При многих процессах, таких как, например, процессы горения, или при промышленном получении азотной кислоты образуется насыщенный монооксидом азота NO, диоксидом азота NO2 (вместе называемыми NOx), а также веселящим газом отходящий газ. В то время как NO и NO2 с давних пор известны как соединения с экотоксической релевантностью (кислый дождь, образование смога (тумана с дымом над промышленным городом) и установлены охватывающие весь мир пределы для их максимальных допустимых выбросов, передвигается в последние годы во все увеличивающейся степени также и веселящий газ в фокус защиты окружающей среды, так как он способствует не в несущественной степени распаду стратосферного озона и парниковому эффекту. Поэтому вследствие причин защиты окружающей среды существует настоятельная потребность в технических решениях для устранения выбросов веселящего газа вместе с выбросами NOx.
Для раздельного удаления N2О, с одной стороны, и NOx, с другой стороны, уже существуют многочисленные возможности.
При восстановлении NOx следует отметить избирательное каталитическое восстановление (SCR) NOx при помощи аммиака в присутствии содержащих ванадий TiO2-катализаторов (сравн., например, G.Erti, H.Knozinger, J.Weitkamp: Handbook of Heterogeneous Catalysis, Vol.4, Seiten 1633-1668, VCH Weinheim (1997)). Оно может в зависимости от катализатора протекать при температурах от приблизительно 150°С до приблизительно 450°С и позволяет разрушать NOx более чем на 90%. Оно является наиболее используемым вариантом снижения NOx из отходящих газов промышленных процессов.
Также на цеолитовых катализаторах основаны способы восстановления NOx, которые протекают с применением различных восстановителей. Наряду с Cu-обмениваемыми цеолитами (ср., например, ЕР-А-0914866), для практического применения, по-видимому, прежде всего представляют интерес железосодержащие цеолиты.
Так, патент США US-A-4571329 заявляет способ восстановления NOx в газе, который по меньшей мере на 50% состоит из NO2, с использованием аммиака в присутствии Fe-цеолита. Соотношение NH3 к NO2 составляет по меньшей мере 1,3. Согласно описанному здесь способу, NOx-содержащие газы должны восстанавливаться аммиаком без образования N2O в качестве побочного продукта.
Патент США US 5451387 описывает способ избирательного каталитического восстановления NOx при помощи NH3 посредством обменивающего железо цеолита, который работает при температурах около 400°С.
В отличие от снижения NOx в отходящих газах, которое с давних пор установилось в технике, для удаления N2O существуют лишь немногие технические процессы, которые в большинстве случаев рассчитаны на термическую или каталитическую деструкцию N2O. Обзор по катализаторам, которые обнаружили принципиальную пригодность для деструкции и для восстановления веселящего газа, дает Kapteijn et al. (Kapteijn et al., Appl. Cat. B: Environment 9 (1996) 25-64).
Особенно пригодными оказались все те же Fe- и Cu-цеолитовые катализаторы, которые либо обусловливают чистую деструкцию N2O до N2 и O2 (US-A-5171553), либо также служат для каталитического восстановления N2O при помощи NH3 или углеводородов до N2 и Н2О или CO2.
Так, в патенте Японии JP-A-07060126 описан способ восстановления N2O при помощи NH3 в присутствии железосодержащих цеолитов типа пентазила при температурах 450°С. Достигаемая по этому способу деструкция N2O составляет около 71%.
Mauvezin et al. дают в Catal. Lett. 62 (1999) 41-44 соответствующий обзор по пригодности различных, обменивающих железо цеолитов типа MOR, MFI, BETA, FER, FAU, MAZ и OFF. Согласно этому обзору более чем 90%-ное восстановление N2O может быть достигнуто добавлением NH3 при 500°С только в случае Fe-BEA.
По причинам простоты и рентабельности особенно желаемым является одностадийный способ, т.е. применение единственного катализатора для восстановления как NOx, так и N2O.
Хотя восстановление NOx аммиаком может протекать в присутствии Fe-цеолитов при температурах ниже 400°С, однако для восстановления N2О, как упоминалось, требуются обычно температуры >500°С.
Это является невыгодным не только потому, что нагревание отходящих газов до этих температур означает дополнительное потребление энергии, но также прежде всего потому, что применяемые цеолитовые катализаторы при этих условиях в присутствии водяного пара не являются стабильными к старению.
