Предлагаемое изобретение относится к способу удаления NOx и N2O из остаточного газа производства азотной кислоты.
При промышленном получении азотной кислоты HNO3 каталитическим сжиганием аммиака образуется отходящий газ, содержащий монооксид азота NO, диоксид азота NO2 (обозначенные вместе как NOx), а также веселящий газ N2O. В то время как NO и NO2 уже давно известны как соединения с экотоксичным действием (кислотные дожди, образование смога) и во всем мире установлены ограничительные значения для их максимально допустимой эмиссии, в последние годы веселящий газ также в возрастающем объеме переместился в центр внимания защитников окружающей среды, поскольку он в незначительной массе способствует разрушению стратосферного озона и тепличному эффекту.
После сокращения эмиссии веселящего газа в производстве адипиновой кислоты производство азотной кислоты представляет собой наибольший источник промышленной эмиссии веселящего газа. Поэтому с точки зрения защиты окружающей среды существует настоятельная потребность технического решения снизить эмиссию веселящего газа вместе с эмиссией NOx при производстве азотной кислоты.
Для удаления NOx из отходящего газа производства азотной кислоты существуют многочисленные варианты способа (обозначенного здесь как стадия DeNOx), такие как химическая промывка, адсорбция или каталитическое восстановление. Обзор приведен в Ullmann's Encyclopedia of Industrial Chemistry, том А 17, VCH Weinheim (1991) (Dl). При этом отмечено селективное каталитическое восстановление (SCR) NOx аммиаком до N2 и Н2О, которое протекает с катализатором при температурах от примерно 150°С до примерно 450°С и обеспечивает разложение NOx более 90%. Это наиболее используемый вариант уменьшения NOx при производстве азотной кислоты, но он, как и обычные варианты, не приводит к уменьшению содержания N2O.
Таким образом, согласно известному уровню техники необходима специальная вторая каталитическая стадия, которую подходящим образом комбинируют со стадией DeNOx.
Это положение является, например, основой описанного в заявке US-A-5200162 способа, который требует включения разложения N2O в содержащем также NOx отходящем газе после стадии DeNOx. Причем, по меньшей мере, часть потока отходящего газа, который покидает стадию разложения N2O, охлаждают и возвращают на эту стадию, чтобы уменьшить перегрев этой стадии из-за экзотермического разложения N2O. Изобретение относится к отходящим газам с содержанием N2O до 35%, например, также к отходящим газам получения адипиновой кислоты.
Представленный Shell способ описывает совместное удаление NOx и N2O из остаточного газа производства азотной кислоты (Clark, D.M.; Maaskant, O.L.; Crocker, M., The Shell DeNOx Sustem: A novel and cost effective NOx removal technology as applied in nitric acid manufacture and associated processes, presented at Nitrogen '97, in Geneva, 9-11 февраля 1997, (D2)).
Система реактора Shell основана на принципе так называемого реактора поперечного течения, причем стадия DeNOx работает уже при относительно низких температурах (до 120°С). Для удаления N2O применяют аморфный катализатор на основе оксида металла.
При размещении соответствующих катализаторов в остаточном газе, который покидает абсорбционную колонну при температуре 20-30°С, интервал возможных рабочих температур задается рабочей температурой турбины остаточного газа.
Турбина остаточного газа с технической и хозяйственной точки зрения всего процесса должна работать при наиболее экономичной температуре на входе <550°С и при возможно более высоких ΔТ и Δр.
В частности, это имеет значение для удаления N2O, поскольку для этого в уровне техники необходима явно более высокая температура, чем при каталитическом восстановлении NOx. Рентабельность такого выбора связана с повышенной активностью катализатора.
Обзор многочисленных катализаторов, принципиальная пригодность которых для разложения и восстановления веселящего газа подтверждена, приведен в Kapteijn F.; Rodriguez-Mirasol, J.; Moulijn, J.A., Appl. Cat. B: Environmental 9 (1996) 25-64, (D3).
В качестве особенно пригодных для разложения N2O среди прочих представляются цеолитные катализаторы, подвергнутые обмену ионов металла (патент US-A-5171533).
Использованные цеолиты были получены ионообменом в водном растворе, содержащем соли металлов. Для ионообмена были использованы соли металлов из группы: медь, кобальт, родий, иридий, рутений или палладий. Медные цеолиты весьма чувствительны к водяному пару и в таких условиях быстро теряют активность (М.; Sandoval, V.H.; Schwieger, W.; Tissler, A.; Turek, Т., Chemie Ingenieur Technik 70 (1998) 878-882, (D5)), тогда как другие приведенные здесь металлы относительно экономичны.
