Изобретение относится к бронетанковой технике, в частности к способам изготовления борта военно-гусеничной машины, а также к вспомогательному оборудованию и технологической оснастке для проведения сборочно-cварочных работ при изготовлении корпусов военно-гусеничных машин (ВГМ).
Из уровня техники известен способ модернизации танка [Из уровня техники известен способ модернизации танка [патент RU 2257529, МПК F41H 7/00, опубл. 27.07.2005, Бюл. № 21], включающий операции разметки, резки и удаления заменяемых штатных элементов защиты танка, механической обработки мест резки, изготовления, установки и закрепления новых конструктивных элементов, отличающийся тем, что в танке, подлежащем модернизации, производят замену броневой защиты носовой части корпуса, которая не удовлетворяет требованиям по защите от современных средств поражения, на предварительно изготовленные блок реактивной брони на общем катаном основании и пакет комбинированной пассивной брони, выполненные с обеспечением повышенной бронестойкости, для чего в зоне предполагаемого реза удаляют газовой резкой элементы крепления встроенной динамической защиты и приварки, затем производят разметку на удаление наружного верхнего лобового листа корпуса, намечая линию реза по внутренней плоскости бортов с отступом от кронштейнов направляющих колес на размер, не меньший ширины сварочного шва приварки кронштейнов, и, обеспечивая отступ линии реза по нижнему носовому листу от кромки носа на размер, не меньший толщины наружного верхнего лобового листа корпуса и сварочного шва между ними, затем производят вырезку листов по линии разметки, сохраняя целостность кронштейнов направляющих колес и внутреннего верхнего лобового листа, после чего, используя штатные крюки на удаляемом листе и технологические скобы, с помощью подъемного устройства снимают вырезанную часть листа и извлекают наполнитель пассивной защиты с образованием ниши в сохраняемой носовой части корпуса, далее выполняют механическую обработку линии реза, зачистку внутренних поверхностей ниши с организацией жестких посадочных мест для катаного основания блока реактивной брони с обеспечением за счет выборки или наплавки металла совпадения их привалочных поверхностей, затем пакет комбинированной пассивной брони укладывают и закрепляют на дне ниши, а блок реактивной брони устанавливают катаным основанием на его посадочные места и закрепляют болтами.
Недостаток данного способа заключается в необходимости доработки собственно корпуса танка, высокой трудоёмкости доработки, необходимости проведения огневых работ, а также в разделении операций резки и сборки, что отрицательно влияет на точность выполнения работ.
Данное техническое решение принято в качестве прототипа для способа изготовления борта военно-гусеничной машины.
Также из уровня техники известен стенд для сборки под сварку [RU 2034688, МПК B23K 37/04, заявка: 5037660/08, 15.04.1992, опубл. 10.05.1995], содержащий смонтированные на основании вдоль продольной оси и по обе стороны от нее стойки для изделия, а также опоры для изделия, отличающийся тем, что он оснащен установленной на каждой стойке кареткой, размещенным на каждой каретке кронштейном с пинолью, центратором и разъемным корпусом, смонтированной в нем гильзой с приводом, включающим шестерню с Г-образным поводком, размещенными в корпусе взаимно перпендикулярно с возможностью взаимодействия с гильзой роликовыми опорами, при этом гильза выполнена четырехгранной с лысками по граням, на лыске, расположенной со стороны основания, выполнены зубья для шестерни, на противоположной лыске выполнена риска, на одной из боковых лысок гильзы выполнен паз для Г-образного поводка. Привод гильзы оснащен предохранительной муфтой.
Кроме этого, из уровня техники известно оборудование для сборки и сварки корпуса самоходной бронированной машины [патент RU 134840, МПК B23K 37/04, опубл. 27.11.2013, Бюл. № 33], содержащее стойки с установочно-крепежными элементами, дополнительный стенд и съемное основание, выполненное с возможностью его установки на основной или дополнительный стенды, причем дополнительный стенд содержит стационарные прижимы и передвижной портал с подвижными прижимами, а съемное основание выполнено в виде толстостенной плиты с криволинейной рабочей поверхностью, копирующей поверхность днища самоходной бронированной машины, и имеет средство его базирования, установочно-крепежные и зажимные элементы.
Недостатком указанных устройств для сборки и сварки борта военно-гусеничной машины является то, что устройства предназначены исключительно для проведения сварочных работ, при этом требуемые операции механической обработки производятся или до или после сварки, что увеличивает количество оснастки и снижет точность выполнения работ из-за необходимости переустановки деталей и сборочных единиц.
Данное техническое решение принято в качестве прототипа для способа изготовления борта военно-гусеничной машины и устройство для его осуществления.
Задача, на решение которой направлено заявляемое техническое решение, заключается в создании способа изготовления борта военно-гусеничной машины и устройства для его осуществления, позволяющего выполнять сборку и сварку обоих бортов корпуса военно-гусеничной машины поочерёдно в одном приспособлении с последующей механической обработкой бортов.