Поэтому в более поздних публикациях описывается восстановление N2О и NOx в присутствии углеводородов с применением железосодержащих цеолитов в качестве катализатора, причем, хотя температура восстановления для N2O может быть снижена до температур <450°С, однако, для восстановления NOx достигаются только умеренные превращения (максимально <50%) (Kogel et al., J.Catal. 182 (1999)).
В одной из самых последних патентных заявок (JP-A-09000884) заявлено одновременное применение аммиака и углеводородов. Углеводороды восстанавливают здесь избирательно содержащийся в отходящем газе N2O, в то время как восстановление NOx вызывается добавляемым аммиаком. Весь процесс может функционировать при температурах <450°С. Правда, в результате реакции N2O с углеводородом возникает не в несущественных количествах ядовитый монооксид углерода, который делает необходимой дополнительную очистку отходящего газа. Чтобы избежать наиболее полным образом образования СО, предлагается применять вводимый после этого Pt/Pd-катализатор.
Дополнительное введение железосодержащего цеолитового катализатора с Pt известно из Kogel et al., Chemie Ingenieur Technik 70 (1998) 1164.
Более ранний патент WO-A-00/48715 описывает способ, при котором отходящий газ, который содержит NOx и N2О, проводят при температурах между 200 и 600°С через железосодержащий цеолитовый катализатор типа бета, причем этот отходящий газ, кроме того, содержит NH3 в количественном соотношении между 0,7 и 1,4 в расчете на общее количество NOx и N2O, NH3 служит здесь в качестве восстановителя как для NOx, так и для N2O. Хотя этот способ функционирует в качестве одностадийного способа при температурах менее 500°С, он имеет, однако, как и вышеупомянутые способы, принципиальный недостаток, заключающийся в том, что удаление содержания N2О требует примерно эквимолярного количества восстановителя (в данном случае NH3).
Задачей данного изобретения является обеспечение простого, но экономичного способа, при котором по возможности применяется только один катализатор, который дает хорошие превращения как для деструкции NOx, так и для деструкции N2O, отличается минимальным потреблением восстановителя, и при котором не образуются никакие дополнительные экологически опасные побочные продукты.
Эта задача решается данным изобретением.
Предметом данного изобретения является способ снижения содержания NOx и N2O в технологических газах и отходящих газах, причем этот способ проводят в присутствии катализатора, предпочтительно одного единственного катализатора, который по существу содержит один или несколько загруженных железом цеолитов и содержащий N2О и NOx газ для удаления N2О в первой стадии в реакционной зоне I при температуре <500°С проводят через катализатор, и полученный газовый поток во второй стадии в реакционной зоне II дополнительно проводят через железосодержащий цеолитовый катализатор, причем к газовому потоку добавляют долю NH3, достаточную для восстановления NOx (срав. фиг.1).
Достижение такой низкой температуры деструкции для N2O обусловлено присутствием NOx. Было обнаружено, что NOx в качестве активирующего реагента ускоряет деструкцию N2O в присутствии железосодержащих цеолитов.
Для стехиометрических количеств N2O и NO этот эффект описан Kapteijn F.; Mul, G.; Marban, G.; Rodriguez-Mirasol, J.; Moulijn, J.A., Studies in Surface Science and Catalysis 101 (1996) 641-650 и он объясняется превращением N2O с NO согласно
NO+N2O→NO2+N2
Однако, поскольку теперь было обнаружено, что железосодержащие цеолиты катализируют также разложение образующегося NO2, согласно
2 NO2⇔2 NO+O2,
количества, более низкие, чем стехиометрические, являются также достаточными для ускорения разложения N2O. Эффект, который с увеличением температуры явно усиливается.
При применении других катализаторов не происходит никакого сокаталитического действия NO на разложение N2O.
Способ данного изобретения позволяет проводить как деструкцию N2О, так и восстановление NOx при единой низкой рабочей температуре, что с описанными в существующем уровне техники способами до сих пор было невозможным.
Посредством применения железосодержащих цеолитов, предпочтительно цеолитов типа MFI, в частности, Fe-ZSM-5, деструкция N2О происходит в соответствии с приведенными выше уравнениями реакции в присутствии NOx уже при таких температурах, при которых деструкция N2O без NOx вообще не происходила бы.
После прохождения первой реакционной зоны содержание N2O согласно способу данного изобретения составляет от 0 до 200 млн.д., предпочтительно от 0 до 100 млн.д., в частности, от 0 до 50 млн.д.