С нагруженным железом цеолитом типа Fe-ZSM5 в соответствующих условиях, которые описаны в таблице 1 в заявке US-A-5171533, в отсутствие NOx, H2O и O2 при 450°С достигнуто только 20%-ное разложение N2O.
В случае Fe-ZSM-5 его активность в разложении N2O в присутствии соответствующих количеств NO однако заметно повышается, что приводит к реакции с образованием NO2 согласно NO+N2O→N2+NO2, катализируемой Fe-ZSM-5 (Kapteijn F.; Marban, G.; Rodrigeuez-Mirasol, J.; Moulijn, J.A., Journal of Catalysis 167 (1997) 256-265, (D6); Kapteijn F.; Mul, G.; Marban, G.; Rodrigeuez-Mirasol, J.; Moulijn, J.A., Studies in Surface Science and Catalysis 101 (1996) 641-650, (D7)).
При отсутствии NOx для цеолитов, замещенных Cu или Со, установлена более высокая активность, чем для соответствующих Fe-цеолитов.
В представленных в уровне техники способах (ссылки D6, D7) для разложения N2O в присутствии катализатора Fe-ZSM-5 при 400°С обычно применяют эквимолярные количества NO и N2O. Согласно D6 и D7, влияние NOx на разложение N2O с уменьшающимся соотношением NO/N2O постоянно сокращается, так что при соотношении NO/N2O ниже 0,5 разложение N2O более не является удовлетворительным.
Лучшие результаты наблюдали при молярном соотношении NO/N2O, равном 1 или больше 1.
При использовании такого катализатора для восстановления N2O в отходящем газе производства азотной кислоты согласно авторам образовавшийся NO2 мог бы быть возвращен в процесс для получения HNO3. Концентрации NOx и N2O в отходящем газе составляли в различных вариантах способа около 1000 ч.н.м.
Железосодержащие цеолиты на основе ферририта для восстановления N2O-содержащих газов являются предметом заявки WO 99/34901. Используемые катализаторы содержат 80-90% ферририта, а также дополнительные связующие компоненты. Доля воды в восстанавливаемых газах находится в интервале от 0,5 до 5%. По сравнению с цеолитами различных типов цеолиты FER (ферриритного) типа при разложении N2O при температурах от 375 до 400°С дают наилучшие результаты (97% разложения N2O при 375° и соотношении NO/N2O=1). Значительно меньшее разложение наблюдали при применении цеолитов типа пентасила (MFI) или морденита (MOR). В случае железосодержащих цеолитов MFI в указанных выше условиях могло быть достигнуто максимальное разложение N2O только в размере 62%.
Ввиду известного уровня техники существует задача, в частности, для производства HNO3, разработки экономичного способа, который наряду с высоким разложением NOx обеспечивает также достаточное разложение N2O.
В частности, должны быть достигнуты хорошие результаты разложения N2O также при соотношении NOx/N2O ниже стехиометрического, в частности при отношении <0,5, предпочтительно <0,1, которое имеет место после уменьшения содержания NOx.
Поставленная задача решается предлагаемым изобретением, которое относится к способу снижения концентрации NOx и N2O в остаточном газе производства азотной кислоты, при этом покидающий абсорбционную колонну остаточный газ перед его вводом в турбину остаточного газа пропускают через комбинацию двух стадий; на первой стадии снижается содержание NOx (DeNOx-стадия) и на второй стадии снижается содержание N2O в газе (DeN2O-стадия); соотношение NOx/N2O перед поступлением газа на вторую стадию находится в интервале от 0,001 до 0,5, предпочтительно в интервале от 0,001 до 0,2, особенно в интервале от 0,01 до 0,1, и этот газ на второй стадии контактируют с катализатором, который содержит в основном один или более загруженных железом цеолитов.
Используемые согласно изобретению катализаторы содержат в основном, предпочтительно >50 вес.%, в частности >70 вес.% одного или более загруженных железом цеолитов. Так, например, наряду с цеолитом Fe-ZSM-5 используемый согласно изобретению катализатор может содержать другой железосодержащий цеолит, как, например, железосодержащий цеолит типа MFI или MOR. Сверх того используемый согласно изобретению катализатор может содержать другие известные специалисту добавки, как, например, связующие.