Техническим результатом от использования заявляемого технического решения является повышение точности сборки борта военно-гусеничной машины за счет исключения необходимости переустановки сборочной единицы со сборочного приспособления на приспособление для мехобработки, снижения себестоимости изготовления корпуса за счёт сокращения номенклатуры оснастки, а также повышение производительности труда за счёт сокращения подготовительно-заключительного времени.
Задача решается, а указанный технический результат достигается тем, что способ изготовления борта военно-гусеничной машины, включающий операции разметки, резки и подготовки деталей левого и правого борта, отличающийся тем, что:
- детали левого и правого борта поочередно располагают на опорах стенда для сборки-сварки и мехобработки борта военно-гусеничной машины таким образом, что детали левого и правого борта своими базовыми поверхностями упираются в соответствующие постоянные упоры и установочные штифты, при этом обеспечивая размещение деталей левого и правого борта относительно друг друга и относительно центрирующих цилиндрических пальцев и центрирующих срезанных пальцев;
- детали левого и правого борта фиксируют от перемещения в горизонтальной плоскости подводимыми упорами и подводимыми откидными упорами;
- детали левого и правого борта прижимают к опорам поворотными промежуточными прижимами, а к постоянным упорам поворотными концевыми прижимами;
- установленные на стенде для сборки-сварки и мехобработки борта военно-гусеничной машины детали левого борта и детали правого борта военно-гусеничной машины сваривают между собой;
- на центрирующие цилиндрические пальцы, центрирующие срезанные пальцы и на опоры стенда для сборки-сварки и мехобработки борта военно-гусеничной машины поочередно устанавливаются концевой кондуктор левого борта, концевой кондуктор правого борта, промежуточный кондуктор и универсальный кондуктор;
- концевой кондуктор левого борта, концевой кондуктор правого борта, промежуточный кондуктор и универсальный кондуктор 25 притягиваются к сваренным между собой деталям левого борта и деталям правого борта военно-гусеничной машины посредством струбцин;
- выполняют механическую обработку сваренных между собой деталей левого борта и деталей правого борта военно-гусеничной машины сверлением отверстий через кондукторные втулки.
Задача решается, а указанный технический результат достигается тем, что стенд для сборки-сварки и механической обработки борта военно-гусеничной машины, содержащий основание, со смонтированными на нем опорами с отверстиями предназначенными для выхода металлорежущего инструмента, постоянные упоры, подводимые откидные упоры, подводимые постоянные упоры, установочные штифты, поворотные промежуточные прижимы, поворотные концевые прижимы, попарно установленные центрирующие цилиндрические пальцы и центрирующие срезанные пальцы, комплект кондукторов включающий концевой кондуктор левого борта, концевой кондуктор правого борта, промежуточный кондуктор и универсальные кондуктора, при