Изобретение относится к бронетанковой технике и может быть использовано для повышения уровня защиты при модернизации танков, например Т-72 и Т-80 и их модификаций.
В связи с появлением новых средств поражения, достигнутый в настоящее время уровень защиты танков оказался недостаточным и требует дальнейшего повышения. В условиях жестких габаритно-массовых ограничений для танка и неблагоприятной финансово-экономической ситуации, это представляется довольно сложной задачей.
Известен способ модернизации танка (см. патент Российской Федерации №2202756, МПК 7 F 41 H 7/02, на изобретение “Модернизированный танк”), в котором базовый корпус дополнительно снабжен передним надставным блоком, выполненным в виде опорно-несущего защитного модуля с опорными поверхностями по форме носовой части базового корпуса и разнесенной броней со встроенными блоками динамической защиты. Недостатком этого способа является значительная масса защитного модуля, что вынуждает оборудовать его узлами направляющих колес и узлами подвесок дополнительной пары опорных катков малого диаметра с увеличенным радиусом балансира с возможностью обеспечения выноса упомянутых катков вперед за пределы днища базового корпуса, а это усложняет и удорожает модернизацию. Кроме того, излишняя масса танка отрицательно сказывается на его подвижности.
Известен способ модернизации средних танков первого послевоенного поколения Т-55 и Т-62 (см. книгу “Современные танки” под редакцией Сафонова Б.С. и Мураховского В.И., Москва, “Арсенал-Пресс”, 1995 г., стр.205-207).
Этот способ наиболее близок по технической сути к заявляемому и выбран в качестве прототипа.
Способ включает частичную разборку серийных корпуса и башни, разметку и удаление (резку) деталей в местах установки дополнительного бронирования, подготовку мест крепления элементов, изготовление блоков бронирования, установку и контроль размещения блоков.
Дополнительное бронирование корпуса выполняется в виде сварной коробчатой конструкции из броневых листов, внутри которой с зазором размещаются стальные пластины. Полость между ними заполняется пенополиуретаном. Конструкция приваривается снаружи к верхнему лобовому листу корпуса.
Дополнительная защита лобовой части башни изготавливается из двух блоков, расположенных справа и слева от амбразуры пушки. Они имеют одинаковый уровень защиты и одинаковую схему бронирования с верхней лобовой частью корпуса танка. Конструктивно выполняется из литой броневой детали, с внутренней стороны которой приваривается коробка со стальными листами и тем же наполнителем между пластинами.
Съемные противокумулятивные секционные бортовые экраны изготавливаются из резинотканевого материала.
Недостатком указанного способа является то, что его нельзя использовать для модернизации основных танков следующего поколения, таких как Т-72, Т-80 и их модификаций. Объясняется это следующим.
Броневая защита лобовой части корпуса и башни указанных танков (см. книгу “Современные танки” под редакцией Сафонова Б.С. и Мураховского В.И., Москва, “Арсенал-Пресс”, 1995 г., стр.117, 125, 127 и книгу “НИИ Стали - 60 лет в сфере защиты. Исторические очерки”, издательство “Правда севера”, 2002 г., стр.58, 59, 125-131, извлечение из которой прилагается к материалам настоящей заявки) представляет собой многослойные комбинированные броневые преграды. Высокая стойкость от кумулятивных боеприпасов достигается установкой навесной динамической защиты. Борта корпуса защищены противокумулятивными экранами. В башнях был использован принцип разнесенной и комбинированной преград в литом исполнении - с залитыми в литую основу песчаными стержнями. Дальнейшее развитие конструкции и технологии изготовления литых башен заключалось в том, что комбинированная броня лобовых и бортовых частей башни образовывалась за счет открытой сверху полости, в которую монтировался сложный наполнитель, закрываемый сверху приварными крышками (заглушками). Башни такой конструкции применяются на более поздних модификациях танков Т-72Б (с наполнителем в виде плоскопараллельных пластин и вставок из стали повышенной твердости) и Т-80У (с наполнителем из ячеистых литых блоков, заливаемых полимером, и стальных вставок). Повышение стойкости верхней лобовой детали корпуса обеспечивалось оптимальным соотношением толщин трехпреградной брони и стеклотекстолитового наполнителя.
Такие конструктивные и технологические решения позволили обеспечить повышение противоснарядной стойкости танков и потенциальную возможность осуществлять их модернизацию только за счет изменений по наполнителю. Однако, из-за жестких требований к габаритно-массовым характеристикам, возможности дальнейшего повышения уровня защиты танков Т-72 и Т-80 только за счет наращивания дополнительных защитных блоков без замены комбинированной брони к настоящему времени полностью исчерпаны.
Настоящим изобретением решается задача повышения уровня стойкости бронирования корпуса и башни при модернизации танков Т-72 и Т-80 с минимальным увеличением габаритно-массовых показателей.