Катализаторы, введенные на стадию DeN2O, предпочтительно основаны на цеолитах, в которые железо введено путем твердофазного ионообмена. Обычно исходят из коммерчески доступных аммонийных цеолитов (например, NH4-ZSM-5) и соответствующих солей железа (например, FeSO4·7H2O) и интенсивно перемешивают их друг с другом механическим путем в шаровой мельнице при комнатной температуре (Tutek и др.; Appl. Catal. 184 (1999) 249-256; заявка ЕР-А-0955080). Указанные литературные источники приведены здесь в качестве ссылок. Полученный порошок катализатора затем кальцинируют в камерной печи на воздухе при температурах в интервале от 400 до 600°С. После кальцинирования Fe-цеолит интенсивно промывают дистиллированной водой и после отфильровывания цеолит сушат. После этого полученный таким образом Fe-содержащий цеолит смешивают с подходящими связующими, перемешивают и экструдируют, например, до получения цилиндрических гранул катализатора. В качестве связующего применимы все обычно применяемые связующие, наиболее употребимыми являются алюмосиликаты, как, например, каолин.
Согласно предлагаемому изобретению, используемые цеолиты загружены железом. Причем содержание железа в расчете на массу цеолита составляет до 25%, однако предпочтительно от 0,1 до 10%. В частности, пригодны цеолиты типа MFI, BETA, FER, MOR и/или MEL. Точные указания на состав и структуру таких цеолитов приведены в Atlas of Zeolithe Structure Types, Elsevier, 4-е издание 1996, на который здесь дается ссылка. Предпочтительными цеолитами являются цеолиты типа MFI (пентасил) или MOR (морденил). В частности, предпочтительны цеолиты типа Fe-ZSM-5.
Согласно предлагаемому изобретению, DeN2O-катализаторы в комбинации с предложенной DeNOx-стадией таким образом располагаются между абсорбционной колонной и турбиной остаточного газа, чтобы покидающий абсорбционную колонну остаточный газ направлялся сначала при температуре <400°С, в частности <350°С, в реактор (первая стадия), в котором содержание NOx в газе снижалось до, например, <100 ч.н.м. (ср. фиг.2). Рабочее давление на этой первой стадии составляет предпочтительно от 1 до 15 бар, в частности от 4 до 12 бар.
Предварительно используемая стадия DeNOx соответствует обычно используемому в уровне техники способу снижения эмиссии NOx в устройствах для азотной кислоты. Содержание NOx в остаточном газе должно быть, однако, еще достаточно высоким, чтобы мог быть эффективным сокаталитический эффект NO или NO2 в последующей DeN2O-стадии.
При осуществлении DeN2O-стадии без предшествующей DeNOx, то есть при одном входном потоке с примерно эквимолярными количествами NO и N2O возврат NO2, образующегося по реакции NO+N2O→N2+NO2 в HNO3-процесс, неэффективен из-за относительно незначительной концентрации NO2<2000 ч.н.м.
Содержание N2O в газах, покидающих стадию DeNOx, существенно не меняется. Так газ после первой стадии обычно характеризуется содержанием NOx от 1 до 200 ч.н.м., предпочтительно от 1 до 100 ч.н.м., в частности от 1 до 50 ч.н.м., и доля N2O равна от 200 до 2000 ч.н.м., предпочтительно от 500 до 1500 ч.н.м. После стадии DeNOx соотношение NOx/N2O составляет от 0,001 до 0,5, предпочтительно от 0,001 до 0,2, в частности от 0,01 до 0,1. Содержание воды в газах как после абсорбционной колонны на стадии DeNOx, так и после DeN2O-стадии обычно находится в интервале от 0,05 до 1%, предпочтительно в интервале от 0,1 до 0,8%, в частности в интервале от 0,1 до 0,5%.
Кондиционированный таким образом отходящий газ подают на последующую стадию DeN2O, где за счет использования сокаталитического эффекта NOx в присутствии соответствующего цеолитного катализатора проводят разложение N2O на N2 и O2.
