Изобретение относится к области волоконной оптики и может быть использовано в волоконных линиях связи, а также в волоконных датчиках физических величин.
Известен способ изготовления одномодового световода с большим линейным двулучепреломлением, сохраняющего линейное состояние поляризации излучения типа "Панда" [1]. Вначале изготавливается исходная заготовка для световода, содержащая световедущую жилу, отражающую оболочку и внешнюю защитную кварцевую оболочку. Затем с двух диаметрально противоположных сторон вдоль боковой поверхности по всей длине исходной заготовки прорезаются два паза. После этого заготовку помещают внутрь опорной кварцевой трубы и сплавляют с ней на тепломеханическом станке изготовления заготовок (операция "жакетирования" заготовки). После "жакетирования" заготовки с двух диаметрально противоположных сторон от световедущей жилы за счет прорезанных ранее пазов внутри "жакетированной" заготовки образуются два сквозных отверстия, которые подвергаются предварительному травлению в плавиковой кислоте. Диаметр растравленных отверстий составляет ˜ 2-2,5 мм. После этого заготовку перетягивают на тепломеханическом станке в заготовку меньшего диаметра таким образом, что ее диаметр становится равным Dм (операция '"масштабирования" заготовки). Операция перетягивания заготовки позволяет получить улучшение круговой формы сквозных отверстий "жакетированной" заготовки и, кроме того, позволяет значительно улучшить качество внутренних поверхностей сквозных отверстий. После операции "масштабирования" заготовку подвергают повторному "жакетированию" второй кварцевой трубой, затем проводят повторное травление сквозных отверстий до необходимого размера. После травления в сквозные отверстия вставляют нагружающие стержни круговой формы, состоящие обычно из кварцевого стекла, легированного окисью бора. Из полученной таким образом заготовки вытягивают одномодовый световод типа "Панда", имеющий линейное двулучепреломление и сохраняющий линейное состояние поляризации оптического излучения. При согласовании световодов, вытянутых из разных заготовок, необходимо стремиться к тому, чтобы потери оптической мощности при таком согласовании были минимальными. Это имеет место тогда, когда диаметры модовых пятен совпадают по размерам.
Известен способ изготовления одномодового волоконного световода с линейным двулучепреломлением, сохраняющего линейное состояние поляризации излучения, с растягивающей световедущую жилу оболочкой эллиптической формы [2]. Световод изготавливается следующим образом. Вначале изготавливается исходная заготовка, содержащая световедущую жилу, отражающую оболочку, дополнительную оболочку, состоящую из материала, имеющего более низкую температуру плавления и коэффициент температурного расширения, значительно превышающий коэффициент температурного расширения остального материала световода, и внешнюю защитную кварцевую оболочку. Далее заготовка для световода, сохраняющего поляризацию излучения, изготавливается таким же образом, как это было описано выше, с той лишь разницей, что световод вытягивают из заготовки с полыми отверстиями. При заплавлении отверстий световода в процессе его вытяжки дополнительная легкоплавкая оболочка деформируется и приобретает эллиптическую форму.
Известен также способ изготовления одномодовых однополяризационных световодов с большим линейным двулучепреломлением типа "Панда" [3]. Вначале получают исходную заготовку, содержащую световедущую жилу, отражающую оболочку с пониженным показателем преломления относительно показателя преломления чистого кварцевого стекла и внешнюю защитную кварцевую оболочку, состоящую из чистого кварцевого стекла. Исходная заготовка, таким образом, имеет так называемый W-профиль распределения профиля показателя преломления. Далее изготовление световода типа "Панда" проводится в соответствии с последовательностью операций, описанной в [1]. В световодах с W-профилем распределения показателя преломления имеет место отсечка основной моды при определенной длине волны излучения. Однополяризационный режим работы W-световода с большим линейным двулучепреломлением наблюдается в спектральном окне конечной ширины. Положение этого спектрального окна определяется длинами волн отсечки основных мод световода, имеющих ортогональные состояния поляризации. Ширина же этого окна, главным образом, определяется величиной двулучепреломления, наведенного в световедущей жиле и отражающей оболочке, а также параметрами W-профиля распределения показателя преломления для обеих поляризационных мод. В однополяризационных световодах стабильность положения рабочего спектрального окна определяется стабильностью величин длин волн отсечки основных мод световода, имеющих ортогональные поляризации.