Поставленная задача решается тем, что в танке, подлежащем модернизации, производят замену броневой защиты носовой части корпуса, которая не удовлетворяет требованиям по защите от современных средств поражения, на предварительно изготовленные блок реактивной брони на общем катаном основании и пакет комбинированной пассивной брони, выполненные с обеспечением повышенной бронестойкости, для чего в зоне предполагаемого реза удаляют газовой резкой элементы крепления встроенной динамической защиты и приварки, затем производят разметку на удаление наружного верхнего лобового листа корпуса, намечая линию реза по внутренней плоскости бортов с отступом от кронштейнов направляющих колес на размер, не меньший ширины сварочного шва приварки кронштейнов, и обеспечивая отступ линии реза по нижнему носовому листу от кромки носа на размер, не меньший толщины наружного верхнего лобового листа корпуса и сварочного шва между ними, затем производят вырезку листов по линии разметки, сохраняя целостность кронштейнов направляющих колес и внутреннего верхнего лобового листа, после чего, используя штатные крюки на удаляемом листе и технологические скобы, с помощью подъемного устройства снимают вырезанную часть листа и извлекают наполнитель пассивной защиты с образованием ниши в сохраняемой носовой части корпуса, далее выполняют механическую обработку линии реза, зачистку внутренних поверхностей ниши, с организацией жестких посадочных мест для катаного основания блока