Изобретение относится к устройствам, предназначенным для разделения листов уложенных в стопки, и может быть использовано при автоматизации сборных работ в электротехнической промышленности.
Целью изобретения является повыщение надежности работы и качества выдаваемых листов.
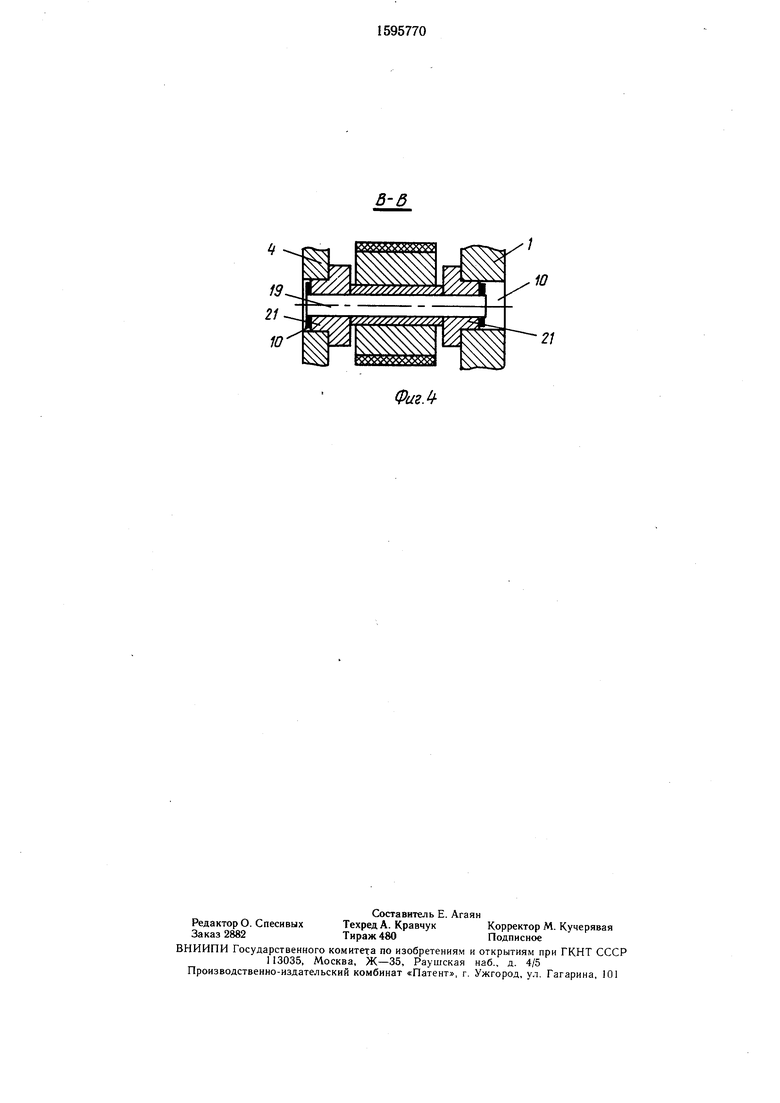
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. I; на фиг. 4 - разрез В-В на фиг. 1.
Устройство для поштучной выдачи листов из стопы содержит магазин 1, механизм подъема стола, средства для отделения верхнего листа в стопе с валиками 2 и привод.
Магазин 1 устройства изготовлен в виде П-образной конструкции со сквозной прямоугольной нишей 3, проем которой перекрывает крышка 4, закрепленная болтами.
На лицевой поверхности магазина 1 выполнены два сквозных вертикальных паза 5 и закреплены винтами четыре кронштейна с центральными отверстиями для установки цапф скалок 6 и трубки 7, у верхнего торца корпуса 1 в средней части установлены кронштейны 8, в соосных отверстиях которых расположена ось шкива 9.
Кроме того, на лицевой поверхности магазина 1 ближе к его верхне.му торцу прорезаны две направляющие 10, а на боковых стенках выполнены соосные 11 и резьбовые отверстия. Крыщка 4 имеет в центре вертикальную смотровую щель 12 и две горизонтальные направляющие 10, по размеру и расположению при сборке совпадающие с соответствующими отверстиями магазина 1.
В состав механизма подъема стола входят непосредственно стол 13 и грузик 14.
сд
;о сд
На переднем торце стата 13, который ыполнен из тонкой листовой стали, по форме размеру соответствующем нише 3 мaгaзиJ на 1, запресованы в отверстиях консольной втулки 15 и имеется центральная проушина 16. Стол 13 втулками 15 охватывает ве скалки 6 и расположен в нище 3 магазина 1.
Грузик 14, выполненный в виде цилиндра с проушиной 17, помещен в отверстии трубки 7 и тросиком 18 связан со столом 13 с помощью проушин 16 и 17, а также шкива 9, консоли втулок 15 стола 13 размещены в вертикальных пазах 5.
