Изобретение относится к системам автоматизированной сборки и касается конструкции устройства для поштучного захвата, перемещения и укладки гибких листовых объектов (преимущественно тонких, малой жесткости), например деталей одежды и обуви.
Известно устройство для поштучного захвата плоских листовых объектов [1], в качестве исполнительного элемента которого используется струйный схват. Однако недостаток этого устройства - низкая надежность его работы, связанная с отсутствием нарушения сил межслоевого сцепления захватываемого и последующих объектов стопы.
Наиболее близким техническим решением, выбранным в качестве прототипа, является приспособление для поштучного захвата материалов [2], содержащее неподвижный прижим и вертикально расположенный вакуумный присос. В этом устройстве для нарушения межслоевого сцепления отделяемый объект смещается относительно стопы остальных объектов с образованием петли материала. Недостатками прототипа являются сложность конструкции, связанная с наличием дополнительного приспособления для относительного смещения схвата и прижима, низкая надежность устройства при взаимодействии с воздухопроницаемыми объектами по причине использования в качестве его исполнительного элемента вакуумного присоса, в связи с чем это устройство рекомендовано для работы преимущественно с кожевенным полуфабрикатом, а также нарушение при захвате объекта его предварительной ориентации, что исключает возможность использования устройства в системах загрузки объектов из магазина.
Технической задачей является упрощение конструкции устройства и расширение сферы его использования на системы магазинной загрузки объектов из воздухопроницаемых материалов, например ткани.