реактивной брони с обеспечением за счет выборки или наплавки металла совпадения их привалочных поверхностей, затем пакет комбинированной пассивной брони укладывают и закрепляют на дне ниши, а блок реактивной брони устанавливают катаным основанием на его посадочные места и закрепляют болтами.
Жесткие посадочные места для катаного основания блока реактивной брони организуют посредством приварки бонок по бортовым стенкам ниши, планок усиления кронштейнов направляющих колес, планок усиления шахты смотровых приборов механика-водителя и планки с крепежными резьбовыми отверстиями по передней кромке ниши.
С надгусеничных полок корпуса демонтируют узлы, агрегаты и резинотканевые бортовые экраны, дорабатывают узлы крепления, после чего устанавливают ранее изготовленные экраны, снабженные блоками динамической защиты.
Кроме того, может производиться модернизация башни, для чего в танке, подлежащем модернизации, производят замену броневой защиты лобовой части башни, которая не удовлетворяет требованиям по защите от современных средств поражения, на предварительно изготовленные защитные блоки, выполненные с обеспечением повышенной бронестойкости, для чего демонтируют блоки встроенной динамической защиты, удаляют газовой резкой кронштейны их крепления на башне, затем в секторах наиболее вероятного обстрела слева и справа от амбразуры производят разметку и вырезку механической обработкой, например фрезеровкой, передних стенок лобовой части и заглушек