этом каждый из упомянутых кондукторов содержит основание с размещёнными на нём опорами, по меньшей мере, одну струбцину, кондукторные втулки и направляющие втулки, при этом расстояния между отверстиями в направляющих втулках одинаковы и равны расстояниям между каждой парой центрирующих цилиндрических пальцев и центрирующих срезанных пальцев.
Сущность заявляемого изобретения, а именно способа изготовления борта военно-гусеничной машины и стенда для сборки-сварки и механической обработки борта военно-гусеничной машины, позволяющего выполнять сборку и сварку обоих бортов корпуса военно-гусеничной машины, поясняется графическим материалом:
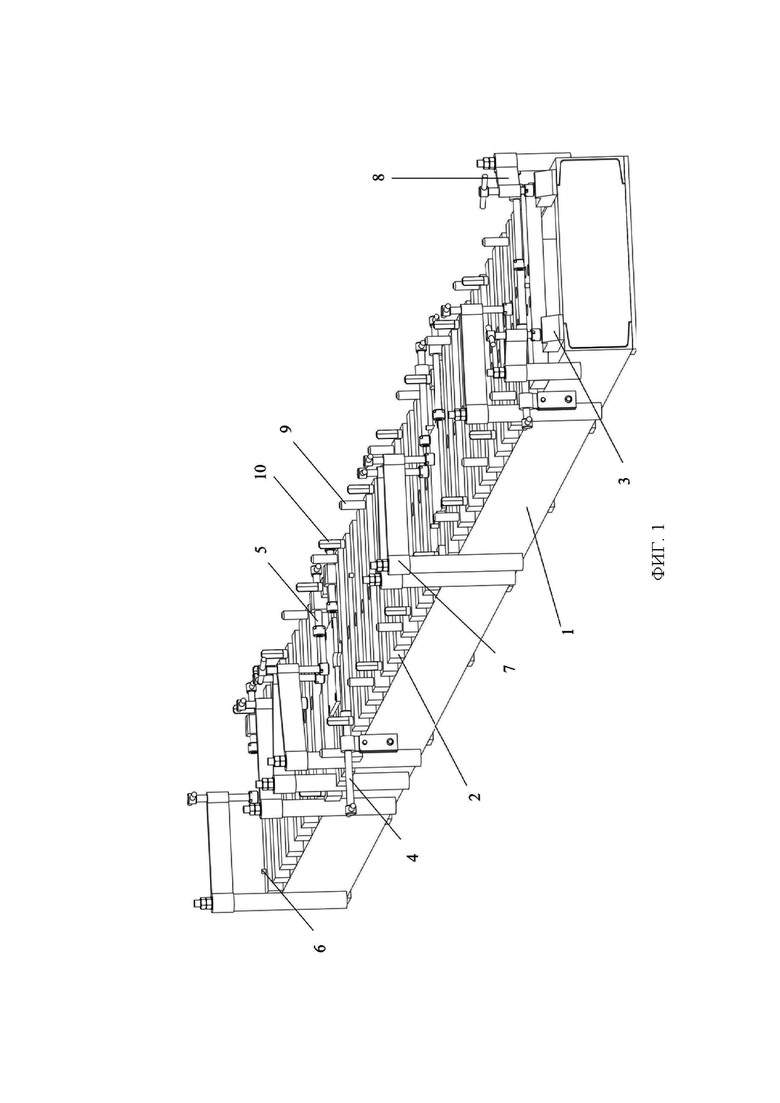
Фиг. 1 – Общий вид стенда для сборки-сварки и мехобработки борта военно-гусеничной машины;
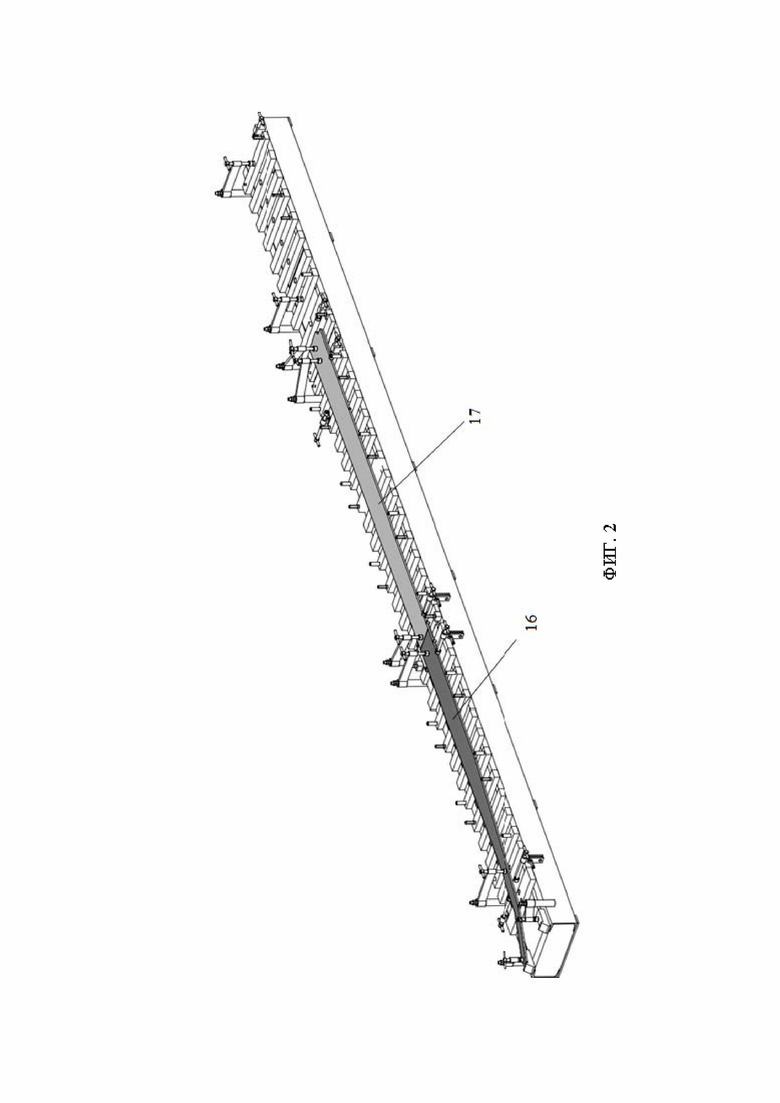
Фиг. 2 – Стенд для сборки-сварки и мехобработки борта военно-гусеничной машины с установленными деталями для сборки-сварки левого борта военно-гусеничной машины;
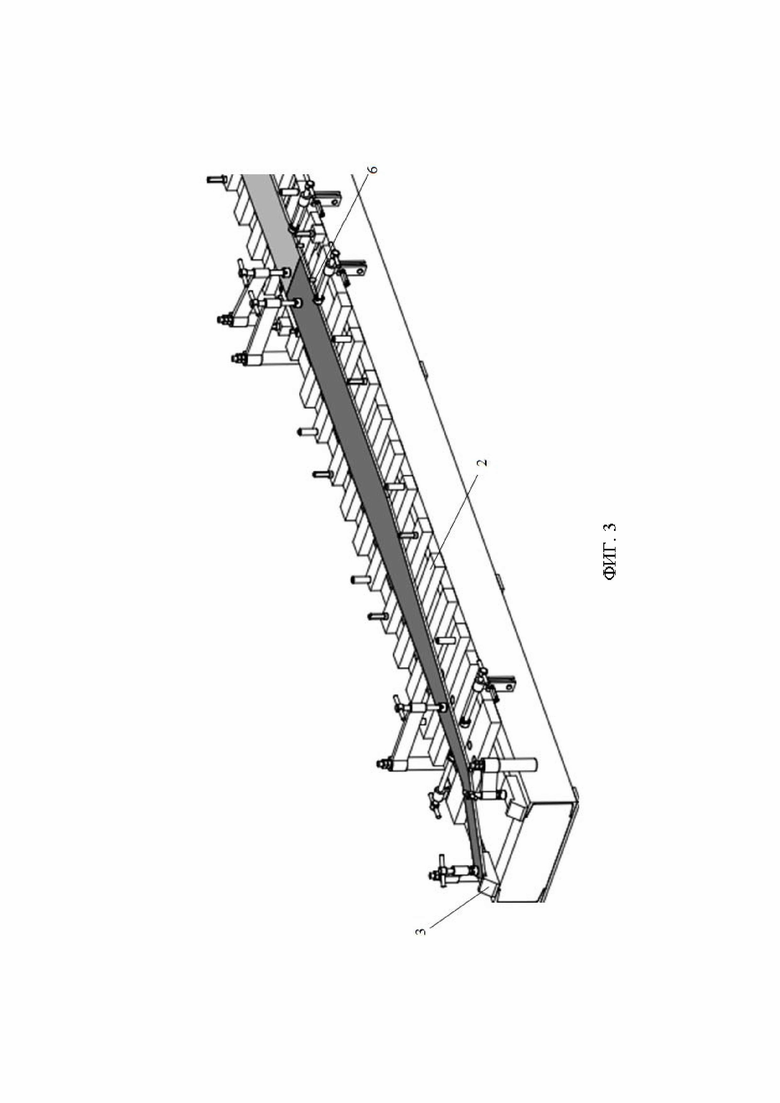
Фиг. 3 – Увеличенное изображение части стенда для сборки-сварки и мехобработки борта военно-гусеничной машины с установленными деталями для сборки-сварки левого борта военно-гусеничной машины;
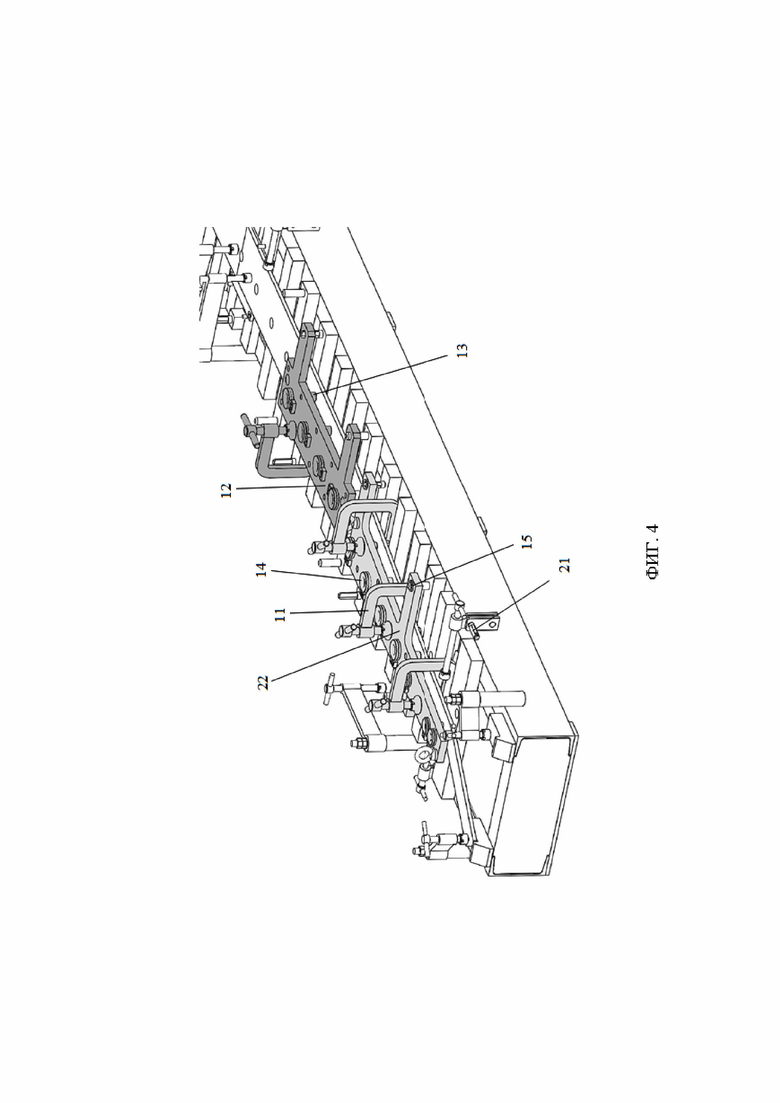
Фиг. 4 – Стенд для сборки-сварки и мехобработки борта военно-гусеничной машины с собранным левым бортом военно-гусеничной машины, размещённым на сборочно-сварочном приспособлении и двумя установленными кондукторами;
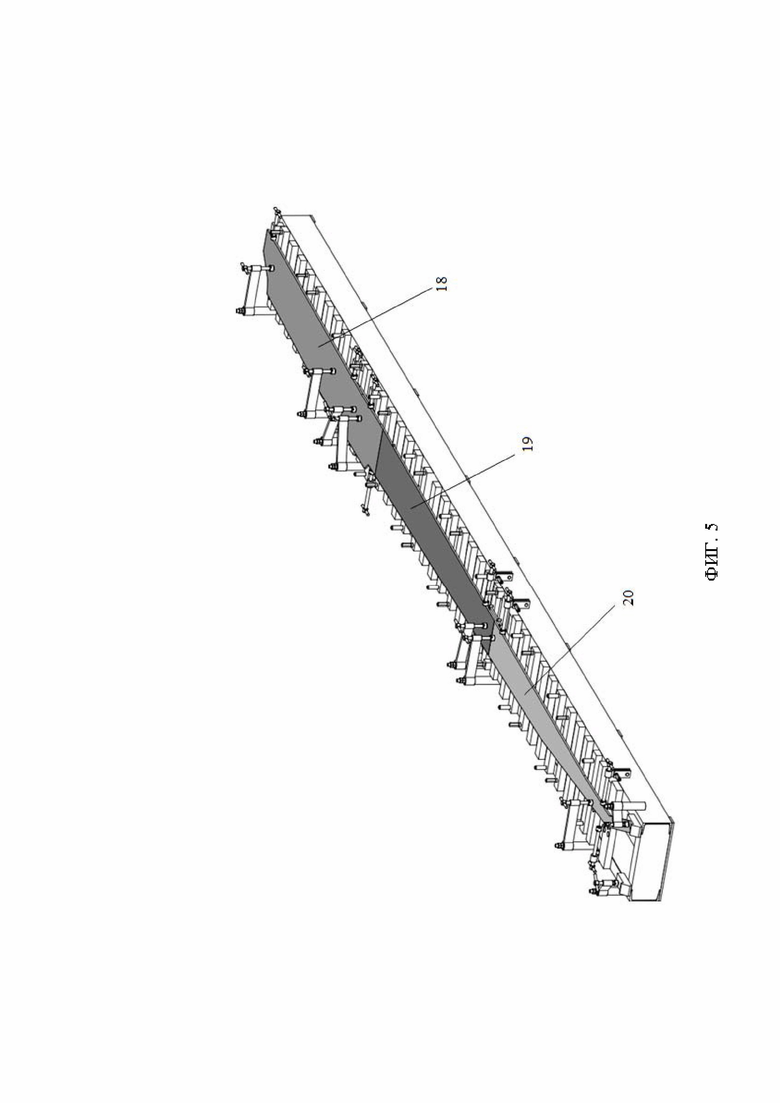