Таким образом, известный способ получения заготовок может использоваться как для получения заготовок для однополяризационных световодов, так и для световодов, сохраняющих поляризацию излучения. При получении заготовок необходимо добиваться определенного соотношения диаметров световедущих жил световодов и их внешнего диаметра.
Недостатком известного способа изготовления одномодовых волоконных световодов с большим линейным двулучепреломлением является то, что всегда имеется некоторый разброс параметров исходных заготовок по внешнему диаметру, по диаметру световедущей жилы, а также по профилю распределения показателя преломления в световедущей жиле. Поэтому вытянутый световод имеет разброс по диаметру световедущей жилы от образца к образцу, что, в свою очередь, приводит к разбросу по диаметру модового пятна в световодах, сохраняющих поляризацию излучения. Следствием этого является возникновение дополнительных потерь оптической мощности при сочленении световодов друг с другом. Разброс диаметров световедущих жил от образца к образцу в однополяризационных световодах приводит к смещению по спектру рабочего спектрального окна образцов однополяризационных световодов, что может привести к уменьшению коэффициента поляризационной экстинкции на рабочей длине волны при смещении окна в более длинноволновую область спектра либо к увеличению потерь канализируемой поляризационной моды на рабочей длине волны при смещении рабочего спектрального окна в коротковолновую область спектра.
Целью настоящего изобретения является уменьшение потерь оптической мощности в местах сочленения друг с другом световодов, сохраняющих линейное состояние поляризации оптического излучения. Другой целью настоящего изобретения является получение максимального коэффициента поляризационной экстинкции и минимальных потерь канализируемой поляризационной моды в однополяризационных световодах.
Указанная цель достигается тем, что после сплавления исходной заготовки с первой кварцевой трубой осуществляют травление сквозных отверстий до диаметра (1.5-2,0) мм, после чего перетягивают заготовку в заготовку меньшего диаметра Dм, причем диаметр диаметра Dм определяют из соотношения  , при этом
, при этом  где ρ0 - радиус световедущей жилы в световоде, вытянутом из исходной заготовки с заданным для световода с линейным двулучепреломлением диаметром, ρ - радиус световедущей жилы световода, который соответствует заданному значению размера пятна основной моды световода, b1 и b2 - параметры первой и второй кварцевых труб соответственно, используемых для сплавления, которые численно равны разности квадратов их внешнего и внутреннего диаметров.
где ρ0 - радиус световедущей жилы в световоде, вытянутом из исходной заготовки с заданным для световода с линейным двулучепреломлением диаметром, ρ - радиус световедущей жилы световода, который соответствует заданному значению размера пятна основной моды световода, b1 и b2 - параметры первой и второй кварцевых труб соответственно, используемых для сплавления, которые численно равны разности квадратов их внешнего и внутреннего диаметров.
Указанная цель достигается еще и тем, что до нарезания пазов перетягивают исходную заготовку в заготовку меньшего диаметра, причем диаметр  перетянутой исходной заготовки определяют из соотношения
перетянутой исходной заготовки определяют из соотношения  , где ρ0 - радиус световедущей жилы в световоде, вытянутом из исходной заготовки с заданным для световода с линейным двулучепреломлением диаметром, ρ - радиус световедущей жилы, который соответствует заданному значению размера пятна основной моды световода, b1 - параметр кварцевой трубы, используемой для сплавления, который численно равен разности квадратов ее внешнего и внутреннего диаметров. Уменьшение потерь оптической мощности в местах сочленения одномодовых световодов, сохраняющих поляризацию излучения, достигается за счет стабилизации диаметра пятна основной моды в различных образцах световодов. Для этого производятся необходимые измерения диаметров пятен при вытяжке из исходной заготовки нескольких образцов световодов с различными значениями диаметра жилы. Далее определяется диаметр жилы световода, при котором достигается необходимая величина диаметра пятна основной моды. Затем в расчетах для масштабирования диаметра заготовок используется измеренное значение диаметра жилы и в результате изготавливается световод, сохраняющий поляризацию излучения, имеющий необходимый размер световедущей жилы при заданном внешнем диаметре световода. Получение максимального коэффициента поляризационной экстинкции поляризационных мод и минимальных потерь канализируемой поляризационной моды в необходимом спектральном диапазоне также достигается за счет определения оптимального диаметра световедущей жилы, и далее за счет операции "масштабирования" заготовки этот размер световедущей жилы обеспечивается в однополяризационном световоде, несмотря на то, что исходные заготовки имеют разброс по внешнему диаметру, диаметру световедущей жилы и по форме профиля распределения показателя преломления в световедущей жиле. Таким образом, стабильный размер модового пятна основной моды в разных образцах световодов, сохраняющих поляризацию излучения и положение рабочего спектрального окна однополяризационного световода, достигается за счет операции "масштабирования" заготовок.