каждой из двух полостей с наполнителем пассивной защиты, и с помощью технологических крюков или скоб удаляют наполнитель и остатки герметика с образованием ниш, после чего выполняют углубление ниш путем утонения тыльной стенки, и обработку нижней стенки по радиусу из центра вращения башни, далее в полости за передней бортовой стенкой вне секторов механической обработки устанавливают и жестко закрепляют с помощью сварки броневые вставки, а затем в подготовленные ниши устанавливают указанные защитные блоки с обеспечением выставки по технологическим упорам на оптимальное по уровню защиты расстояние между наружной кромкой блока и центром вращения башни, после чего закрепляют блоки с помощью сварки.
Анализ отличительных признаков показал, что предложенный порядок операций по подготовке серийных корпуса и башни танка с последующей модернизацией обеспечил ценой умеренных затрат осуществление работ в условиях серийных и ремонтных заводов на существующем оборудовании.
Изобретение поясняется чертежами, где изображено:
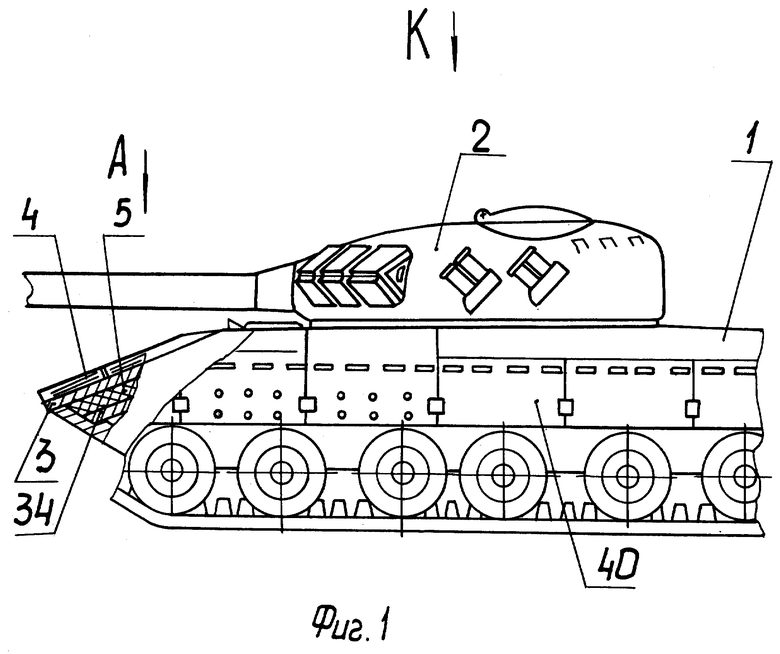
- на фиг.1 - вид сбоку на танк;
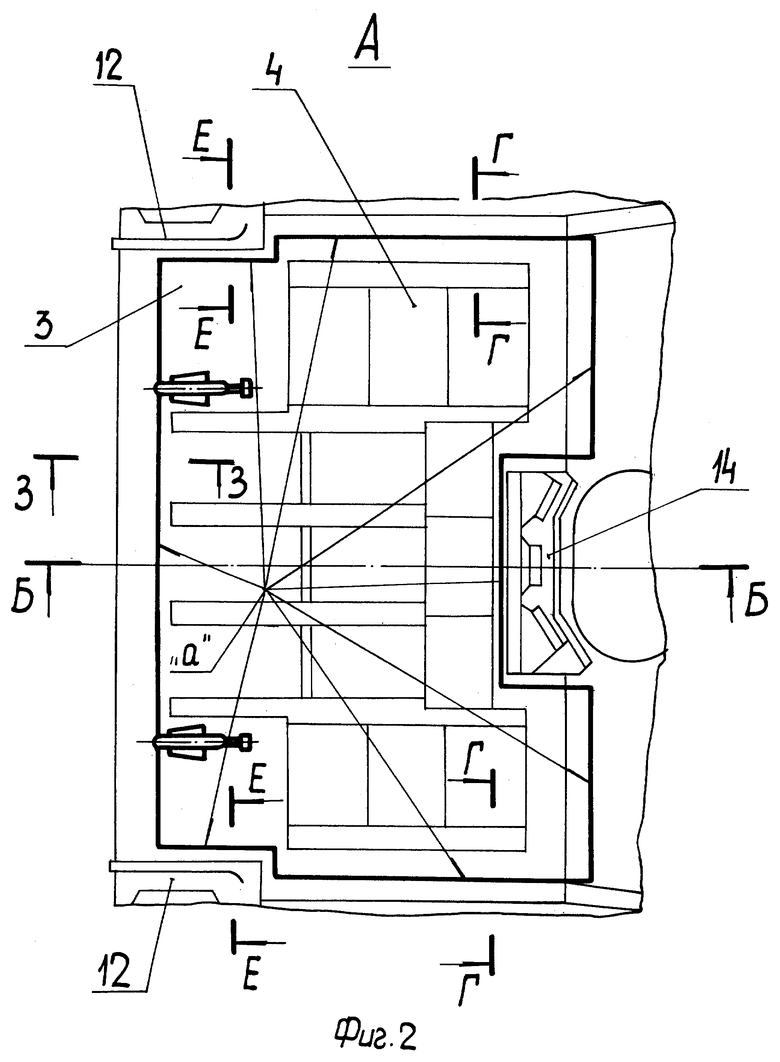
- на фиг.2 - вид в плане носовой части корпуса танка, подлежащего модернизации, вид А фиг.1;
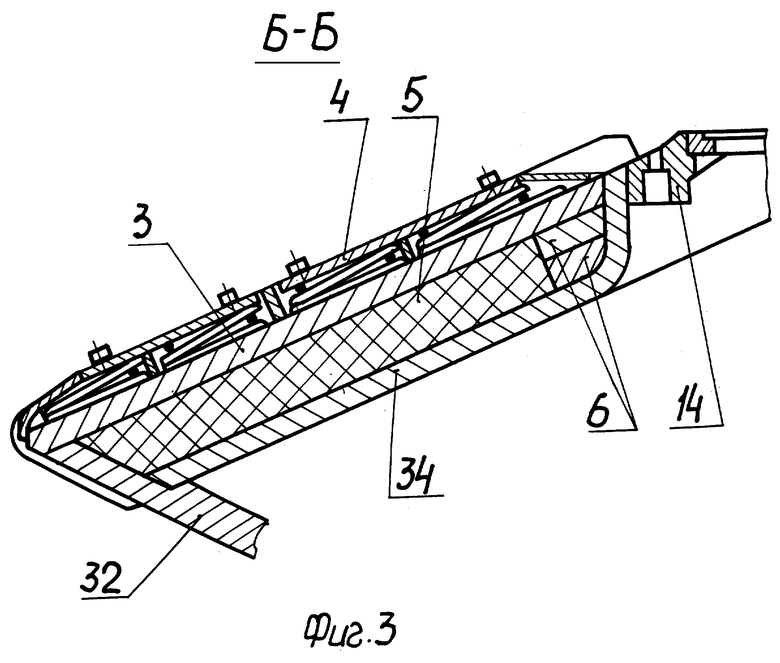
- на фиг.3 - продольный разрез носовой части корпуса танка, подлежащего модернизации, сечение Б-Б фиг.2;
- на фиг.4 - вид в плане на нишу в носовой части корпуса перед установкой пакета пассивной и блока реактивной брони;