Фиг. 5 – Стенд для сборки-сварки и мехобработки борта военно-гусеничной машины с установленными деталями для сборки-сварки правого борта военно-гусеничной машины;
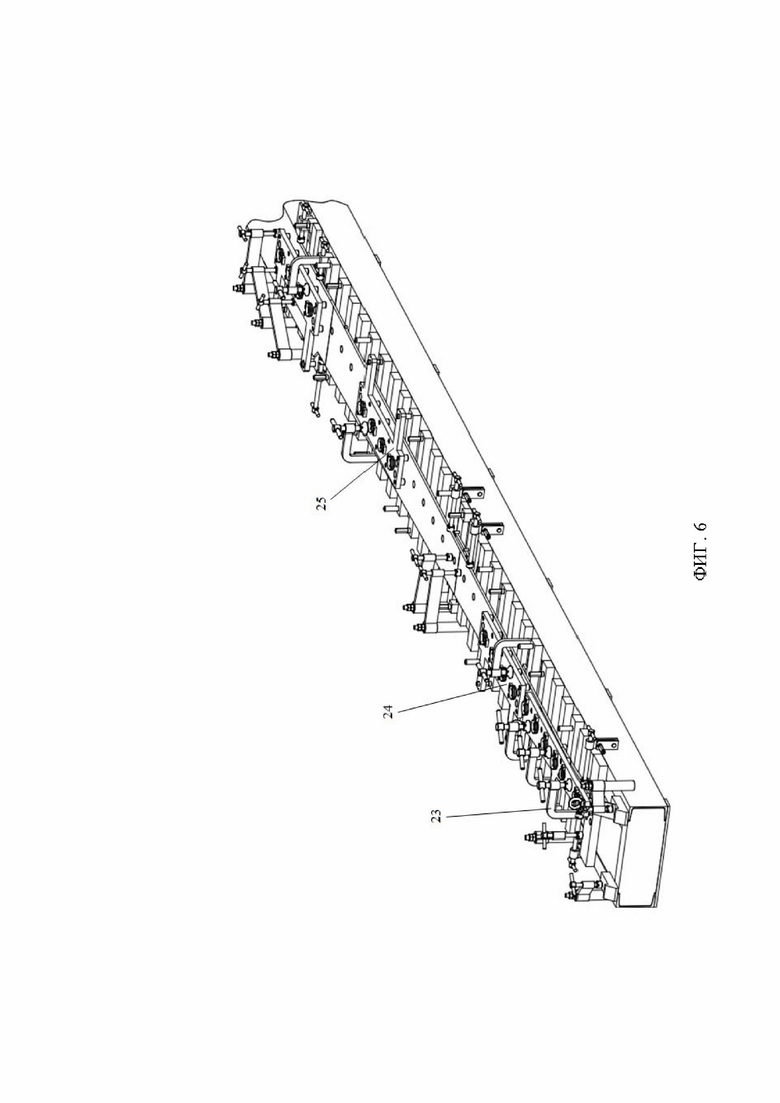
Фиг. 6 – Стенд для сборки-сварки и мехобработки борта военно-гусеничной машины с собранным правым бортом военно-гусеничной машины, размещённым на нем четырьмя установленными кондукторами.
Стенд для сборки-сварки и мехобработки борта военно-гусеничной машины (фиг.1) состоит из сборочно-сварочных приспособлений и комплекта кондукторов.
Стенд для сборки-сварки и мехобработки борта военно-гусеничной машины состоит из основания 1, со смонтированными на нем опорами 2 с отверстиями (не обозначены на фиг.) для выхода металлорежущего инструмента, постоянные упоры 3, подводимые откидные упоры 4. Подводимые откидные упоры 4 фиксируются штырями 21 (фиг.4).
На основании 1 стенда для сборки-сварки и мехобработки борта военно-гусеничной машины расположены подводимые постоянные упоры 5, установочные штифты 6, поворотные промежуточные прижимы 7, поворотные концевые прижимы 8, попарно установленные центрирующие цилиндрические пальцы 9 и центрирующие срезанные пальцы 10.
Комплект кондукторов состоит из концевого кондуктора 22 левого борта (фиг.4), концевого кондуктора 23 правого борта (фиг.6), промежуточных кондукторов 24 (фиг.6) и универсальных кондукторов 25. При этом универсальные кондукторы 25 используются при изготовлении левого и правого бортов военно-гусеничной машины.