Валики 2 выполнены обрезиненными и установлены на параллельно расположенных
осях 19.
Привод валиков 2 содержит два пневмо- цилиндра 20, фланцами закрепленные за боковые стенки корпуса магазина 1, штоки цилиндров размещены в соосных отверстиях 11. На цапфе каждого штока пневмоци- линдра 20 напрессован механизм заданного перемещения валиков 2, выполненный в виде вилки, изготовленной из латуни. С наружной стороны каждой щеки вилки выполнены прямоугольные ползуны 21, а между щеками - фиксатор рабочего положения валика 2 в виде тормозной колодки 22 по ширине и форме наружной поверхности валика 2, в ползунах 21 имеются сквозные продольные прорези 23.
При сборке ползуны 21 располагаются в соответствующих направляющих 10 корпуса магазина 1 и крышки 4, а в прорезях 23 каждой вилки, концы которых расположены вдоль стола и обращены друг к другу, крепятся с возможностью возвратно-поступательного перемещения концы оси 19 соот- ветствующего валика 2.
Механизмы устройства используются для отделения из стопки верхней плоской и упругой заготовки 24, выполненной из листовой слюды толщиной порядка 0,1 мм, форма и размер периметра соответствует нише 3 магазина 1.
Отделенная из стопы заготовка 24 переносится на место сборки схватом механической руки 25 манипулятора.
На схвате механической руки 25 смонтированы два прижима 26, которые изолированы друг от друга и выполнены из токо- проводящего металла. Кроме того, фрикционный питатель снабжен системой автоматики по команде датчиков (не показано), которой осуществляется работа его устройств.
В исходном положении валики 2 штоками пневмоцилиндра 20 разведены в противоположные стороны до соприкосновения вилок с боковыми стенками корпуса магазина 1, стопка заготовок 24 расположена в нише 3 и поджата столом 13 до соприкосновения верхней заготовки с наружными поверхностями валиков 2. При этом механическая
рука 25 манипулятора выведена из рабочей зоны устройства, а ее схват раскрыт.
По команде соответствующего датчика блока управления штоки пневмоцилиндров 20 выдвигаются и вилки, скользя ползунами 21 по направляющим 10, перемещаются один навстречу другому.
Движение вилок передается валикам 2 при соприкосновении тормозных колодок 22 с обрезиненными поверхностями последних. При совместном движении вилок и валиков 2 вследствие взаимодействия их поверхностей последние, соприкасаясь с поверхностью верхней в стопке заготовкой 24, не вращаются, а пытаются скользить по ее по- 5 верхности.
Вследствие того, что коэффициент трения скольжения между поверхностями соседних заготовок меньше соответствующего коэффициента между обрезиненными поверхностями фрикционных валиков 2 и заготов- 0 кой 24, последняя, скользя прижатыми конца ми по нижней заготовке, в центре изгибается. Движение поршней пневмоцилиндров 20 прекращается, когда между валиками 2 образовался соответствующий зазор и верхняя 5 заготовка 24 прогнулась на определенную величину. Затем по команде датчика эл. автоматики механическая рука 25 манипулятора перемещается в рабочую зону фрикционного питателя и останавливается, когда изогнутая часть верхней заготовки 24 раз- 0 местится между прижимами 26 раскрытого схвата.
По командам эл.автоматики схват манипулятора закрывается, а валики 2 пневмо- цилиндрами 20 перемещаются в исходное положение.
35 Если между токопроводящими прижимами 26 при закрытом схвате не проходит ток, это свидетельствует о наличии заготовки в схвате и о том, что зажатая заготовка 24 не имеет дефектов и валики 2 с помощью движущихся от пневмоцилинд- ° ров 20 вилок возвращаются в исходное положение.
Первоначально, во время движения вилок, валики 2, упираясь в заготовку 24, неподвижны так как при этом выбирается 45 зазор между сквозными прорезями 23 и соответствующими осями 19 валиков 2. При соприкосновении поверхностей осей 19 с округлыми торцами прорезей 23 между тормозными колодками 22 и соответствующими валиками 2 образуется зазор, который сущест- 50 вует постоянно при совместном перемещении вилок и валиков в исходное положение.
Во время перемещения валиков 2 в противоположных направлениях и взаимодействии их наружных поверхностей с поверх- ностью изогнутой заготовки 24 они вращаются на осях 19.
Вследствие перемещения валиков 2 по поверхности заготовки 24 методом перекатывания между контактирующими поверхностями возникают трения качения, которые на порядок меньше трения скольжения при рабочем ходе.
Трения качения между соответствующими контактирующими поверхностями, при возвращении валиков 2 в исходное положение, приводят к незначительным растягивающим заготовку 24 усилиям и гарантируют ее целостность.
схватом механической руки) проведение отбраковки изделий. Таким образом, предлагаемое устройство обеспечивает расщирение функциональных возможностей при более надеж11ой его работе.