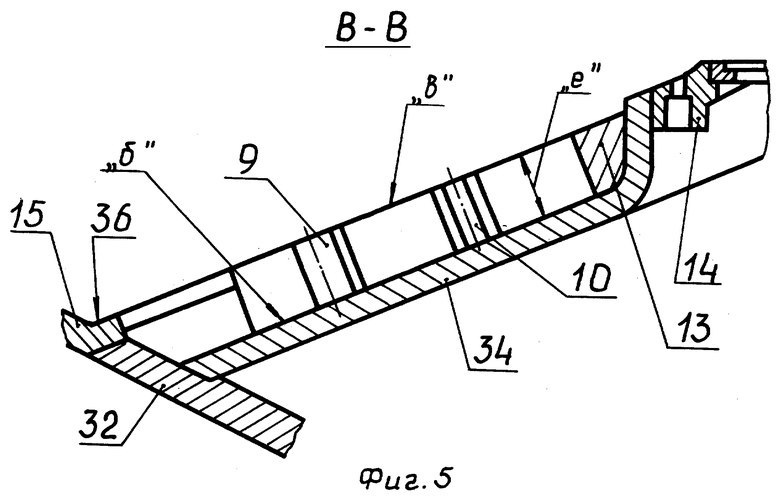
- на фиг.5 - продольный разрез ниши носовой части, сечение В-В фиг.2;
- на фиг.6 - продольный разрез носовой части корпуса после модернизации с установленными пакетом пассивной и блоком реактивной брони;
- на фиг.7 - сечение Г-Г фиг.2;
- на фиг.8 - сечение Д-Д фиг.4;
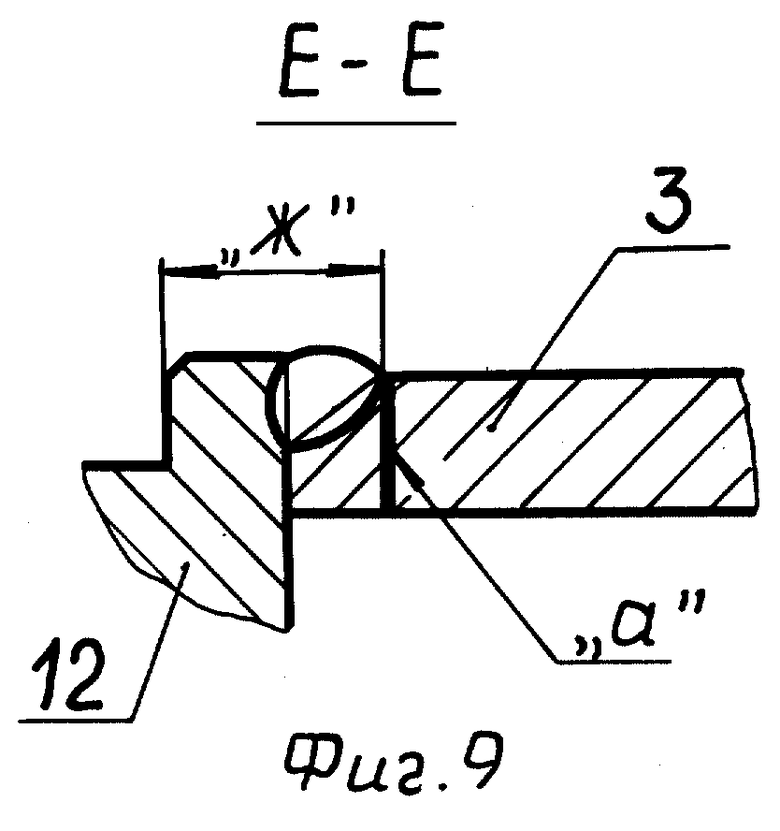
- на фиг.9 - сечение Е-Е фиг.2;
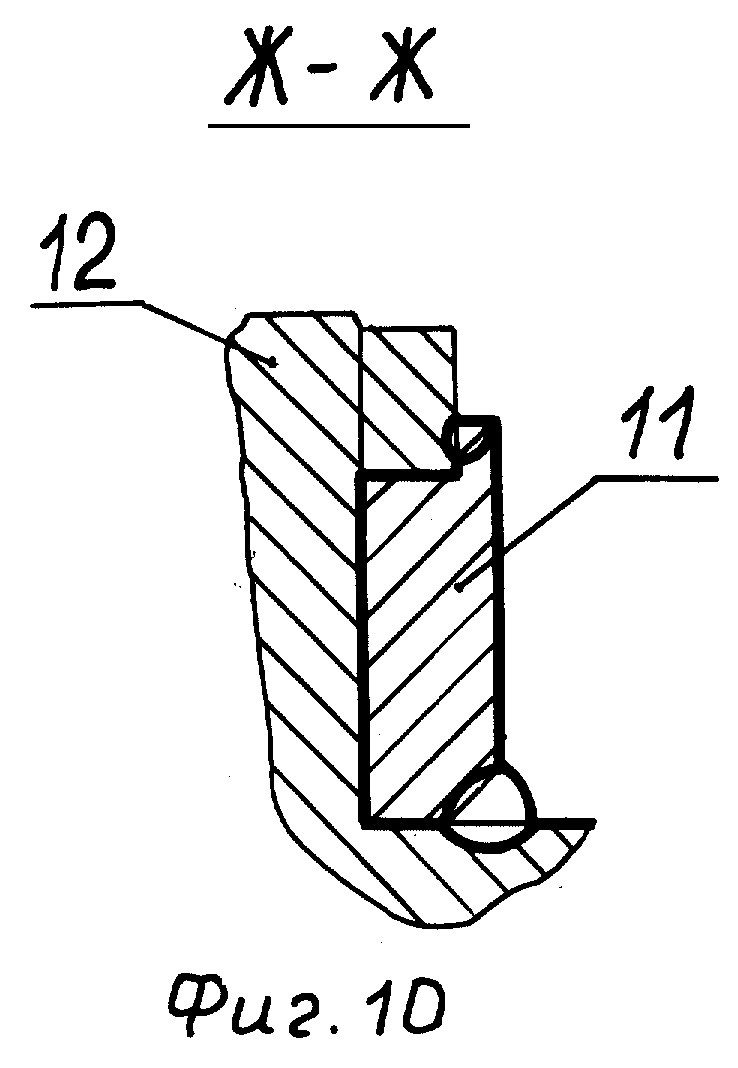
- на фиг.10 - сечение Ж-Ж фиг.4;
- на фиг.11 - сечение 3-3 фиг.2;
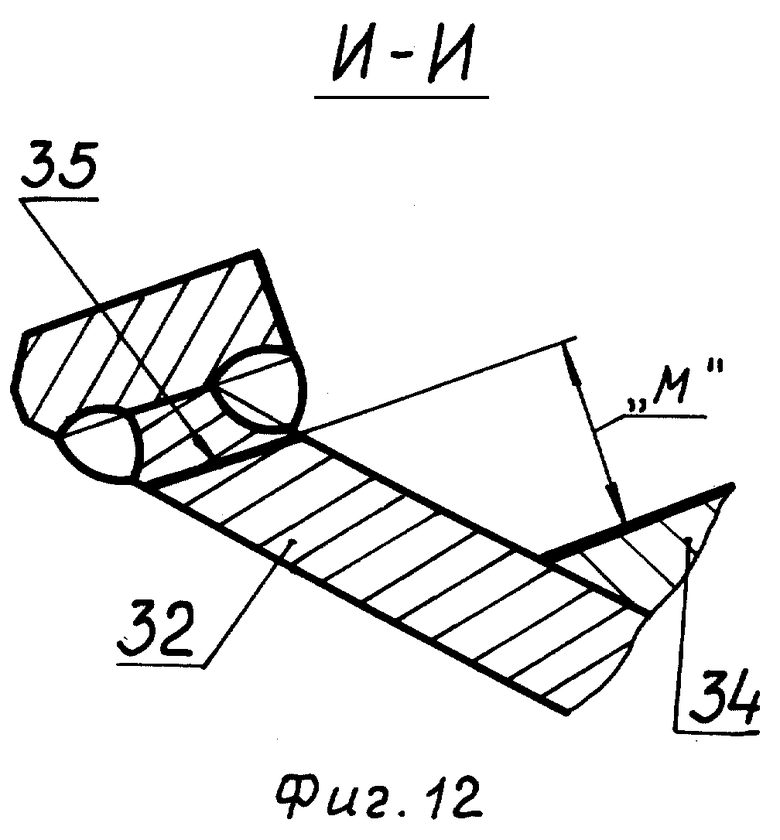
- на фиг.12 - линия реза нижнего носового листа с образованием торца под установку планки по передней кромке ниши, сечение И-И фиг.4;
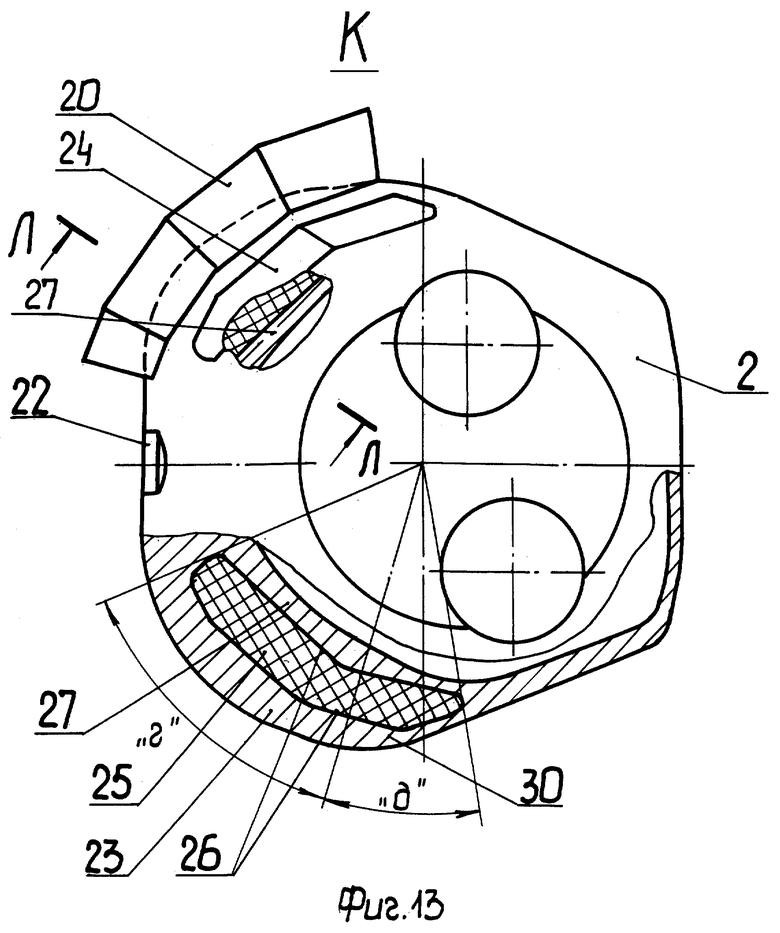
- на фиг.13 - вид в плане на башню танка, подлежащего модернизации, вид К на фиг.1;
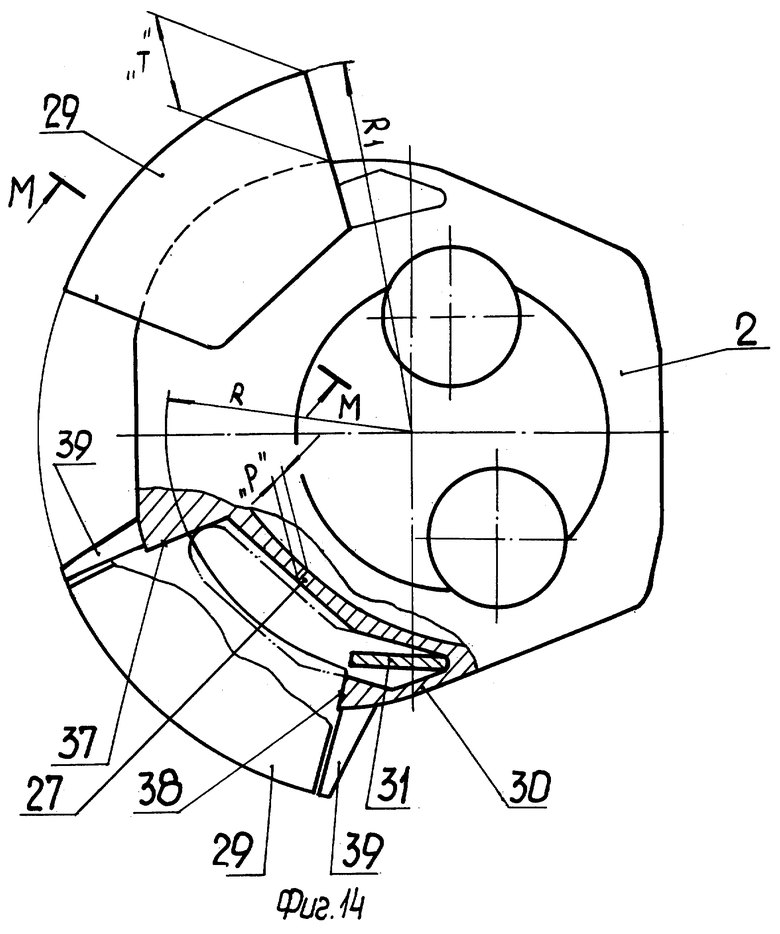
- на фиг.14 - вид в плане на башню танка после модернизации с установленными в нишах блоками защиты;
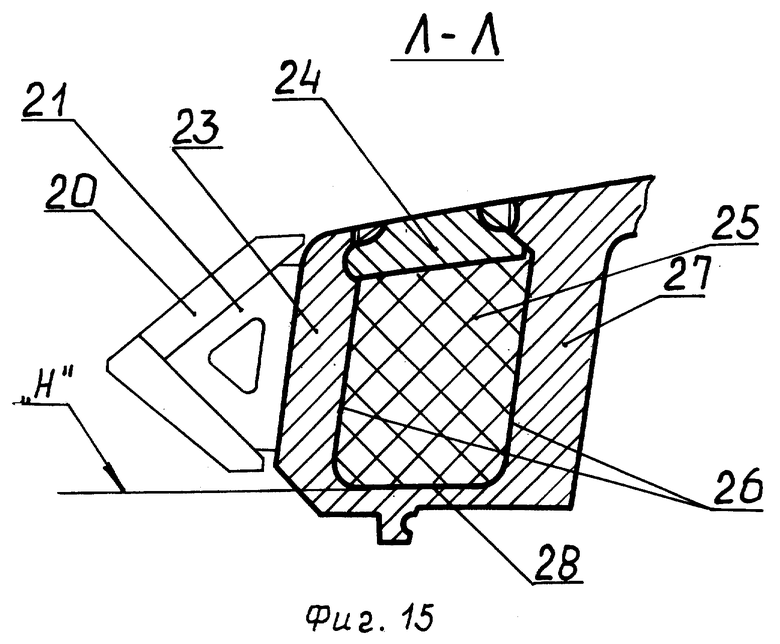
- на фиг.15 - сечение Л-Л фиг.13;
- на фиг.16 - сечение М-М фиг.14.
Способ модернизации танка включает операции по подготовке серийных корпуса 1 и башни 2 (см. фиг.1) с частичным изменением их конструкции, изготовления и монтажа новых элементов.
На корпусе 1 выполняются следующие операции:
- разметка на удаление наружного верхнего лобового листа 3, удаление элементов встроенной динамической защиты 4, зачистка и окончательная разметка линии реза “а” (см. фиг.2);