Каждый из кондукторов, устанавливаемых на стенд для сборки-сварки и мехобработки борта военно-гусеничной машины, состоит из основания 12 с размещёнными на нём опорами 13, по меньшей мере, одной струбцины 11 (фиг.4), кондукторными втулками 14 и направляющими втулками 15.
Концевые кондукторы 23 и промежуточные кондукторы 24 для левого и правого бортов военно-гусеничной машины различаются расположением кондукторных втулок 14 на основаниях кондукторов 12. Расстояния между отверстиями (не обозначены на фиг.) в направляющих втулках 15 всех кондукторов одинаковы и равны расстояниям между каждой пары центрирующих цилиндрических пальцев 9 и центрирующих срезанных пальцев 10.
Способ изготовления борта военно-гусеничной машины заключается в следующем.
Перед выполнением сборочно-сварочных работ по изготовлению борта военно-гусеничной машины предварительно выполняют операции разметки, резки и подготовки деталей левого и правого борта из стального листового проката на отдельном технологическом оборудовании.
Детали 16 и 17 левого борта (фиг.2) и детали 18, 19 и 20 правого борта (фиг.5) поочерёдно располагают на опорах 2 стенда для сборки-сварки и мехобработки борта военно-гусеничной машины таким образом, чтобы упомянутые детали своими базовыми поверхностями упирались в соответствующие постоянные упоры 3 и установочные штифты 6. Таким расположением обеспечивается требуемое размещение свариваемых деталей друг относительно друга и относительно центрирующих цилиндрических пальцев 9 и центрирующих срезанных пальцев 10.