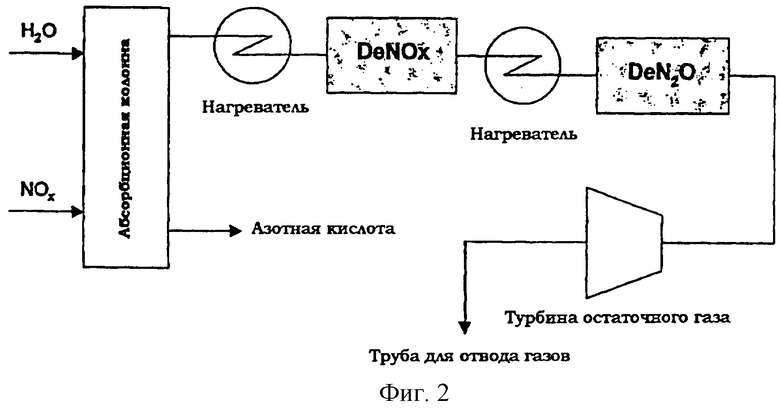
Неожиданно было обнаружено, что в присутствии применяемых согласно изобретению железосодержащих цеолитных катализаторов разложение N2O сильно повышается даже в присутствии незначительных количеств NOx, то есть при молярном отношении NOx/N2O <0,5 (ср. фиг.1). Эффект, который заметно усиливается при повышенной тампературе. Так, согласно предлагаемому изобретению, например, при 450°С молярное соотношение NOx/N2O 0,01 еще достаточно, чтобы в присутствии Fe-ZSM-5-катализатора понизить концентрацию N2O с 72% до 33%. Это тем более удивительно, что в уровне техники ускоренное разложение N2O приводит к уже упомянутому стехиометрическому взаимодействию N2O с NO. NOx при достаточной температуре и малом соотношении NOx/N2O играет роль гомогенного сокатализатора, который ускоряет разложение N2O согласно N2O→N2+1/2 O2. При соотношении NOx/N2O в ранее названных границах возможно максимальное разложение N2O на последующей DeN2O-стадии. Как только это соотношение падает ниже 0,001, снижается также разложение N2O до неудовлетворительных значений (сравни пример 5). После стадии-DeN2O содержание N2O по предлагаемому способу находится в интервале от 0 до 200 ч.н.м., предпочтительно в интервале от 0 до 100 ч.н.м., в частности в интервале от 0 до 50 ч.н.м.
Причем рабочую температуру стадии DeN2O определяют, в частности, желательной степенью разложения N2O и количеством NOx, содержащемся в остаточном газе, а также, как известно специалистам в данной области, и как почти все процессы каталитической очистки газов, она в большой степени зависит от загрузки катализатора, то есть от количества катализатора на расход отходящего газа. Предпочтительно рабочая температура второй стадии находится в интервале от 300 до 550°С, в частности в интервале от 350 до 500°С при давлении в интервале от 1 до 15 бар, в частности от 4 до 12 бар. С повышением давления усиливается сокаталитическое действие NOx на разложение N2O, так что благодаря повышению давления возможно дальнейшее снижение рабочей температуры.
Более того, при расчете или установлении рабочей температуры следует принимать во внимание присутствие кислорода и H2O, которое в способе производства и вариантах способа производства азотной кислоты может колебаться в известных границах и оказывать ингибирующее действие на превращение N2O. Содержание О2 находится в интервале от 1 до 5 об.%, в частности в интервале от 1,5 до 4 об.%.
С железосодержащими цеолитными катализаторами, использумыми согласно изобретению при температурах в интервале от 300 до 550°С, предпочтительно от 350 до 500°С, удается достичь разложения N2O>90%, в частности >95%. При более высокой температуре можно достичь достаточного разложения N2O также при соотношении NOx/N2O 0,01.
Предлагамый способ позволяет путем комбинации DeNOx-стадии и DeN2O-стадии понизить содержание NOx и N2O в остаточных газах при производстве азотной кислоты до минимальных значений. Благодаря расположению DeNOx-стадии перед DeN2O-стадией и между абсорбционной колонной и турбиной остаточного газа способ согласно изобретению весьма экономичен из-за равномерно возрастающего температурного профиля.
Кроме того проведение процесса при расположении обеих стадий перед декомпрессионной турбиной особенно предпочтительно, так как обе стадии могут осуществляться под давлением (каждая в зависимости от вариантов производства HNO3 между 4 и 11 барами), что обусловливает уменьшение эффективно необходимых объемов реактора или катализатора.
Путем проведения DeNOx-стадии при относительно низких температурах сверх того гарантировано значительное снижение содержания NOx также при запуске устройства, при котором требуется только малая теплота процесса.
Дополнительное преимущество размещения обеих стадий между абсорбционной колонной и турбиной остаточного газа при равномерно возрастающем температурном профиле состоит в том, что остаточный газ, отходящий из предложенной комбинации, может быть направлен непосредственно на турбину остаточного газа без предварительного охлаждения и без дополнительных мероприятий по очистке газа для оптимального возврата компрессионной и тепловой энергии.