- вырезка наружного верхнего лобового листа 3;
- удаление вырезанной части листа 3, наполнителя 5, состоящего из плит пассивной защиты, и поперечной броневой вставки 6 (см. фиг.3);
- механическая обработка торцов 7 бортов 8;
- разметка, подгонка и приварка бонок 9, 10, планок 11 усиления кронштейнов 12 направляющих колес, планки 13 усиления шахты 14 смотровых приборов механика-водителя и планки 15 по передней кромке ниши “б” (см. фиг.4, 5);
- изготовление блока 16 реактивной брони на общем катаном броневом основании 17;
- изготовление пакета 18 комбинированной пассивной брони;
- укладка в нишу “б” пакета 18 и установка на поверхность “в” блока 16 с закреплением на болтах в крепежных отверстиях 19 бонок 9, 10 и планок 13 и 15 (см. фиг.6).
На башне 2 выполняются следующие операции (см. фиг.13-16):
- удаление блоков встроенной динамической защиты 20 и кронштейнов 21 слева и справа от амбразуры 22;
- разметка и удаление передних лобовых стенок 23, части заглушек 24 в секторе “г” и сложного наполнителя 25 из полостей 26;
- углубление полостей 26 путем утонения механической обработкой тыльных стенок 27 и обработку нижних стенок 28 по радиусу;
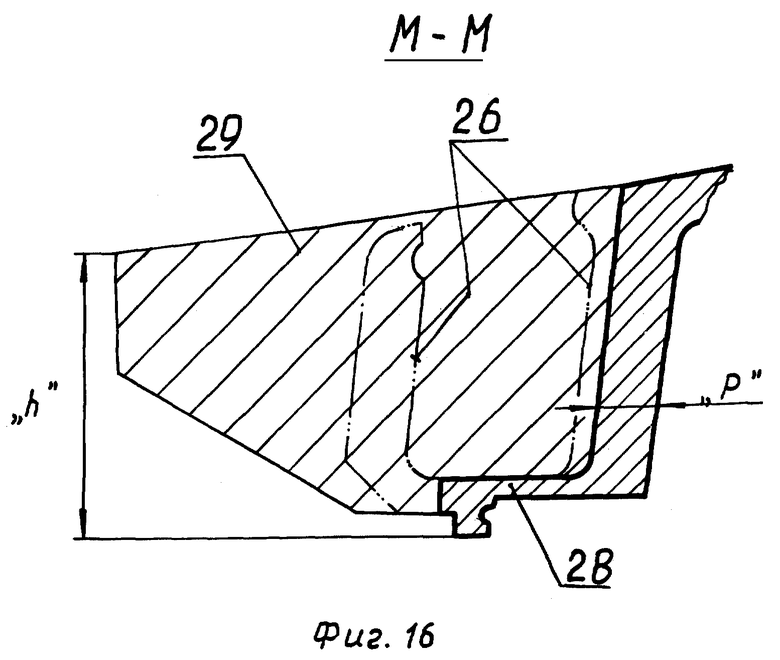
- изготовление защитных блоков 29;
- установка в полости 26 за передней бортовой стенкой 30 в секторе “д” броневых вставок 31 с приваркой к стенкам полостей;
- ввод технологической оснастки, установка защитных блоков 29, окончательная сварка и удаление оснастки.