Свариваемые детали 16 и 17 левого борта и детали 18, 19, 20 правого борта военно-гусеничной машины, установленные на стенде для сборки-сварки и мехобработки борта военно-гусеничной машины располагаются на стенде в требуемом положении, фиксируют от перемещения в горизонтальной плоскости подводимыми упорами 5 и подводимыми откидными упорами 4. Подводимые откидные упоры 4 выполняются с возможностью откидывания для повышения удобства их использования в стенде для сборки-сварки и мехобработки борта военно-гусеничной машины.
Далее свариваемые детали 16 и 17 левого борта и детали 18, 19, 20 правого борта прижимают к опорам 2 поворотными промежуточными прижимами 7, а к постоянным упорам 3 поворотными концевыми прижимами 8.
Установленные на стенде для сборки-сварки и мехобработки борта военно-гусеничной машины детали 16 и 17 левого борта и детали 18, 19, 20 правого борта военно-гусеничной машины сваривают между собой.
После выполнения сварочных работ на центрирующие цилиндрические пальцы 9, центрирующие срезанные пальцы 10 и на опоры 13 поочередно устанавливаются концевой кондуктор 22 левого борта, концевой кондуктор 23 правого борта, промежуточный кондуктор 24 и универсальный кондуктор 25.
Концевой кондуктор 22 левого борта, концевой кондуктор 23 правого борта, промежуточный кондуктор 24 и универсальный кондуктор 25 притягиваются к обрабатываемым сборочным единицам, полученным свариванием деталей 16 и 17 левого борта и деталей 18, 19, 20 правого борта военно-гусеничной машины посредством струбцин 11.
Затем производится механическая обработка сборочных единиц, полученных свариванием деталей 16 и 17 левого борта и деталей 18, 19, 20 правого борта военно-гусеничной машины, а именно операция сверления отверстий через кондукторные втулки 14, при этом режущий инструмент имеет возможность проходить обрабатываемую деталь насквозь за счёт выполнения в опорах 2 отверстий (не обозначены на фиг.) для выхода режущего инструмента.
Для удобства установки на стенд для сборки-сварки и мехобработки кондукторов 22, 23, 24 и 25, поворотные промежуточные прижимы 7 и поворотные концевые прижимы 8 при необходимости поочерёдно поворачивают, а подводимые упоры 5 и подводимые откидные упоры 4 при необходимости поочерёдно отводят в сторону.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЕННАЯ МАШИНА | 2005 |
|
RU2302603C2 |
| ВОЕННАЯ ГУСЕНИЧНАЯ МАШИНА | 2007 |
|
RU2404400C2 |
| ШАССИ ВОЕННОЙ ГУСЕНИЧНОЙ МАШИНЫ | 2004 |
|
RU2279371C2 |
| ВОЕННАЯ ГУСЕНИЧНАЯ МАШИНА С ПОВЫШЕННОЙ ПРОХОДИМОСТЬЮ НА СЛАБЫХ ГРУНТАХ | 2016 |
|
RU2653407C1 |
| ВОЕННАЯ ГУСЕНИЧНАЯ МАШИНА | 2004 |
|
RU2284445C2 |
| ВОЕННАЯ ГУСЕНИЧНАЯ МАШИНА | 2004 |
|
RU2269737C2 |
| Устройство для сборки под сварку | 1980 |
|
SU941131A1 |
| ШАССИ ВОЕННОЙ ГУСЕНИЧНОЙ МАШИНЫ | 2002 |
|
RU2268839C9 |
| КОРПУС ВОЕННОЙ ГУСЕНИЧНОЙ МАШИНЫ | 2003 |
|
RU2232969C1 |
| ВОЕННАЯ ГУСЕНИЧНАЯ МАШИНА | 2004 |
|
RU2279628C2 |
Изобретение относится к бронетанковой технике, в частности к способам изготовления борта военно-гусеничной машины, а также к вспомогательному оборудованию и технологической оснастке для проведения сборочно-cварочных работ при изготовлении корпусов военно-гусеничных машин (ВГМ). Стенд для сборки-сварки и механической обработки борта военно-гусеничной машины содержит основание со смонтированными на нем опорами с отверстиями, предназначенными для выхода металлорежущего инструмента, постоянные упоры, подводимые откидные упоры, подводимые постоянные упоры, установочные штифты, поворотные промежуточные прижимы, поворотные концевые прижимы, попарно установленные центрирующие цилиндрические пальцы и центрирующие срезанные пальцы, комплект кондукторов, включающий концевой кондуктор левого борта, концевой кондуктор правого борта, промежуточный кондуктор и универсальные кондуктора, при этом каждый из