Указанная цель достигается тем, что в предлагаемом устройстве для поштучного захвата гибких листовых объектов, содержащем связанные между собой прижим и присасывающий элемент, в качестве присасывающего элемента используют группу струйных схватов, при этом рабочая часть каждого из схватов разделена на две симметрично расположенные продольные камеры с каналами раздельного подвода воздуха.
Кроме того, устройство дополнительно содержит неподвижные профилирующие элементы, ограничивающие контур петли материала, образуемой при захвате объекта, а струйные схваты с профилирующими элементами расположены по краевым участкам захватываемого объекта.
В группе струйных схватов каждый схват состоит из корпуса и установленной в его центральном отверстии конической вставки, полость между которыми разделена на изолированные камеры с раздельными каналами подвода воздуха; контур петли материала, образующейся при сдвиге схватами краевых участков объекта, ограничивают неподвижные профилирующие элементы, а конструктивное выполнение присасывающего элемента в виде группы схватов, расположенных вместе с профилирующими элементами по краевым участкам захватываемого объекта, позволяет в ходе его отделения осуществить захват краевых участков при сохранении обеспечиваемой положением прижима заданной, например ограничителями магазинного устройства, ориентации объекта в целом.
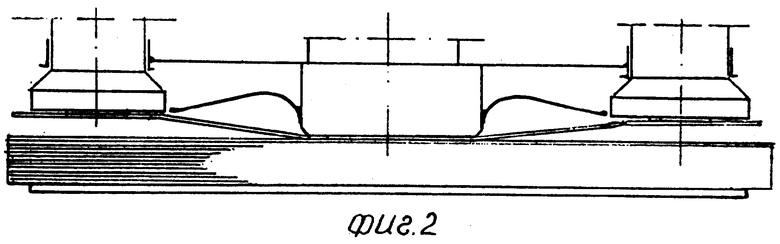
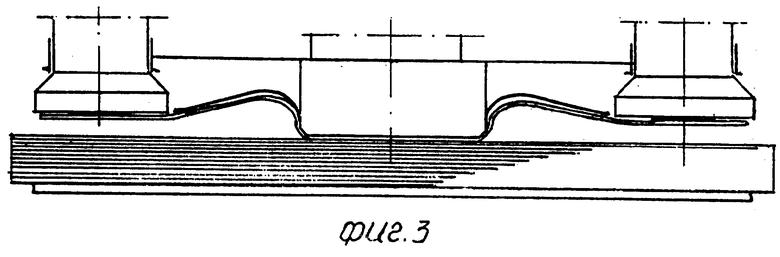
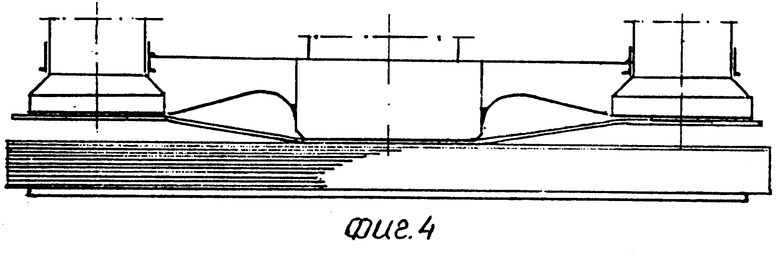
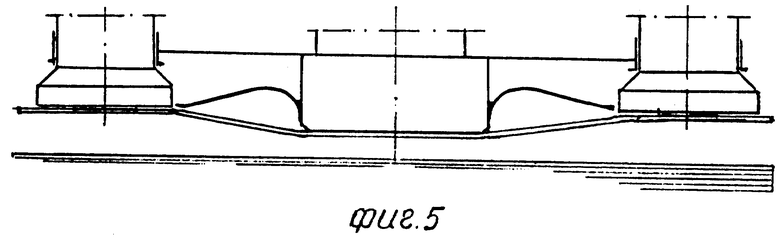
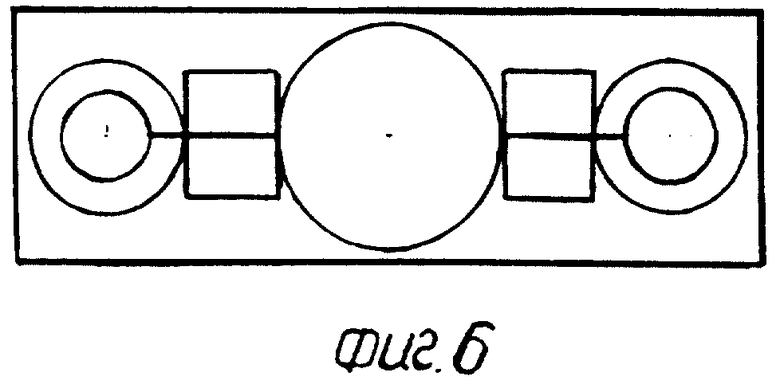
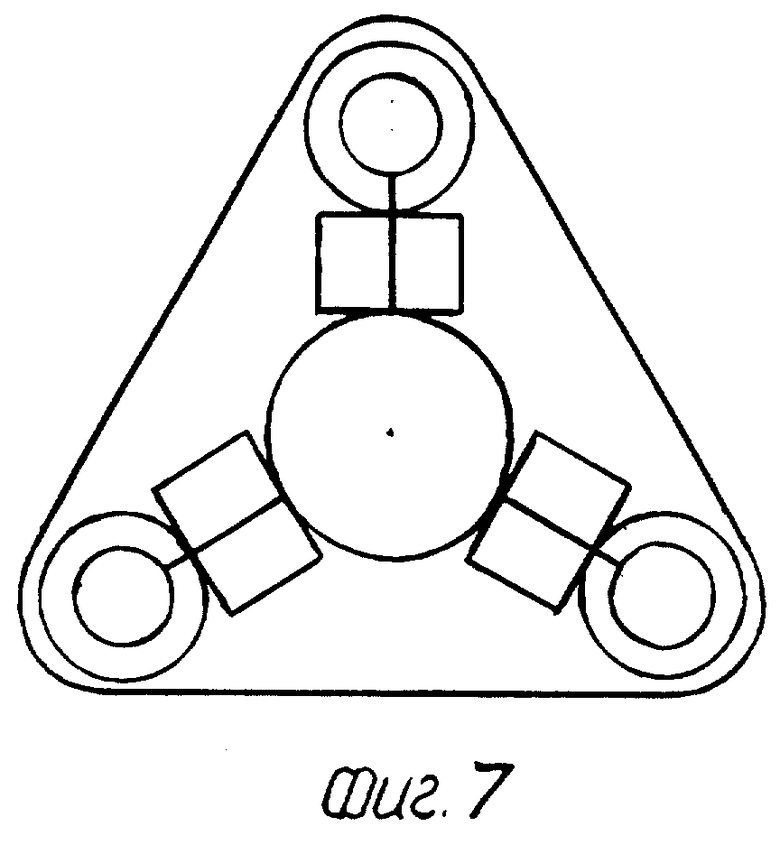
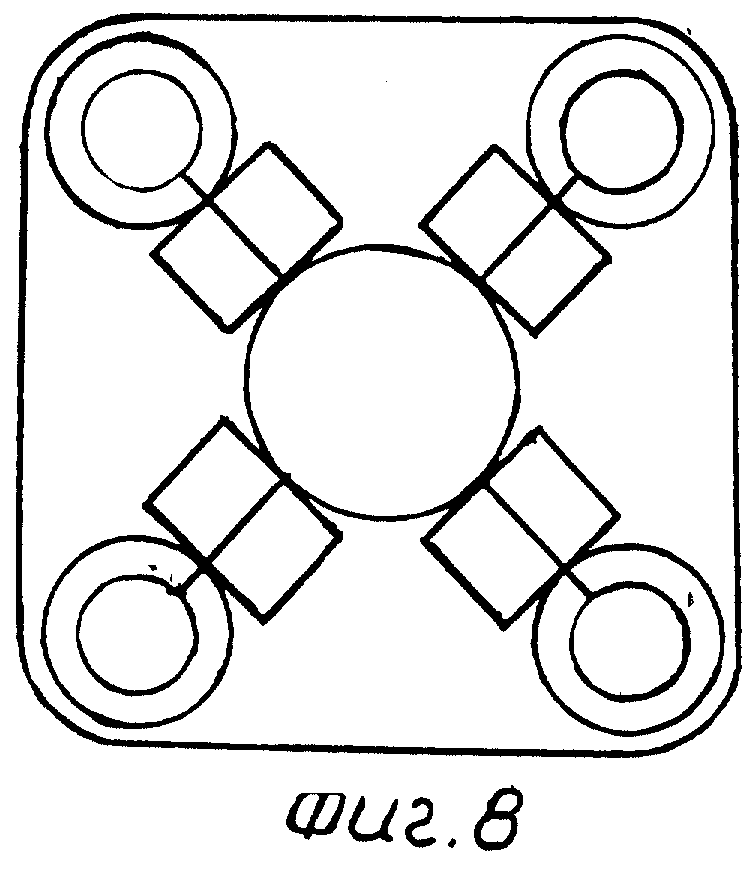
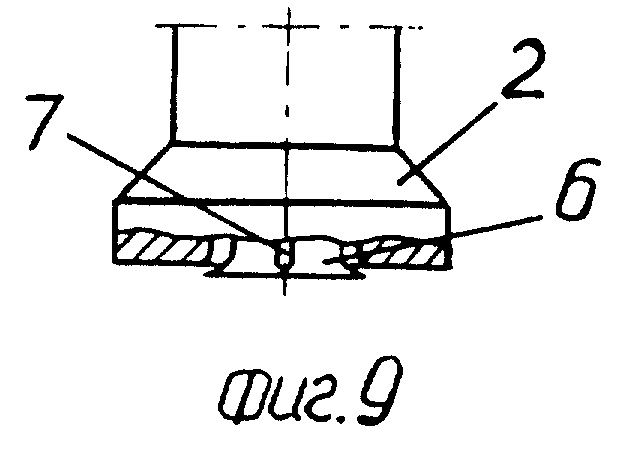
На фиг.1-5 даны схемы, иллюстрирующие основные этапы взаимодействия устройства с захватываемым объектом; на фиг.6-8 - примеры (вид в плане) расположения схватов с профилирующими элементами для работы устройства с объектами различной формы; на фиг.9 представлен разрез охвата устройства вертикальной плоскостью, параллельной плоскости проекций устройства на фиг.1-5.