Реализация способа
Для подготовки серийного корпуса 1 танка к модернизации, его устанавливают днищем на плиту стенда и производят демонтаж узлов и деталей, расположенных в носовой части, оставляя только приваренные к корпусу 1. Затем с помощью краски или мела производят предварительную разметку линии реза “а” наружного верхнего лобового листа 3, после чего с помощью газовой резки удаляют с линии реза “а” все приварки и детали динамической защиты 4, производят зачистку наждаком или бормашиной остатков приварок с плоскости листа 3. Выполняют окончательную разметку линии реза “а”, намечая ее по внутренней плоскости бортов 8 (см. фиг.7), а часть листа 3 вместе со сварочным швом, остающаяся на кромке борта 8, обеспечивает необходимую глубину ниши “е” (см. фиг.8). В районе кронштейнов 12 направляющих колес линия реза “а” отступает от кронштейнов на размер “ж” (см. фиг.9), не меньший ширины сварочного шва приварки кронштейнов 12, что обеспечивает целостность их конструкции, а часть листа 3 со сварочным швом после приварки планки 11 (см. фиг.10) обеспечивает необходимую прочность. При этом линия реза “а” предварительно размечена от передней кромки на размер “к”, равный величине внутреннего сварочного шва наружного верхнего лобового 3 и нижнего 32 листов носа с таким расчетом, чтобы она прошла мимо сварочного шва 33 (см. фиг.11).
Затем с помощью газовой резки производят вырезку листа 3 по линии реза “а”, после чего подъемным устройством за штатные крюки снимают вырезанную часть листа 3. К броневым листам наполнителя 5 приваривают технологические скобы и также подъемным устройством удаляют наполнитель пассивной защиты 5, броневую вставку 6, очищают нишу “б” от грязи и шлака, зачищают с помощью наждака или бормашины плоскость реза по линии “а”, кроме реза по размеру “к”, так как на этом участке еще будет удаление по размеру “м” (см. фиг.12), обеспечивая отступ линии реза по нижнему носовому листу от кромки носа на размер, не меньший толщины наружного верхнего лобового листа корпуса и сварочного шва между ними.
Далее, по размеру “е” производят механическую обработку или чистовую зачистку торцов 7 бортов 8 таким образом, чтобы указанные торцы обоих бортов лежали в одной плоскости, что контролируется специальной плитой или рейсмусом от плиты стенда.
Затем на листе 32 размечают линию реза по размеру “м”, который, как и размер “е”, замеряется от наружной поверхности внутреннего верхнего лобового листа 34, а линия реза по торцу 12 должна лежать в плоскости, параллельной плоскости торцов 10 бортов 3. После разметки производят отрезку кромки листа 32 с приваренной к нему частью листа 3 и окончательно контролируют параллельность торца 12 торцам 10 и по размеру “е”. При необходимости производят доработку торца 35 путем наплавки или подшлифовки наждаком. При этом все вышеперечисленные операции резки и механической обработки производят, сохраняя целостность кронштейнов 12 направляющих колес и внутреннего верхнего лобового листа 34.
В подготовленной таким образом нише “б” организуют жесткие посадочные места для катаного основания 17 блока 16 реактивной брони, для чего производят разметку, подгонку и приварку бонок 9, 10 и планок 11, 13, 15 с резьбовыми отверстиями 19. При этом бонки 9 приваривают к кронштейнам 12, увеличивая их прочность, планку 13 устанавливают перед шахтой 14 верхним торцом с отверстиями 19 в плоскости “в” и при необходимости производят подшлифовку по стыку с листом 11 или устанавливают прокладки. Планку 15 устанавливают на торец 35 и контролируют совпадение привалочной поверхности 36 с общей плоскостью “в” и в случае необходимости производят наплавку или подшлифовку. Контроль совпадения торцов и расположение отверстий 19 осуществляют специальной контрольной плитой или общим катаным основанием 17 блока 16 реактивной брони.
На отдельном участке или заводе изготавливают с обеспечением заданных повышенных защитных характеристик блок 16 реактивной брони на общем броневом основании 17 и пакет 18 комбинированной пассивной брони, который выполняется в габаритах ниши “б”. При этом, за счет использования новых материалов и технологий, повышение бронестойкости достигается с незначительным увеличением массы.
Затем укладывают и закрепляют на дне ниши “б” пакет 18, устанавливают на плоскость “в” блок 16 и с помощью болтов крепят его на корпусе 1.
Для подготовки башни 2 танка, подлежащего модернизации, производят частичную разборку путем демонтажа вооружения, опорно-поворотного устройства (погона), механизма заряжания и другого оборудования, которое может быть повреждено или будет мешать при работе.
