1
Изобретение относится к пакетообразным машинам.
Известны пакетообразные машины, например, для листовых заготовок, содержащие механизм транспортирования стопы, выполненный в виде незамкнутого цепного конвейера, устройство поштучного отделения верхнего листа пачки и его транспортирования в рабочую зону технологической машины; привод механизма подъема стопы с устройством синхронизации скорости подъема стопы и производительности поштучного отделения, а также блокирующие устройства.
Однако в таких машинах для поштучного отделения листов от пачки применены вакуумные либо струйные захватные органы, перемешаюшиеся от отдельного привода. Причем струйные присосы для захвата листов выпспнены в виде сопел и обдуваемых ими обтекателей, к которым присасывается заготовка, в сочетании с фрикционными дисками для бокового смещения заготовок.
Цель изобретения - упрощение конструкции, повышение ее надежности и производительности.
Это достигается тем, что цепной конвейер подъема пачки выполнен замкнутым с расположением на шарнирах цепи упорных кронштейнов для поддержания пачки; сопла захватного органа выполнены на подвижном плунжере золотника, постоянно взаимодействующего с отдельной заготовкой и управляющего этой заготовкой вне зависимости от положения пачки.
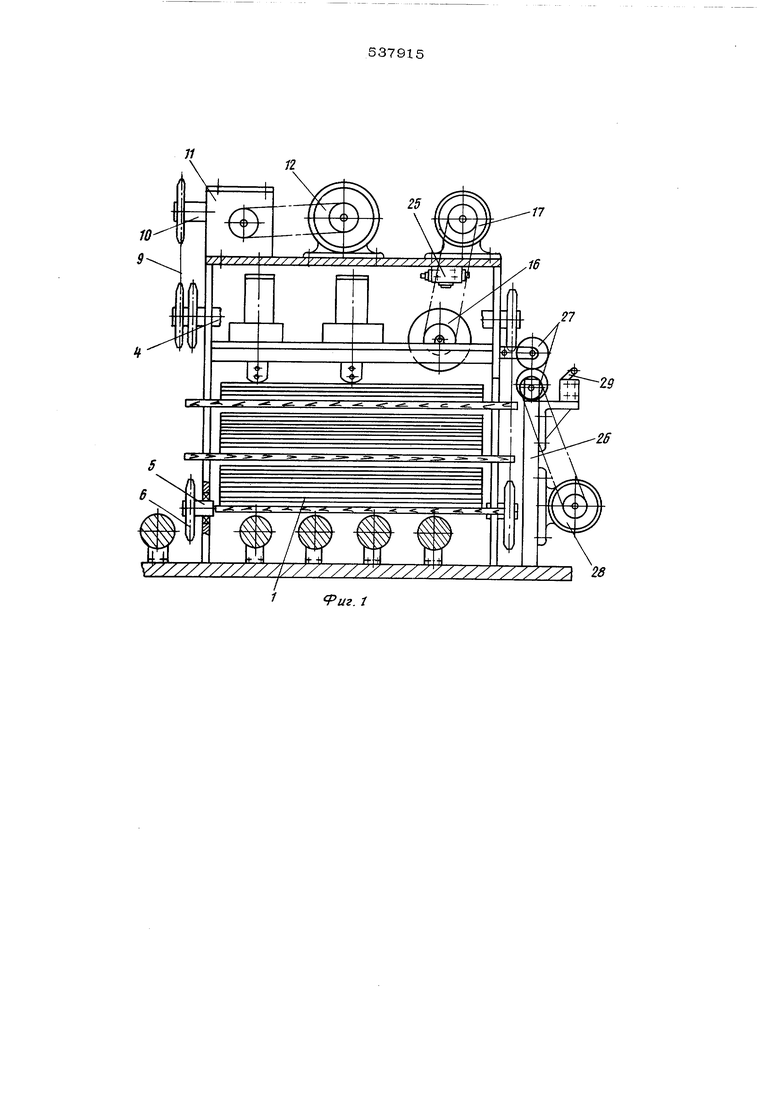
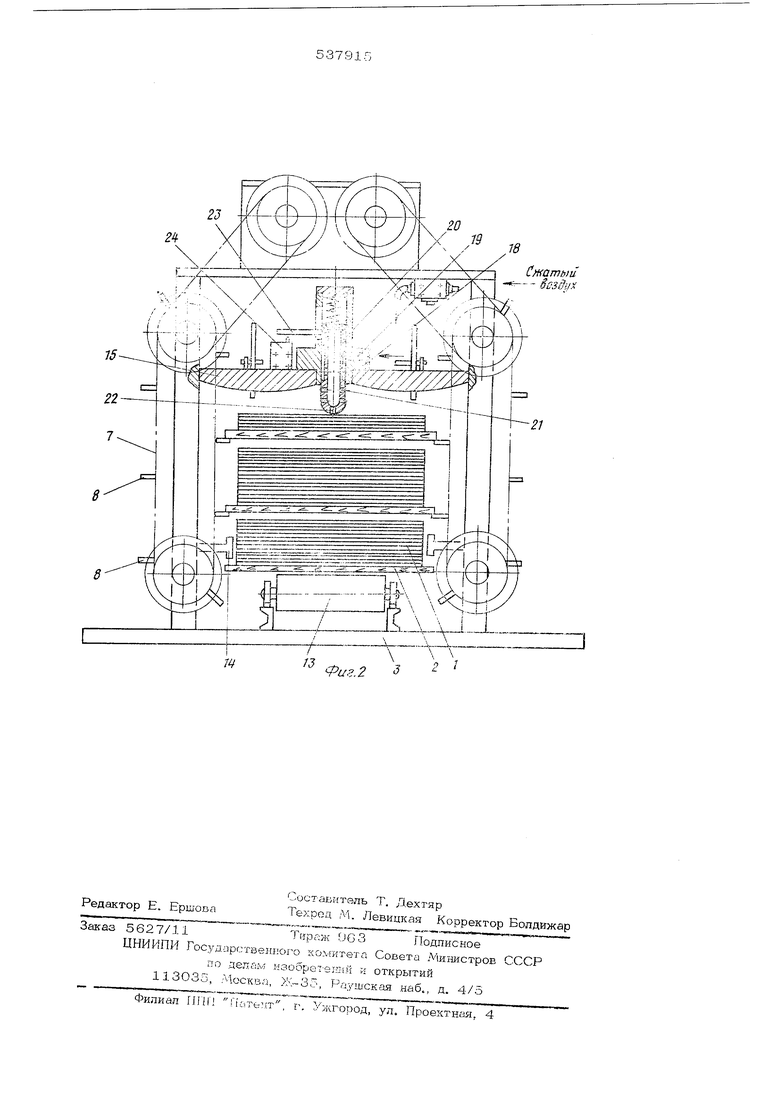
На фиг. 1 изображен предлагаемый автоматический питатель листовых заготовок, вид спереди; на фиг. 2 - то же, вид сбоку.
Для осуществления вертикального подъема пачки 1 с поддоном 2 имеется замкнутый цепной конвейер, смонтированный настанине 3. Он содержит дваверхних ведущих параллельных вала 4 и два нижних параллельнъ1Х ведомых вала 5 с установленнъ1ми на их концах звездочками 6.
Каждая соответствующая пара звездочек 6 ведущих 4 и ведомых 5 валов соединена вертикально расположенной замкнутой цепью 7. На каждой из четырех замкнутых цепей 7 на шарнирах укрепленъ через равные промежутки длины цепи упорные захваты 8 для установки на них поддона 2 с пачкой 1 Ведущие валы 4 конвейера кинематичес ки связаны цепной передачей 9 с выходными валами 1О редуктора 11, а редуктор 11 соединен с электродвигателем 12. Дпя загрузки подготовленной пачки 1 в зону захватов 8 цепного конвейера на станине 3 установлен рольганг с роликами 13 и боковыми упорами 14 равнения пачки, Для поштучного отделения заготовок от пачки 1 имеется струйно-фрикционный орган, выполненный в виде неподвижно установленной на станине 3 горизонтальной плиты 15. Обращенная к пачке 1 плоскость плиты 15 выполнена в виде симметричного относительно поперечной оси плиты 15 обтекаемого профиля. На плите 15 установлены вращающиеся фрикционные диски 16, периферия .которых выступает ниже обтекаемого профиля плиты 15 на величину порядка 0,2-2 мм через выполненные в плите 15 окна. Для непрерывного вращения дисков 16 служит индивидуальный привод-электродвигатель 17, который кинематически связан посредством ременной передачи с дисками 16. Для создания рабочих воздушных струй на плите 15 вдоль поперечной оси симметрии обтекаемого профиля установлены плун жерные золотники, каждый из которых содержит неподвижный относительно плиты 15 корпус 18 золотника с выходным отверсти ем 19, а также