, где ρ0 - радиус световедущей жилы в световоде, вытянутом из исходной заготовки с заданным для световода с линейным двулучепреломлением диаметром, ρ - радиус световедущей жилы, который соответствует заданному значению размера пятна основной моды световода, b1 - параметр кварцевой трубы, используемой для сплавления, который численно равен разности квадратов ее внешнего и внутреннего диаметров. Уменьшение потерь оптической мощности в местах сочленения одномодовых световодов, сохраняющих поляризацию излучения, достигается за счет стабилизации диаметра пятна основной моды в различных образцах световодов. Для этого производятся необходимые измерения диаметров пятен при вытяжке из исходной заготовки нескольких образцов световодов с различными значениями диаметра жилы. Далее определяется диаметр жилы световода, при котором достигается необходимая величина диаметра пятна основной моды. Затем в расчетах для масштабирования диаметра заготовок используется измеренное значение диаметра жилы и в результате изготавливается световод, сохраняющий поляризацию излучения, имеющий необходимый размер световедущей жилы при заданном внешнем диаметре световода. Получение максимального коэффициента поляризационной экстинкции поляризационных мод и минимальных потерь канализируемой поляризационной моды в необходимом спектральном диапазоне также достигается за счет определения оптимального диаметра световедущей жилы, и далее за счет операции "масштабирования" заготовки этот размер световедущей жилы обеспечивается в однополяризационном световоде, несмотря на то, что исходные заготовки имеют разброс по внешнему диаметру, диаметру световедущей жилы и по форме профиля распределения показателя преломления в световедущей жиле. Таким образом, стабильный размер модового пятна основной моды в разных образцах световодов, сохраняющих поляризацию излучения и положение рабочего спектрального окна однополяризационного световода, достигается за счет операции "масштабирования" заготовок.
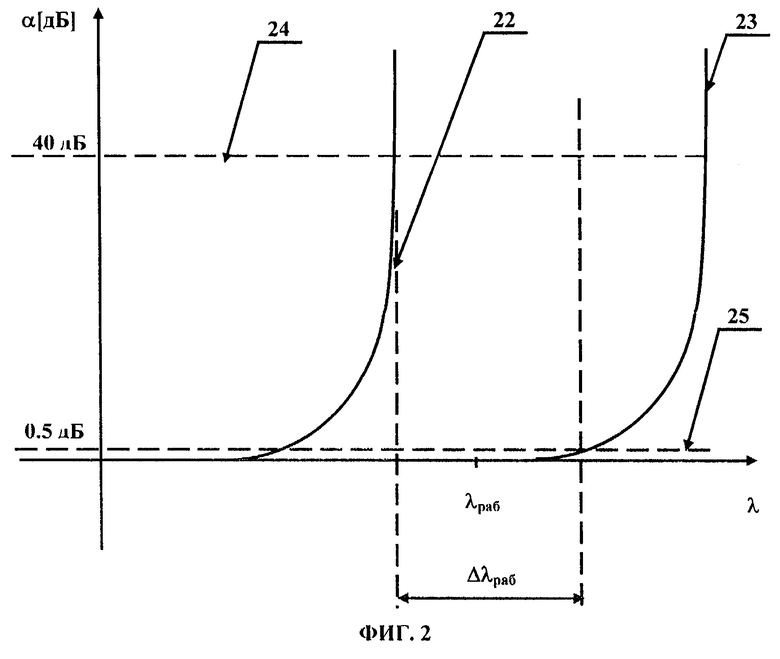
Сущность изобретения поясняется чертежами. На фиг.1 показан технологический процесс изготовления заготовок для световодов, сохраняющих поляризацию излучения и однополяризационных световодов, в которых обеспечивается необходимый диаметр световедущей жилы. На фиг.2 показан принцип определения рабочего спектрального окна однополяризационных световодов. На фиг.3 показан технологический процесс получения световодов, в которых обеспечивается необходимый диаметр световедущей жилы с использованием одного процесса "жакетирования" исходных заготовок.