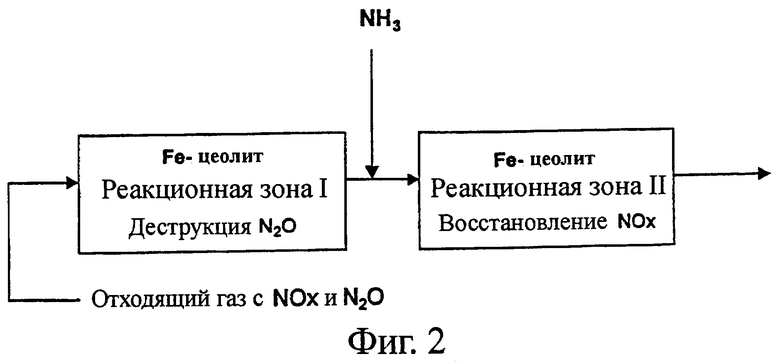
В следующем варианте осуществления данное изобретение относится к устройству для снижения содержания NOx и N2O в технологических газах и отходящих газах, включающему в себя по меньшей мере один слой катализатора, содержащий один катализатор, который содержит по существу один или несколько загруженных железом цеолитов, и две реакционные зоны, причем первая зона (реакционная зона I) служит для деструкции N2O, a во второй зоне (реакционной зоне II) восстанавливается NOx, и между первой и второй зоной находится устройство для введения NH3-газа (см. фиг.1 и 2).
Конструкция слоя катализатора в контексте данного изобретения является легко конструируемой. Она может быть, например, в форме трубчатого реактора или реактора с радиальными корзинами. Пространственное разделение реакционных зон, как показано на фиг.2, соответствует сущности данного изобретения.
Применяемые в соответствии с данным изобретением катализаторы содержат по существу предпочтительно >50 мас.%, в частности, >70 мас.% одного или нескольких загруженных железом цеолитов. Так, может, например, содержаться, наряду с цеолитом Fe-ZSM-5, дополнительный железосодержащий цеолит, например железосодержащий цеолит MFI- или MOR-типа, в котором может содержаться применяемый в соответствии с данным изобретением катализатор. Кроме того, применяемый в соответствии с данным изобретением катализатор может содержать дополнительные известные специалисту добавки, такие как, например, связующие агенты. Применяемые в соответствии с данным изобретением катализаторы основаны предпочтительно на цеолитах, в которые посредством ионообмена в твердой фазе было введено железо. Обычно исходят для этого из коммерчески получаемых аммониевых цеолитов (например, NH4-ZSM-5) и соответствующих солей железа (например, FeSO4×7Н2О) и смешивают их механически интенсивно друг с другом в шаровой мельнице при комнатной температуре (Turek et al.; Appi. Catal. 184 (1999) 249-256; EP-A-0955080). Полученные порошки катализатора сразу же после этого кальцинируют в камерной печи в воздухе при температурах в области от 400 до 600°С. После кальцинирования железосодержащие цеолиты интенсивно промывают в дистиллированной воде и после отфильтровывания цеолита сушат. Сразу после этого полученные таким образом железосодержащие цеолиты соединяют и смешивают с подходящими связующими агентами и, например, экструдируют с получением цилиндрических частиц катализатора. В качестве связующих агентов пригодны все обычно применяемые связующие вещества, которые при этом наиболее часто являются алюмосиликатами, такими как, например, каолин.
В соответствии с данным изобретением, применимые цеолиты являются загруженными железом. При этом содержание железа в расчете на массу цеолита составляет до 25%, но предпочтительно 0,1-10%. Предпочтительно, содержащийся в катализаторе загруженный железом цеолит (цеолиты) является цеолитом типа MFI, BETA, FER, MOR и/или MEL.
Точные данные относительно строения или структуры этих цеолитов даются в атласе Atlas of Zeolithe Structure Types, Elsevier, 4th revised Edition 1996, приведенном здесь в качестве ссылки. Предпочтительными в соответствии с данным изобретением цеолитами являются MFI (Pentasil)- или MOR (Mordenit)-тип. Особенно предпочтительными являются цеолиты типа Fe-ZSM-5.
Реакционная зона I и реакционная зона II могут быть как пространственно связаны друг с другом, как представлено на фиг.1, так что загруженный оксидами азота газ непрерывно проводится через катализатор, так и пространственно отделены друг от друга, как это вытекает из фиг.2.
При способе данного изобретения в реакционных зонах I и II используются содержащие железо цеолиты. При этом речь может идти о различных катализаторах в каждой отдельной зоне или предпочтительно об одном и том же катализаторе.