Основными элементами устройства являются: (фиг.1) прижим 1 и подсасывающий элемент, выполненный в виде группы струйных схватов. Корпус 2 каждого охвата установлен в направляющих отверстиях корпусной пластины 3, с которой связанны и профилирующие элементы 4. Число схватов равно двум или более и зависит, как и их расположение, от формы и площади захватываемых объектов 5. В частности, для объектов прямоугольной, треугольной и квадратной формы целесообразно расположение схватов и профилирующих элементов, представленное соответственно на фиг.6, 7, 8.
Каждый из струйных схватов (фиг.9) состоит из корпуса 2 и установленной в его центральном отверстии конической вставки 6, полость между которыми разделена перегородками 7 на изолированные камеры с раздельными каналами подвода воздуха.
Захват листовых объектов из стопы выполняется в следующей последовательности.
Устройство подводят к стопе 8 материала и осуществляют подъем стопы до соприкосновения ее верхнего объекта с прижимом и схватами (фиг.1), при этом прижим 1 осуществляет поджатие этого объекта к нижерасположенным. При входе схватов в контакт с поверхностью стопы начинается подача воздуха в обе их камеры, при этом за счет сужения потока воздуха создается разрежение под всей рабочей поверхностью схватов, обеспечивая подсасывание верхнего объекта стопы.
Схваты вместе с захваченным объектом приподнимают над поверхностью стопы (фиг.2) при сохранении исходного положения прижима 1. Далее, воздух подают только в камеры схватов, расположенные со стороны прижима 1 (фиг.3). Выходящие из щелей схватов потоки воздуха перемещают боковые участки объекта в сторону прижима 1, при этом образуются петли материала, входящие в контакт с профилирующими элементами 4. Образование петель материала нарушает межслоевое сцепление отделяемого и последующих объектов стопы.