Световод ″Панда", сохраняющий поляризацию излучения, изготавливается следующим образом. Вначале изготавливается, например, методом внутреннего парофазного осаждения (MCVD-метод) исходная заготовка 1, которая содержит световедущую жилу 2, отражающую оболочку 3 и внешнюю защитную кварцевую оболочку 4, образованную опорной трубой, используемой в MCVD-методе получения заготовок для световодов. Световедущая жила изготавливается из кварцевого стекла, легированного германием, а отражающая оболочка, имеющая показатель преломления, равный показателю преломления чистого кварцевого стекла (из которого состоит внешняя защитная оболочка), изготавливается из кварцевого стекла, легированного фосфором и фтором. Далее в заготовке с двух диаметрально противоположных сторон по обе стороны от световедущей жилы с помощью алмазного круга на шлифовальном станке прорезаются два полукруглых паза 5 с шириной и глубиной ˜ 0,8 мм. Затем заготовка помещается внутрь опорной кварцевой трубы 6, имеющей внешний диаметр  и внутренний диаметр
и внутренний диаметр  , после чего на тепломеханическом станке заготовка и опорная труба сплавляются друг с другом (операция "жакетирования"). В результате получается заготовка 7, содержащая два сквозных отверстия 8, образованные нарезанными ранее в заготовке полукруглыми пазами. После первого "жакетирования" исходной заготовки сквозные отверстия подвергаются травлению в плавиковой кислоте так, чтобы диаметр растравленных отверстий был равен (1,5-2) мм. В результате получаются заготовка 9, которая затем на тепломеханическом станке получения заготовок перетягивается в заготовку 10, имеющую меньший диаметр Dм (операция "масштабирования" заготовки), а также сквозные отверстия 11, имеющие практически круглую форму, которая достигается за счет сил поверхностного натяжения, возникающих при плавлении материала заготовки, имеющем место в процессе ее "масштабирования". Кроме того, внутренняя поверхность сквозных отверстий подвергается интенсивной огневой полировке при перетягивании заготовки. Таким образом, операция "масштабирования" заготовки значительно улучшает качество сквозных отверстий. После "масштабирования" заготовка помещается внутрь второй опорной кварцевой трубы 12, имеющей внешний диаметр
, после чего на тепломеханическом станке заготовка и опорная труба сплавляются друг с другом (операция "жакетирования"). В результате получается заготовка 7, содержащая два сквозных отверстия 8, образованные нарезанными ранее в заготовке полукруглыми пазами. После первого "жакетирования" исходной заготовки сквозные отверстия подвергаются травлению в плавиковой кислоте так, чтобы диаметр растравленных отверстий был равен (1,5-2) мм. В результате получаются заготовка 9, которая затем на тепломеханическом станке получения заготовок перетягивается в заготовку 10, имеющую меньший диаметр Dм (операция "масштабирования" заготовки), а также сквозные отверстия 11, имеющие практически круглую форму, которая достигается за счет сил поверхностного натяжения, возникающих при плавлении материала заготовки, имеющем место в процессе ее "масштабирования". Кроме того, внутренняя поверхность сквозных отверстий подвергается интенсивной огневой полировке при перетягивании заготовки. Таким образом, операция "масштабирования" заготовки значительно улучшает качество сквозных отверстий. После "масштабирования" заготовка помещается внутрь второй опорной кварцевой трубы 12, имеющей внешний диаметр  и внутренний диаметр
и внутренний диаметр  , после чего сплавляется с ней на тепломеханическом станке, то есть проводится повторная операция "жакетирования". В результате получается заготовка 13, содержащая два сквозных отверстия 14. После этого сквозные отверстия растравливаются в плавиковой кислоте до необходимого диаметра 15. Затем в растравленные отверстия вставляются нагружающие стержни 16 и из полученной таким образом заготовки вытягивается волоконный световод 17, содержащий световедущую жилу 18, отражающую оболочку 19, нагружающие стержни 20 и защитное полимерное покрытие 21. Нагружающие стержни также изготавливаются MCVD-методом и состоят из кварцевого стекла, легированного окисью бора и, при необходимости, окисью германия. Добавка в кварцевое стекло нагружающих стержней окиси бора позволяет в значительной степени изменить коэффициент теплового линейного расширения стекла, а добавка окиси германия, помимо еще большего изменения коэффициента теплового линейного расширения, позволяет скомпенсировать изменение показателя преломления кварцевого стекла, возникшее из-за добавления окиси бора. Из-за разности коэффициентов теплового расширения (КТР) материала нагружающих стержней и остального материала световода в поперечном сечении световода возникают регулярные механические напряжения, которые через фотоупругий эффект наводят в нем линейное двулучепреломление. При возбуждении световода линейно поляризованным излучением по одной из двух главных осей двулучепреломления световод канализирует это излучение без изменения состояния поляризации.