При пространственном разделении в случае реакционных зон температура второй зоны или входящего в нее газового потока устанавливается посредством теплоотвода или теплоподачи таким образом, что она является более низкой или более высокой по сравнению с температурой первой зоны.
Температура первой реакционной зоны I, в которой разлагается веселящий газ, лежит согласно данному изобретению при <500°С, предпочтительно в области от 350 до 500°С. Температура реакционной зоны II соответствует предпочтительно температуре реакционной зоны I.
Способ в соответствии с данным изобретением проводят обычно при давлении в области от 1 до 50 бар, предпочтительно 1-25 бар. Подача NH3-газа между реакционной зоной I и II, т.е. после реакционной зоны I и перед реакционной зоной II, происходит при помощи подходящего устройства, например, посредством соответствующего напорного клапана или соответствующим образом сконструированных форсунок.
Загруженный оксидами азота газ проводят обычно через катализатор с объемной скоростью 2-200000 ч-1, предпочтительно 5000-100000 ч-1 в расчете на добавляемый раствор катализатора обеих реакционных зон.
Содержание воды реакционных газов находится предпочтительно в области <25 об.%, в частности, в области <15 об.%. Обычно предпочтительным является низкое содержание воды.
Для восстановления NOx во второй реакционной зоне II высокое содержание воды играет второстепенную роль, так как здесь уже при относительно низких температурах достигаются высокие скорости разложения NOx.
В реакционной зоне I обычно предпочтительной является относительно низкая концентрация воды, так как очень высокое содержание воды делало бы необходимыми высокие рабочие температуры (например, >500°С). Это могло бы в зависимости от применяемого типа цеолита и длительности процесса превысить гидротермические границы стабильности катализатора. Правда, здесь играет решающую роль NOx-содержание, так как оно может повысить дезактивацию водой, как это описано в имеющей такой же приоритет заявке DE 10001540.9.
Также присутствие СО2, а также других дезактивирующих компонентов реакционного газа, которые известны специалисту, должны быть минимизированы, так как они влияли бы отрицательно на деструкцию N2О.
Все эти факторы влияния, а также выбранную нагрузку на катализатор, т.е. объемную скорость, следует учитывать при выборе подходящей рабочей температуры реакционных зон. Специалисту известно влияние этих факторов на скорость деструкции N2O, и он сможет учесть их в соответствии с его профессиональными знаниями.
Способ данного изобретения позволяет проводить деструкцию N2O и NOx при температурах <500°С, предпочтительно при <450°С до Na, О2 и Н2О, без образования экологически опасных побочных продуктов, таких как, например, монооксид углерода, который, в свою очередь, должен был бы удаляться. Восстановитель NH3 используют при этом для восстановления NOx, а не для деструкции N2O или лишь несущественно для деструкции N2O.
Достигаемые с использованием данного способа превращения для N2O и NOx составляют >80%, предпочтительно >90%. Таким образом, этот способ в отношении его производительности, т.е. достигаемой степени превращения N2O и NOx, деструкции, а также в отношении производственных и инвестиционных затрат явно превосходит существующий уровень техники.
Данное изобретение объясняется при помощи следующего примера.
В качестве катализатора использовали загруженный железом цеолит типа Fe-ZSM-5. Получение катализатора Fe-ZSM-5 проводили при помощи ионообмена в твердой фазе с использованием коммерчески доступного цеолита в аммониевой форме (ALSI-PENTA, SM27) в качестве исходного продукта. Подробные данные для получения могут быть взяты из: М.Rauscher, К.Kesore, R.Monnig, W.Schwieger, A.Tissler, T.Turek; Preparation of highly active Fe-ZSM-5 catalyst through solid state ion exchange for the catalytic decomposition of N2O. inAppl. Catal. 184 (1999) 249-256.
Порошки катализатора кальцинировали в воздухе в течение 6 ч при 823К, промывали и сушили в течение ночи при 383К. После добавления соответствующих связующих веществ проводили экструзию с получением цилиндрических частиц катализатора, которые разбивали до гранулята с величиной зерен 1-2 мм.
В качестве устройства для снижения содержаний NOx и N2O использовали два подключенных друг за другом трубчатых реактора, которые в каждом отдельном случае были заполнены таким количеством вышеописанного катализатора, что в расчете на входящий газовый поток получали в каждом случае объемную скорость 10000 ч-1. Между обеими реакционными зонами происходит добавление NH3-газа. Анализ входящего в устройство и выходящего из устройства газового потока проводили при помощи FTIR-газоанализаторов.