Затем воздух подают в камеры схватов, расположенные по сторонам, противоположным прижиму 1, края объекта перемещаются к периферии (фиг.4), его поверхность выравнивается.
В следующий период воздух поступает одновременно в обе камеры схватов, отделяемый объект оказывается закрепленным на прижиме и схватах устройства и отделенным от стопы при ее опускании (фиг.5). Тем самым осуществляется поштучный захват объектов при сохранении предварительной ориентации, соответствующей их расположению в стопе.
Рассмотренный выше применительно к прямоугольному объекту (фиг.6) процесс работы устройства остается неизменным и для вариантов устройства при работе с объектами другой формы (фиг.7 и 8).
Литература
1. Устройство для захвата и подачи плоских деталей. Авторское свидетельство СССР №1042856, опублик. в Бюллетене №36, 1991 г.
2. Устройство для поштучного захвата упругопластичных материалов. Авторское свидетельство СССР №718479, опублик. в Бюллетене №8, 1980 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| АППАРАТ ДЛЯ ЭТИКЕТИРОВАНИЯ ИЛИ ПРИКРЕПЛЕНИЯ ТОНКИХ ЛИСТОВЫХ ИЗДЕЛИЙ К ПЛОСКИМ ПОВЕРХНОСТЯМ ПРЯМОУГОЛЬНЫХ УПАКОВОК | 1997 |
|
RU2109664C1 |
| Устройство для свертывания в рулоны и упаковывания листовых материалов | 1988 |
|
SU1564047A2 |
| Автоматический питатель листовых заготовок | 1972 |
|
SU537915A1 |
| УСТРОЙСТВО ДЛЯ НАВЕШИВАНИЯ МЕШКОВ ДЛЯ ЗАСЫПКИ СЫПУЧИХ ПРОДУКТОВ С ПОШТУЧНЫМ ЗАХВАТОМ МЕШКОВ | 1992 |
|
RU2054364C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОШТУЧНОГО ОТДЕЛЕНИЯ ОТ ПАЧКИ ЛИСТОВЫХ НОСИТЕЛЕЙ ИНФОРМАЦИИ | 1999 |
|
RU2221735C2 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОГО ОТДЕЛЕНИЯ ОТ СТОПЫ И ВЫДАЧИ ГАЗЕТ И ТОМУ ПОДОБНЫХ ЛИСТОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2249554C1 |
| СПОСОБ ПОШТУЧНОЙ ВЫДАЧИ ТОНКИХ ЛИСТОВЫХ ИЗДЕЛИЙ | 2008 |
|
RU2396200C1 |
| Приспособление для поштучного захвата упругопластичных материалов | 1978 |
|
SU718479A1 |
| Устройство для поштучной выдачи листов из стопы | 1988 |
|
SU1595770A1 |
| Устройство для поштучной выдачи деталей | 1986 |
|
SU1340975A1 |
Изобретение относится к системам автоматизированной сборки и касается конструкции устройства для поштучного захвата, перемещения и укладки гибких листовых объектов, преимущественно тонких, малой жесткости, например деталей одежды и обуви. Устройство для поштучного захвата гибких листовых объектов содержит связанные между собой прижим и присасывающий элемент. В качестве присасывающего элемента используют группу струйных схватов, рабочая часть каждого из которых разделена на две симметрично расположенные продольные камеры с каналами раздельного подвода воздуха. Устройство дополнительно содержит неподвижные профилирующие элементы, ограничивающие контур петли материала, образуемой при захвате объекта. Струйные схваты с профилирующими элементами расположены по краевым участкам захватываемого объекта. Это обеспечивает упрощение конструкции устройства и расширение сферы его использования для различных материалов, в том числе тканей. 2 з.п. ф-лы, 9 ил.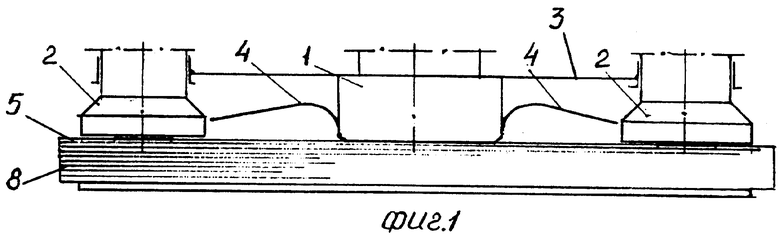
| Приспособление для поштучного захвата упругопластичных материалов | 1978 |
|
SU718479A1 |