, после чего сплавляется с ней на тепломеханическом станке, то есть проводится повторная операция "жакетирования". В результате получается заготовка 13, содержащая два сквозных отверстия 14. После этого сквозные отверстия растравливаются в плавиковой кислоте до необходимого диаметра 15. Затем в растравленные отверстия вставляются нагружающие стержни 16 и из полученной таким образом заготовки вытягивается волоконный световод 17, содержащий световедущую жилу 18, отражающую оболочку 19, нагружающие стержни 20 и защитное полимерное покрытие 21. Нагружающие стержни также изготавливаются MCVD-методом и состоят из кварцевого стекла, легированного окисью бора и, при необходимости, окисью германия. Добавка в кварцевое стекло нагружающих стержней окиси бора позволяет в значительной степени изменить коэффициент теплового линейного расширения стекла, а добавка окиси германия, помимо еще большего изменения коэффициента теплового линейного расширения, позволяет скомпенсировать изменение показателя преломления кварцевого стекла, возникшее из-за добавления окиси бора. Из-за разности коэффициентов теплового расширения (КТР) материала нагружающих стержней и остального материала световода в поперечном сечении световода возникают регулярные механические напряжения, которые через фотоупругий эффект наводят в нем линейное двулучепреломление. При возбуждении световода линейно поляризованным излучением по одной из двух главных осей двулучепреломления световод канализирует это излучение без изменения состояния поляризации.
Известно, что при изготовлении исходных заготовок, например MCVD-методом, они имеют разброс по геометрическим параметрам, то есть по внешнему диаметру и диаметру световедущей жилы. Поэтому при неизменных геометрических параметрах кварцевых труб, использующихся для "жакетирования" (промышленность выпускает кварцевые трубы со стандартными геометрическими параметрами, то есть выпускается целый ряд труб, которые отличаются друг от друга внешним диаметром и толщиной стенки. Внешний диаметр и толщина стенки имеют дискретный набор размеров) и при "жакетировании" исходных заготовок кварцевыми трубами со стандартными размерами в световодах, имеющих стандартный внешний диаметр, наблюдается разброс размеров световедущих жил, если световоды вытягиваются из разных заготовок. Кроме того, при получении исходных заготовок на тепломеханическом станке и при вытяжке световода на установке вытяжки световодов наблюдается нестабильность профиля распределения показателя преломления в световедущей жиле световода. Нестабильность профиля распределения показателя преломления в световедущей жиле обусловлена, в основном, нестабильностью тепловых режимов схлопывания заготовок на тепломеханическом станке. В результате разные заготовки для световодов, сохраняющих поляризацию излучения, имеют разные диаметры световедущих жил, а также отличающиеся друг от друга профили распределения показателя преломления в световедущих жилах. Указанные факторы приводят, в конечном счете, к нестабильности диаметров пятен основных мод в световодах, вытянутых из различных заготовок, и, как следствие этого, при сварке таких световодов друг с другом возникают избыточные потери.
При изготовлении исходных заготовок с W-профилем распределения показателя преломления по поперечному сечению также наблюдаются нестабильность их геометрических параметров от заготовки к заготовке, а также нестабильность профиля распределения показателя преломления. При изготовлении заготовок "Панда" для однополяризационных световодов таким образом наблюдается некоторый разброс по диаметру световедущих жил и форме профиля распределения показателя преломления. Это приводит к смещению рабочего спектрального окна у образцов однополяризационных световодов "Панда", вытянутых из разных заготовок. Смещение рабочего спектрального окна по спектру излучения в длинноволновую или коротковолновую область приводит к возрастанию потерь канализируемой поляризационной моды или к уменьшению коэффициента поляризационной экстинкции соответственно.