вертикально подвижный и подпружиненный к пачке внутри пустотелый плунжер 2О. При этом внутренняя полость плунжера 2О посредством радиальных отверстий и кольцевой канавки, выполненных на нем, по тоянно сообщена с входным отверстием 19 корпуса 18 золотника. На нижнем конце плунжера 2О выполнены выходные отверс1ии-сопла 21 и 22, сообщающие его внутреннюю полость с атмосферой. Причем отверстия 21 расположены вдол образующей плунжера 20 с осями горизонтальными, либо расположенными под углом к плоскости заготовок, а также направленными вдоль обтекаемых поверхностей плиты 15. В верхнем крайнем положении плунжера 20 при котором его нижний торец находится на уровне обтекаемых поверхностей плиты 15, верхние отверстия - сопла 21 должны быть перекрыты поверхностью корпуса 18 плунжера 20. Отверстие 22 выполнено на торце плунжера 2О и имеет ось, нормальную плоскости заготовки. Подвижный плунжер 20 золотника посредством неподвижно с ним связанной планки 23 может взаимодействовать с путевым переключателем 24 для регистрации нижне-го предельного положения плунжера 2О. Путевой переключатель 24 электрически соединен с двигателем 12 привода цепного транспортера таким образом, что при воздействии на переключатель 24 привод подъема включается, а при отсутствии взаимодействия привод подъема выключен. Для управления подачей сжатого воздуха в отверстие 19 от сети предусмотрен двухходовой электропневмозолотник 25, вход ное отверстие которого сообщено с сетью, а выходное - с выходным отверстием 19 золотника. На выходе питателя на стойке 26 установлены приемные вращающиеся ролики 27, кинематически связанные посредством ременной передачи с двигателем 28, как его приводом, а также путевой переключатель 29 для взаимодействия с транспортируемой приемными роликами 27 заготовкой. Путевой переключатель 29 электрически соединен с электропневмозолотник ом 25. Автоматический питатель листовых заготовок работает следующим образом. Перед началом рабочего цикла сжатый воздух от Сети через нормально открытый электропневмозолотник 25 поступает во входное отверстие 19 корпуса 18 золотника и далее через кольцевую канавку и отверстия плунжера 20 - во внутреннюю полость этого плунжера, откуда постоянно истекает через отверстия 21 и 22 в атмосферу, обтекая при этом нижнюю поверхность плиты 15 и создавая там зону разрежения. Так как плунжер 20 находится в нижнем положении, при котором максимальное количество отверстий-сопел 21 сообщается с атмосферой, то присасыва1эщее действие истекающих струй максимальное и зона его действия, измеряемая от плоскости плиты 15, наибольшая. Так как путевой переключатель 24 находится под воздействием планки 23 опущенного вниз плунжера 20, то запущенный двигатель 12 цепного транспортера непрерывно вращается. При этом его вращение через редуктор 11 и ведущие валы 4, связанные с выходными валами 1О редуктора 11 цепной передачи, сообщается вертикальным цепям 7 кон- вейера. Фрикционные диски 16 от электродвигателя 17 посредством ременной передачи попучают постоянное непрерывное вращательное движение. В этом движении находятся и приемные ролики 27, приводимые в движение электродвигателем 28 с помощью ременной передачи. Пачка заготовок 1 с поддоном 2 устано лены