Формула изобретения
Устройство для поштучной выдачи листов из стопы, содержащее магазин со сто- 10 лом для размещения стопы, механизм подъема стола к закрепленному в магазине средству для отделения верхнего листа в стопе, включающему установленные с зазором пару зали.сов с параллельно расположенныверхняя заготовка 24, средняя часть которой ми осями, фиксатор рабочего положения зажата прижимами 26, под действием соб- одного из валиков и механизм заданного ственной упругости принимает горизонталь- перемещения валиков для образования петли ное положение. В горизонтальном положении в зазоре ме.жду ними, отличающеся тем, что. заготовка 24 переносится механической ру- с целью повышения надежности работы и
При соприкосновении обеих вилок с боковыми стенками корпуса магазина 1 концы ниже расположенной заготовки под действием веса грузика 14 упираются в BaviHKH 2, а
кой 25 к месту сборки.
Если при захвате изогнутой заготовки 24 между токопроводящими прижимами 26 схвата проходит ток, что свидетельствует о браке заготовки, по команде автоматического блока управления работа механизмов фрикционного питателя прекращается.
После остановки привода устройства схват механической руки 25 освсхбождается от бракованной заготовки и в раскрытом положении возвращается в исходное положение и операция продолжается.
По сравнению с прототипом предлагаемое устройство позволяет отделить из. стопки более тонкие заготовки {0,1-0,05 мм), захватывая их в средней части, изгибая, что обеспечивает в дальнейшем (при захвате
25
качества выдаваемых листов, оно дополни- 20 тельно имеет фиксатор рабочего положения другого валика и размещенный над зазоро.м междх валиками элемент для захвата петли листа, а механизм заданного перемещения валиков имеет пару ползунов, установленных с возможностью возвратно-поступательного перемещения навстречу друг другу, выполненных по форме вилки, концы которых расположены вдоль стола, обращены друг к другу и имеют продольные прорези для свободной установки соответствующего конца 20 оси 8а.лика, а каждый фиксатор рабочего положения валика выполнен в виде тормозной коло;1ки, размещенной между концами вилок у ее основания и установленной с возможностью взаимодействия с рабочей поверхностью валика.
схватом механической руки) проведение отбраковки изделий. Таким образом, предлагаемое устройство обеспечивает расщирение функциональных возможностей при более надеж11ой его работе.
Формула изобретения
качества выдаваемых листов, оно дополни- тельно имеет фиксатор рабочего положения другого валика и размещенный над зазоро.м междх валиками элемент для захвата петли листа, а механизм заданного перемещения валиков имеет пару ползунов, установленных с возможностью возвратно-поступательного перемещения навстречу друг другу, выполненных по форме вилки, концы которых расположены вдоль стола, обращены друг к ругу и имеют продольные прорези для свободной установки соответствующего конца оси 8а.лика, а каждый фиксатор рабочего положения валика выполнен в виде тормозной коло;1ки, размещенной между концами вилок у ее основания и установленной с возможностью взаимодействия с рабочей поверхностью валика.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи заготовок | 1986 |
|
SU1324728A1 |
| Установка для отделения листовых заготовок от стопы,подачи в пресс и удаления обработанного материала | 1982 |
|
SU1049265A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| ОБЛИЦОВОЧНЫЙ МАНИПУЛЯТОР | 1990 |
|
RU2023582C1 |
| Устройство для поштучной выдачи заготовок | 1987 |
|
SU1456271A1 |
| Автоматизированный комплекс для листовой штамповки заготовок с внутренним асимметричным контуром | 1984 |
|
SU1253699A1 |
| Магазинное устройство | 1986 |
|
SU1424919A1 |
| Магазинное устройство | 1981 |
|
SU1003972A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Устройство для поштучной выдачи плоских заготовок | 1983 |
|
SU1098630A1 |

Изобретение относится к устройствам, предназначенным для разделения тонких и упругих листов, уложенных в стопки, и обеспечивает надежность работы и расширение технологических возможностей. Верхний в стопке лист, расположенный в прямоугольной нише магазина, с помощью подъемного стола через грузик прижимается к фрикционным валикам. При встречном перемещении от пневмоцилиндра фрикционные валики движутся по поверхности верхнего листа, который в средней части изгибается. Изгиб используется для захвата механической рукой с целью отделения листа от стопы. При отделении верхнего листа фрикционные валики фиксируются в рабочем положении для обеспечения повышенного коэффициента трения между их обрезиненной поверхностью и листом. При возврате валиков в исходное положение они свободно перекатываются по следующему листу в стопе, разглаживая и возвращая его в расправленное положение, что обеспечивает надежный захват листа. 4 ил.
20 ШФиг.
16
(Риг. 2
ВидБ
(риг.З
Фаг.
| Устройство для продувки газом жидкого металла | 1984 |
|
SU1254027A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