Для определения диаметра "масштабирования" "отжакетированной" первой кварцевой трубой заготовки для световода, сохраняющего поляризацию излучения, проводится следующая предварительная процедура. Из исходной заготовки делается несколько оттяжек световода с различными диаметрами световедущих жил и, естественно, произвольными внешними диаметрами. После этого в каждом отрезке световода измеряется размер пятна его основной моды, а затем определяется размер ρ световедущей жилы, который соответствует заданному значению размера пятна основной моды световода. Затем полученный размер световедущей жилы пересчитывается в тот размер жилы, который имел бы световод, вытянутый из исходной заготовки с диаметром, равным заданному значению диаметра световода "Панда". Этот диаметр 2ρ0 световедущей жилы и используется в дальнейшем для расчета диаметра "масштабированной" заготовки. Диаметр "масштабированной" заготовки определяется из равенства:
где Dм - диаметр "масштабирования" заготовки, "отжакетированной" первой кварцевой трубой; b1 - параметр первой кварцевой трубы, используемой для "жакетирования" исходной заготовки; b2 - параметр второй кварцевой трубы, используемой для "жакетирования″ заготовки.
Параметры кварцевых труб b1 и b2 численно равны разности квадратов их внешнего и внутреннего диаметров труб.
Таким образом, величина диаметра масштабирования заготовки находится из соотношения:
Для определения диаметра "масштабирования" "отжакетированной" первой кварцевой трубой заготовки для однополяризационного световода проводится следующая предварительная процедура. Из исходной заготовки вытягивается несколько образцов световодов с различными внешними диаметрами, и, естественно, различными диаметрами световедущих жил. После этого для каждого образца производится измерение длины волны отсечки фундаментальной моды. Затем определяется диаметр световедущей жилы 2ρ, при котором достигается нужное значение длины волны отсечки фундаментальной моды. После этого полученный размер световедущей жилы пересчитывается в размер световедущей жилы 2ρ0, который имел бы световод, вытянутый из исходной заготовки с диаметром, равным заданному значению диаметра однополяризационного световода ″Панда". Этот рассчитанный диаметр световедущей жилы 2ρ0 затем используется для расчета диаметра "масштабирования" заготовки. Диаметр "масштабирования" заготовки определяется из соотношения, приведенного выше. На фиг.2 представлен принцип определения рабочего спектрального окна однополяризационного световода. Кривая 22 характеризует зависимость спектральных потерь подавляемой поляризационной моды (у-моды), кривая 23 - зависимость спектральных потерь канализируемой поляризационной моды (х-моды). Рабочее спектральное окно находится между нижней границей спектрального диапазона, которая определяется точкой пересечения спектральной кривой затухания у-моды и линией, определяющей, например 40-децибелльное затухание у-моды и верхней границей, находящейся в точке пересечения спектральной кривой затухания х-моды и линией 25, определяющей допустимый уровень потерь канализируемой поляризационной х-моды. Рабочая длина волны находится в середине рабочего спектрального окна однополяризационного световода. В случае нестабильности диаметра жилы световода рабочее спектральное окно перемещается либо в коротковолновую область, что приводит к росту потерь х-моды, либо в длинноволновую область, что, в свою очередь, приводит к уменьшению коэффициента поляризационной экстинкции однополяризационного световода. Таким образом, операция "масштабирования"' диаметра заготовки позволяет стабилизировать размер пятна поляризационных мод в световодах, сохраняющих поляризацию излучения, а также стабилизировать положение рабочего спектрального окна в однополяризационных световодах.