на рольганге 13 в рабочей зоне транс портера, захватывается за края поддона 2 упорными захватами 8 движущихся в вертикальном направлении цепей 7. Непрерывная подача пачки 1 вверх происходит до тех пор, пока верхний лист пачки не переместит плунжер 20 золотника вверх, освободив тем самым путевой переключатель 24 от воздействия на него плав ки 23. Переключатель 24 отключает подвод энер гии к двигателю 12, и в дальнейшем насту пает процесс отделения заготовки от пачки 1 и транспортирования ее в приемные ролики 27. Под присасывающим действием струй, истекающих из сопел 21, верхний лист пачки 1 отделяется от нее и перемещается к обтекаемой поверхности плиты 15 до появления силового контакта с периферией фрикционных вращающихся дисков 16, которые силами трения осуществляют транспортирование заготовки в приемные ролики 27 В процессе вертикального перемещения к плите 15 листовая заготовка осуществляет перемещение плунжера 20 вверх и отклю чение верхнего ряда отверстий-сопел 21, уменьшая тем самым расход воздуха и сохраняя присасывающее действие. Благодаря истечению сжатого воздуха через отверстие-сопло 22 между заготовкой и торцом плунжера 20 возникает воздушная подушка, которая не препятствует дальнейшему транспортированию листа фрикционными дисками 16. При взаимодействии транспортируемой приемными роликами 27 заготовки с путевым переключателем 29 происходит закрытие электропневмозолотника 25 и прекращение подачи сжатого воздуха к отверстиям-соплам 21 и 22 до тех пор йока не будут освобождены приемные ролики 27. Затем производится съем последующей заготовки. Если при освобождении отделенной заготовкой плунжера 20 он при достижении своего нижнего граничного положении не соприкоснется со стопой, то произойдет срабатывание путевого переключателя 24 посредством воздействия на него планки 23 и осуществится включение электродвигателя 12 привода цепного транспортера. Формула изобретения Автоматический питатель листовых заготовок, содержащий станину, на которой смонтирован конвейер подачи пачек листов с приводом, пневмозахват для отделения листов от пачки, управляемый пневмораспределитель и выдачной конвейер, отличающийся тем, что, с целью упрощения конструкции, повышения ее надежности и производительности, пневмозахват выполнен в виде подпружиненного пустотелого плунжера, снабженного на боковой поверхности соплами, подвижно установленного в корпусе пневмораспределителя, входное отверстие которого постоянно сообщено с внутренней поверхностью плунжера и пневмозахват а, снабженного конечным выключателем, взаимодействующим с плунжером пневмораспределителя в крайнем нижнем положении и электрически связанного с приводом подающего конвейера. Риг. 1 .2 Статмй - - Sssd-ia
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Агрегат для нагрева и прессования заготовок оптического стекла | 1989 |
|
SU1691330A1 |
| Поворотная часть цепного конвейера | 1984 |
|
SU1234304A1 |
| Установка для резки листового проката | 1985 |
|
SU1348092A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА | 1994 |
|
RU2100190C1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| Роторно-конвейерная машина | 1983 |
|
SU1180318A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |