ЦИСТЕРНЫ С ПОДОГРЕВАТЕЛЬНОЙ РУБАШКОЙ | 2020 |
|
RU2761059C1 |
| Вагон-цистерна для затвердевающих продуктов | 2015 |
|
RU2617254C2 |
| ЖЕЛЕЗНОДОРОЖНАЯ ВЗРЫВОБЕЗОПАСНАЯ ЦИСТЕРНА | 2016 |
|
RU2640173C1 |
| ЦИСТЕРНА ДЛЯ ПЕРЕВОЗКИ МАСЕЛ, МАЗУТОВ И ДРУГИХ ВЯЗКИХ НЕФТЕПРОДУКТОВ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ | 2020 |
|
RU2749164C1 |
| ЖЕЛЕЗНОДОРОЖНАЯ ВЗРЫВОБЕЗОПАСНАЯ ЦИСТЕРНА | 2015 |
|
RU2581115C1 |
| ЖЕЛЕЗНОДОРОЖНАЯ ВЗРЫВОБЕЗОПАСНАЯ ЦИСТЕРНА | 2017 |
|
RU2662363C1 |
| КОТЕЛ ВАГОНА-ЦИСТЕРНЫ ДЛЯ ПЕРЕВОЗКИ ЖИДКИХ ПИЩЕВЫХ ПРОДУКТОВ (ВАРИАНТЫ) | 2013 |
|
RU2568623C2 |
| Вагон-цистерна для перевозки химических продуктов | 2016 |
|
RU2664732C1 |
| ЖЕЛЕЗНОДОРОЖНАЯ ЦИСТЕРНА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКИХ ГРУЗОВ | 1997 |
|
RU2124994C1 |
| КРЕПЛЕНИЕ КОТЛА ЦИСТЕРНЫ К ПОЛУРАМАМ | 2002 |
|
RU2257305C2 |
Изобретение относится к железнодорожному транспорту, а именно к технологии изготовления и сборки котлов цистерн с подогревательной рубашкой. После сборки обечайки с днищами, установки люка-лаза и сливного прибора на котел устанавливают каркас подогревательной рубашки. Установка одного каркаса позволяет производить визуальный и инструментальный контроль качества всех сварочных швов при проведении гидравлических испытаний. На образующую поверхность седла 4 сливного прибора 5 приваривают полукольца 7 с зазором между торцами колец. А после проведения гидравлических испытаний приваривают подогревательную рубашку к каркасу и полукольцам. В местах образования зазоров между полукольцами накладывают коробы, сообщая полость рубашки котла и полость кожуха сливного прибора. Изобретение снижает затраты на изготовление. 3 з.п. ф-лы, 5 ил.
| US 3653333 А, 04.04.1972 | |||
| US 4480370 А, 06.11.1984 | |||
| Железнодорожная цистерна для транспортировки затвердевающей жидкости | 1990 |
|
SU1808780A1 |