Подготовленную таким образом башню 2 устанавливают на подставку (плиту), снимают блоки встроенной динамической защиты 20 (см. фиг.13-15), срезают газовой резкой кронштейны 21 крепления защиты и зачищают наждаком или бормашиной места среза. Затем размечают линию среза на передних лобовых стенках 23 и заглушках 24 в секторе “г”, после чего устанавливают башню на станок и выфрезировывают стенку 23 и часть заглушек 24 с образованием вертикальных стенок лобовой 37 и бортовой 38 и по плоскости “н” в нижней части (см. фиг.14). Перед окончанием выфрезировки к стенкам 23 приваривают технологические скобы (на фиг. не показаны) и удерживают за них подъемным устройством до отделения срезанной части от башни 2. Затем поочередно приваривают технологические скобы к плитам наполнителя пассивной защиты 25 и подъемным устройством извлекают его из полостей 26 с образованием ниш. После очистки полостей от герметика, делают обмер полостей и углубляют ниши путем утонения фрезеровкой тыльной стенки 27, обеспечивают требуемую толщину стенки “р”, а нижнюю стенку 28 обрабатывают по радиусу “R”.
На отдельном участке или заводе изготавливают защитные блоки 29 с обеспечением заданных повышенных характеристик и с возможностью установки в ниши.
Далее снимают башню со станка и вновь устанавливают на подставку (плиту). В полости 26 за передней бортовой стенкой 30 в секторе “б” устанавливают броневые вставки 31 и с помощью прихваток электросваркой крепят их к башне. Приваривают на высоте кромки блока “h” (см. фиг.16) в плоскостях боковых стенок 37, 38 контрольные технологические упоры 39 и устанавливают блоки 29 вплотную к тыльной стенке 27 и кромке нижней стенки 28 по радиусу “R”. При этом контролируют по упорам 39 симметричность установки между ними, по радиусу “R1” и размер “т”. После чего производят окончательную сварку и удаляют упоры 39.
Кроме того, при модернизации корпуса 1 могут меняться бортовые экраны 40. Для чего с надгусеничных полок корпуса демонтируют узлы, агрегаты и резинотканевые бортовые экраны, дорабатывают узлы крепления, после чего устанавливают предварительно изготовленные экраны, снабженные блоками динамической защиты (на фиг. не показано).
Таким образом, предложенный способ модернизации танка обеспечивает повышение уровня стойкости бронирования корпуса и башни при модернизации танков Т-72 и Т-80 с минимальным увеличением габаритно-массовых показателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС ТАНКА С РЕАКТИВНОЙ БРОНЕЙ | 1996 |
|
RU2111442C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ И СТЕНД ДЛЯ СБОРКИ-СВАРКИ И МЕХОБРАБОТКИ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ | 2023 |
|
RU2824022C1 |
| БАШНЯ ТАНКА | 2008 |
|
RU2366887C1 |
| УНИФИЦИРОВАННАЯ БАШНЯ ТАНКА | 2001 |
|
RU2233418C2 |
| БАШНЯ С МНОГОСЛОЙНЫМ КОМБИНИРОВАННЫМ БРОНИРОВАНИЕМ | 1996 |
|
RU2112914C1 |
| МОДЕРНИЗИРОВАННЫЙ ТАНК | 2001 |
|
RU2202756C2 |
| КОРПУС БРОНИРОВАННОЙ РЕМОНТНО-ЭВАКУАЦИОННОЙ МАШИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2172464C2 |
| Унифицированный боевой модуль танка | 2021 |
|
RU2767813C1 |
| Двухзвенный гусеничный транспортер с броневой защитой | 2023 |
|
RU2812516C1 |
| БАШНЯ БРОНИРОВАННОЙ ВОЕННОЙ МАШИНЫ | 2004 |
|
RU2265185C1 |





Изобретение относится к бронетанковой технике. Сущность изобретения заключается в том, что заменяют броневую защиту носовой части корпуса танка на блок реактивной брони на катаном основании и пакет комбинированной пассивной брони путем удаления газовой резкой элементов крепления встроенной динамической защиты и приварки. Производят разметку на удаление наружного верхнего лобового листа корпуса, затем - вырезку листов по линии разметки. С помощью подъемного устройства снимают вырезанную часть листа и извлекают наполнитель пассивной защиты с образованием ниши в сохраняемой носовой части корпуса. Выполняют механическую обработку линии реза, зачистку внутренних поверхностей ниши. Пакет комбинированной пассивной брони закрепляют на дне ниши, а блок реактивной брони устанавливают катаным основанием на посадочные места и закрепляют болтами. Также демонтируют блоки динамической защиты, удаляют газовой резкой кронштейны крепления, затем в секторах наиболее вероятного обстрела производят разметку и вырезку механической обработкой передних стенок лобовой части и заглушек каждой из двух полостей с наполнителем пассивной защиты. Удаляют наполнитель и остатки герметика. В полости за передней бортовой стенкой вне секторов механической обработки устанавливают и жестко закрепляют с помощью сварки броневые вставки. Технический результат изобретения состоит в повышении уровня стойкости бронирования корпуса и башни танка. 2 н. и 2 з.п. ф-лы, 16 ил.
| Современные танки: Под ред | |||
| САФОНОВА Б.С., МУРАХОВСКОГО В.И | |||
| - М.: Арсенал-Пресс, 1995, с.205-207 | |||
| СПОСОБ РАЗМЕЩЕНИЯ ДОПОЛНИТЕЛЬНОГО ОБОРУДОВАНИЯ ПРИ МОДЕРНИЗАЦИИ ТАНКОВ | 2000 |
|
RU2177597C1 |
| СПОСОБ ОБОРУДОВАНИЯ МОДЕРНИЗИРУЕМОГО ТАНКА ДОПОЛНИТЕЛЬНЫМИ ВИДАМИ ЗАЩИТЫ | 1995 |
|
RU2095729C1 |
| US 3895558 А, 22.07.1975 | |||
| GB 1378467 А, 22.07.1975. | |||