Примеры:
Стадия-DeNOx:
Предварительно до DeN2O-катализатора в качестве DeNOx-катализатора вводили классический SCR-катализатор на основе V2O5-WO3-/TiO2 (ср. G. Erti, H. Knozinger, J. Weitkamp: Handbook of Heterogeneous Catalysis, том 4, стр. 1633-1668), как описано, с применением NH3 в качестве восстановителя. Катализатор работал при температуре 350°С. В зависимости от введенного количества NH3 на выходе со стадии DeNOx получали различные содержания NOx и, следовательно, соотношения NOx/N2O.
Стадия-DeN2O:
Получение железосодержащего катализатора MFI осуществляли твердофазным ионообменом, исходя из коммерчески доступного цеолита в аммонийной форме (ALSI-PENTA, SM27). Подробные данные по приготовлению могут быть взяты из: М. Rauscher, К. Kesore, R. Monnig, W. Schwieger, A. Tissler, Т. Turek, Appl. Catal. 184 (1999) 249-256.
Порошок катализатора кальцинировали на воздухе 6 часов при 823 К, промывали и сушили в течение ночи при 383 К. После прибавления соответствующего связующего следовало экструдирование до получения цилиндрических гранул катализатора (2×2 мм).
Опыты проводили в стационарно работающем проточном аппарате с систематическим анализом при объемной скорости всякий раз 10000 ч-1.
Состав загрузки составлял:
Путем варьирования добавляемых количеств NH3 могут быть получены следующие конечные концентрации NOx и N2O:
Как следует из вышеприведенных примеров, возможна более высокая степень разложения N2O вплоть до соотношения NOx/N2O, равного 0,001, в частности 0,01. Если соотношение снижается до такого граничного значения, то достаточное разложение более не гарантировано по причине отсутствия достаточного сокаталитического действия NOx.
Изобретение относится к способу понижения концентрации NOx и Na2O в остаточном газе производства азотной кислоты. Способ предусматривает пропускание покидающего абсорбционную колонну остаточного газа перед поступлением на турбину остаточного газа через комбинацию двух стадий. Причем на первой стадии понижают содержание NOx путем каталитического восстановления, на второй стадии понижают содержание N2O в газе путем разложения на азот и кислород, молярное соотношение NOx/N2O перед поступлением газа на вторую стадию находится в интервале от 0,001 до 0,5. На второй стадии газ контактирует с катализатором, который содержит один или более загруженных железом цеолитов, при этом рабочее давление на второй стадии составляет от 4 до 12 бар. 9 з.п. ф-лы, 1 табл, 2 ил.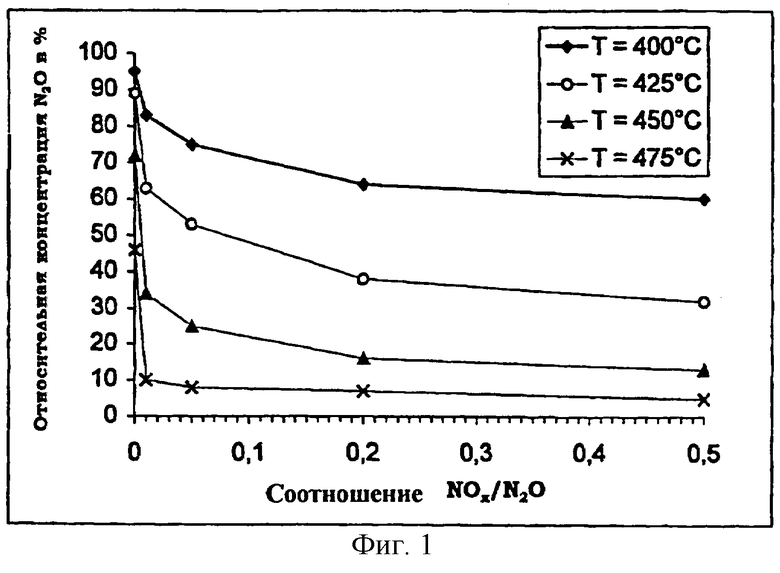
| US 4571329 A, 18.02.1986 | |||
| СПОСОБ ОЧИСТКИ ОТРАБОТАВШИХ ГАЗОВ | 1996 |
|
RU2108140C1 |
| RU 2075336 C1, 20.03.1997 | |||
| WO 9710042 A, 20.03.1997 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗАПАСОВ СТВОЛОВОЙ ДРЕВЕСИНЫ С ИСПОЛЬЗОВАНИЕМ ДАННЫХ ВОЗДУШНОЙ БЕСПИЛОТНОЙ СЪЕМКИ | 2021 |
|
RU2773144C1 |