Двойное "жакетирование" заготовок для световодов возможно для заготовок, в которых рассчитанный параметр ρ0 удовлетворяет следующему условию:
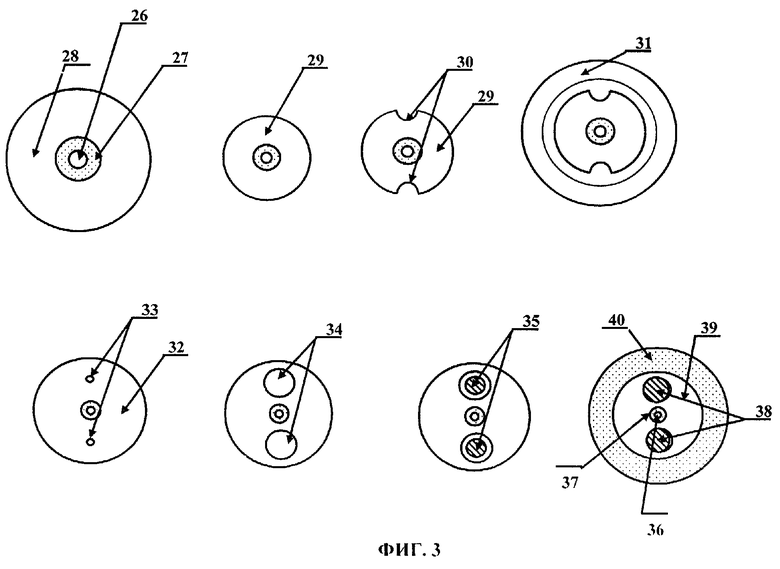
Для меньших значений ρ0 целесообразно применить технологию однократного "жакетирования". На фиг.3 показан технологический процесс изготовления заготовок световодов "Панда" с использованием одного процесса "жакетирования" заготовки. Вначале MCVD-методом изготавливается, например, исходная заготовка, содержащая световедущую жилу 26, отражающую оболочку 27 и внешнюю защитную кварцевую оболочку 28. Затем эта заготовка проходит операцию "масштабирования" диаметра, в результате чего получается заготовка 29. В "отмасштабированной" заготовке с двух диаметрально противоположных сторон нарезаются два паза 30 глубиной и шириной ˜ 0,8 мм, после чего заготовка помещается внутрь кварцевой трубы 31 и "жакетируется" ей путем сплавления на тепломеханическом станке. В результате получается заготовка 32, которая имеет два сквозных отверстия 33, образованных нарезанными в "отмасштабированной" по диаметру исходной заготовке пазами. После этого полученные два сквозных отверстия с помощью плавиковой кислоты HF растравливаются до необходимого диаметра 34. Для получения световода "Панда" в растравленные отверстия вставляются два нагружающих стержня 35. Из полученной таким образом заготовки на установке вытяжки вытягивается световод ''Панда", который содержит световедущую жилу 36, отражающую оболочку 37, нагружающие стержни круговой формы 38, внешнюю защитную кварцевую оболочку 39 и полимерное защитно-упрочняющее покрытие 40. При использовании однократного "жакетирования" заготовки для диаметра "масштабирования" заготовки можно написать следующее соотношение:
из которого следует расчетная формула для диаметра "масштабирования":
Из приведенного соотношения следует, что исходная заготовка должна иметь расчетный параметр ρ0, удовлетворяющий следующему соотношению:
Методом "масштабирования" диаметра либо исходной заготовки, либо исходной заготовки, "отжакетированной" первой кварцевой трубой, можно пользоваться для получения необходимого размера пятна основной моды и в изотропных световодах.
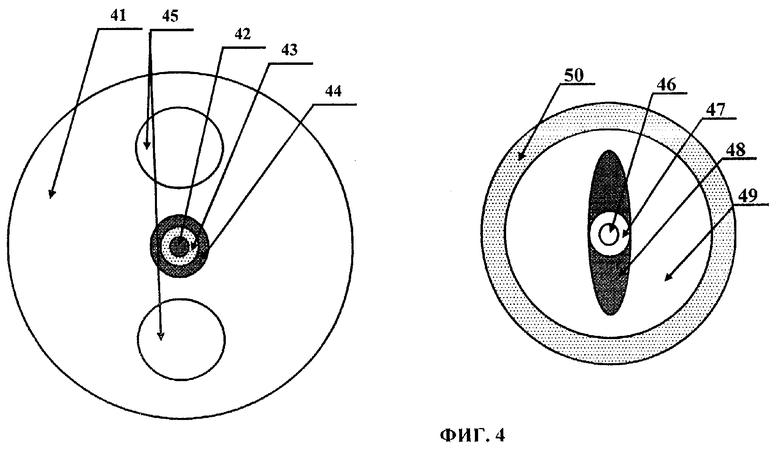
Описанным выше способом можно изготавливать световоды, сохраняющие линейное состояние поляризации излучения, и однополяризационные световоды, в которых в качестве нагружающей зоны используется нагружающая оболочка эллиптической формы [2]. На фиг.4 показаны поперечное сечение заготовки для такого световода и поперечное сечение световода с эллиптической нагружающей оболочкой. Заготовка 41 содержит световедущую жилу 42, отражающую оболочку 43, дополнительную оболочку 44 и отверстия 45. Отражающая оболочка состоит либо из материала с показателем преломления, равным показателю преломления чистого кварцевого стекла, в случае световодов, сохраняющих поляризацию излучения, либо из материала с пониженным показателем преломления по отношению к показателю преломления чистого кварцевого стекла, в случае однополяризационных световодов. Дополнительная оболочка обычно состоит из кварцевого стекла, легированного бором. Добавка бора снижает температуру плавления кварцевого стекла, а также значительно увеличивает коэффициент его линейного расширения. Заготовка вытягивается на установке вытяжки световодов с полыми отверстиями. В результате получается световод 46, показанный на фиг. 4, содержащий световедущую жилу 47, отражающую оболочку 48, нагружающую оболочку 49 эллиптической формы и полимерное защитно-упрочняющее покрытие 50. Легкоплавкая круглая дополнительная оболочка деформируется в эллипс при заплавлении отверстий в заготовке в процессе вытяжки из нее световода в печи установки вытяжки световодов.