При входных концентрациях 1000 млн.д. N2O, 1000 млн.д. NOx, 2500 млн.д. Н2О и 2,5 об.% O2 в N2 и промежуточной подаче NH3 при одинаковой рабочей температуре 400°С получали приведенные в следующей таблице результаты превращения для N2О, NOx и NH3.
| название | год | авторы | номер документа |
|---|---|---|---|
| УДАЛЕНИЕ ВЕСЕЛЯЩЕГО ГАЗА ПРИ ПРОИЗВОДСТВЕ АЗОТНОЙ КИСЛОТЫ | 2001 |
|
RU2237010C2 |
| СПОСОБ УДАЛЕНИЯ NO И NO ИЗ ОСТАТОЧНОГО ГАЗА ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ | 2001 |
|
RU2259227C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УМЕНЬШЕНИЯ СОДЕРЖАНИЯ NO И NO В ГАЗАХ | 2003 |
|
RU2318581C2 |
| СПОСОБ УДАЛЕНИЯ NO И NO В ПРОЦЕССЕ ПОЛУЧЕНИЯ АЗОТНОЙ КИСЛОТЫ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2012 |
|
RU2600753C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ NO И NO | 2011 |
|
RU2585642C2 |
| СПОСОБ ПОЛУЧЕНИЯ И АКТИВАЦИИ ПОЛИМЕТАЛЛИЧЕСКИХ ЦЕОЛИТНЫХ КАТАЛИЗАТОРОВ, СОСТАВ И ПРИМЕНЕНИЕ КАТАЛИЗАТОРА ДЛЯ РАЗЛОЖЕНИЯ NO | 2002 |
|
RU2297278C2 |
| КАТАЛИЗАТОРЫ ОБРАБОТКИ НЕСТАЦИОНАРНЫХ ВЫБРОСОВ NO | 2012 |
|
RU2586685C2 |
| КАТАЛИЗАТОР ДЛЯ РАЗЛОЖЕНИЯ NO ЕГО ПРИМЕНЕНИЕ, А ТАКЖЕ СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2258030C2 |
| СПОСОБ УДАЛЕНИЯ ОКСИДОВ АЗОТА | 2003 |
|
RU2320400C2 |
| ЦЕОЛИТЫ, СОДЕРЖАЩИЕ ФОСФОР/СЕРУ-ПЕРЕХОДНЫЙ МЕТАЛЛ, ДЛЯ РАЗЛОЖЕНИЯ NO | 2011 |
|
RU2598902C2 |
Изобретение относится к области снижения содержания NOx и N2O в технологических и отходящих газах. Устройство включает, по меньшей мере, один распределенный на две реакционные зоны слой катализатора, содержащий один катализатор, который содержит один или несколько загруженных железом цеолитов, причем первая реакционная зона служит для деструкции N2O, а во второй реакционной зоне восстанавливается NOx, и между первой и второй зонами находится устройство для введения NH3-газа. Способ осуществляют в присутствии катализатора, содержащего по существу один или несколько загруженных железом цеолитов, где на первой стадии в первой реакционной зоне пропускают газ, содержащий N2O и NOx, через катализатор при температуре от 350 до 500°С для удаления N2O, и полученный газовый поток пропускают дополнительно через катализатор из железосодержащего цеолита на второй стадии во второй реакционной зоне, причем к газовому потоку перед его вводом во вторую реакционную зону добавляют NH3 в количестве, достаточном для восстановления NOx. Изобретение позволяет достичь высокие скорости конверсии N2O и NOx при простоте аппаратуры и низкой стоимости процесса. 2 н. и 15 з.п. ф-лы, 2 ил., 1 табл.
| US 4571329 А, 18.02.1986 | |||
| СПОСОБ ОЧИСТКИ ОТРАБОТАВШИХ ГАЗОВ | 1996 |
|
RU2108140C1 |
| RU 2075336 C1, 20.03.1997 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗАПАСОВ СТВОЛОВОЙ ДРЕВЕСИНЫ С ИСПОЛЬЗОВАНИЕМ ДАННЫХ ВОЗДУШНОЙ БЕСПИЛОТНОЙ СЪЕМКИ | 2021 |
|
RU2773144C1 |
| EP 0756891 A1, 05.02.1997 | |||
| US 3053613 A, 11.09.1962 | |||
| WO 9710042 A1, 20.03.1997. | |||