упомянутых кондукторов содержит основание с размещёнными на нём опорами, по меньшей мере, одну струбцину, кондукторные втулки и направляющие втулки, при этом расстояния между отверстиями в направляющих втулках одинаковы и равны расстояниям между каждой парой центрирующих цилиндрических пальцев и центрирующих срезанных пальцев. Техническим результатом от использования заявляемого технического решения является повышение точности сборки борта военно-гусеничной машины за счет исключения необходимости переустановки сборочной единицы со сборочного приспособления на приспособление для мехобработки, повышение производительности труда за счёт сокращения подготовительно-заключительного времени. 2 н.п. ф-лы, 6 ил.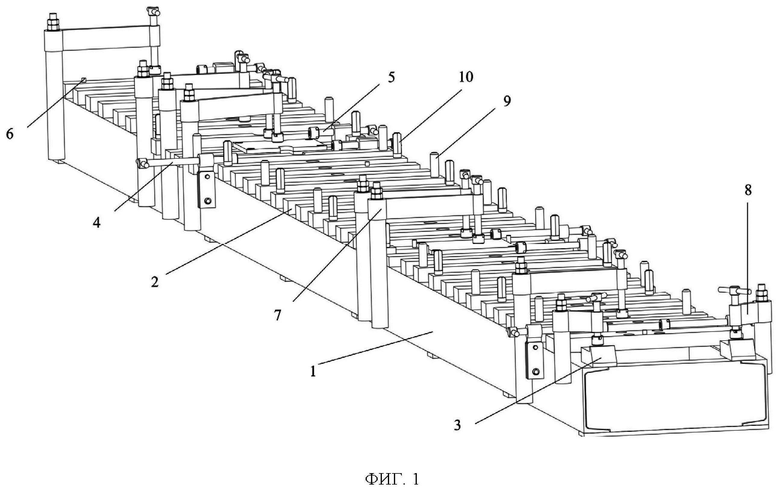
1. Способ изготовления борта военно-гусеничной машины, включающий операции разметки, резки и подготовки деталей левого и правого борта, отличающийся тем, что:
- детали левого и правого борта поочередно располагают на опорах стенда для сборки-сварки и мехобработки борта военно-гусеничной машины таким образом, что детали левого и правого борта своими базовыми поверхностями упираются в соответствующие постоянные упоры и установочные штифты, при этом обеспечивая размещение деталей левого и правого борта относительно друг друга и относительно центрирующих цилиндрических пальцев и центрирующих срезанных пальцев;
- детали левого и правого борта фиксируют от перемещения в горизонтальной плоскости подводимыми упорами и подводимыми откидными упорами;
- детали левого и правого борта прижимают к опорам поворотными промежуточными прижимами, а к постоянным упорам поворотными концевыми прижимами;
- установленные на стенде для сборки-сварки и мехобработки борта военно-гусеничной машины детали левого борта и детали правого борта военно-гусеничной машины сваривают между собой;
- на центрирующие цилиндрические пальцы, центрирующие срезанные пальцы и на опоры стенда для сборки-сварки и мехобработки борта военно-гусеничной машины поочередно устанавливаются концевой кондуктор левого борта, концевой кондуктор правого борта, промежуточный кондуктор и универсальный кондуктор;
- концевой кондуктор левого борта, концевой кондуктор правого борта, промежуточный кондуктор и универсальный кондуктор 25 притягиваются к сваренным между собой деталям левого борта и деталям правого борта военно-гусеничной машины посредством струбцин;
- выполняют механическую обработку сваренных между собой деталей левого борта и деталей правого борта военно-гусеничной машины сверлением отверстий через кондукторные втулки.
2. Стенд для сборки-сварки и механической обработки борта военно-гусеничной машины, содержащий основание со смонтированными на нем опорами с отверстиями, предназначенными для выхода металлорежущего инструмента, постоянные упоры, подводимые откидные упоры, подводимые постоянные упоры, установочные штифты, поворотные промежуточные прижимы, поворотные концевые прижимы, попарно установленные центрирующие цилиндрические пальцы и центрирующие срезанные пальцы, комплект кондукторов, включающий концевой кондуктор левого борта, концевой кондуктор правого борта, промежуточный кондуктор и универсальные кондуктора, при этом каждый из упомянутых кондукторов содержит основание с размещёнными на нём опорами, по меньшей мере, одну струбцину, кондукторные втулки и направляющие втулки, при этом расстояния между отверстиями в направляющих втулках одинаковы и равны расстояниям между каждой парой центрирующих цилиндрических пальцев и центрирующих срезанных пальцев.
| Съемное устройство к мото- и электропилам для сверления | 1959 |
|
SU134840A1 |
| СТЕНД ДЛЯ СБОРКИ ПОД СВАРКУ | 1992 |
|
RU2034688C1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
| СПОСОБ МОДЕРНИЗАЦИИ ТАНКА | 2004 |
|
RU2257529C1 |
| US 6504128 B2, 07.01.2003. | |||