Литература
1. A.M.Курбатов. "Способ получения одномодового волоконного световода". Патент РФ №2164698, заявка №98120798 от 20.11.1998 г.
2. А.М.Курбатов. "Способ получения одномодового волоконного световода, сохраняющего поляризацию излучения". Патент РФ №2155166, заявка №98111804 от 22.06.1998.
3. А.М.Курбатов. "Одномодовый волоконный световод для поляризационного модового фильтра". Патент РФ №2040493, заявка №4529325 от 09.04.1990 г. Дата регистрации в Государственном реестре изобретений 25.07.1995 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКОННЫЙ ОДНОМОДОВЫЙ ПОЛЯРИЗУЮЩИЙ СВЕТОВОД | 2003 |
|
RU2250481C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОМОДОВОГО ВОЛОКОННОГО СВЕТОВОДА, СОХРАНЯЮЩЕГО ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 2005 |
|
RU2301782C1 |
| ПОЛЯРИЗУЮЩИЙ ОДНОМОДОВЫЙ СВЕТОВОД | 2003 |
|
RU2250482C1 |
| ОДНОМОДОВЫЙ ОДНОПОЛЯРИЗАЦИОННЫЙ СВЕТОВОД | 2001 |
|
RU2223522C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОДНОМОДОВОГО ВОЛОКОННОГО СВЕТОВОДА, СОХРАНЯЮЩЕГО ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 1998 |
|
RU2155166C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОДНОМОДОВОГО ВОЛОКОННОГО СВЕТОВОДА | 1998 |
|
RU2164698C2 |
| РАДИАЦИОННО-СТОЙКИЙ СВЕТОВОД ДЛЯ ВОЛОКОННО-ОПТИЧЕСКОГО ГИРОСКОПА | 2010 |
|
RU2472188C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЯРИЗУЮЩЕГО W-СВЕТОВОДА С БОЛЬШИМ РАЗМЕРОМ ДИАМЕТРА ПЯТНА ФУНДАМЕНТАЛЬНОЙ МОДЫ | 2004 |
|
RU2269147C1 |
| ВОЛОКОННЫЙ ОДНОМОДОВЫЙ ПОЛЯРИЗУЮЩИЙ ИЛИ СОХРАНЯЮЩИЙ ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ СВЕТОВОД | 2010 |
|
RU2426159C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОВОДА ДЛЯ РАЗВЕТВИТЕЛЯ, СОХРАНЯЮЩЕГО ПОЛЯРИЗАЦИЮ ОПТИЧЕСКОГО ИЗЛУЧЕНИЯ | 2002 |
|
RU2213986C1 |
Изобретение относится к области волоконной оптики и может быть использовано в волоконных линиях связи и волоконных датчиках физических величин. Изготавливают исходную заготовку, содержащую световедущую жилу, отражающую оболочку и внешнюю защитную оболочку из чистого кварцевого стекла. Нарезают с двух диаметрально противоположных сторон два паза по всей длине заготовки. Сплавляют исходную заготовку с первой кварцевой трубой, осуществляют травление сквозных отверстий до диаметра 1,5-2,0 мм. Повторно перетягивают заготовку до диаметра DM, который определяют по определенной зависимости, повторно сплавляют перетянутую заготовку второй кварцевой трубой. Осуществляют травление сквозных отверстий в заготовке и вытягивают из нее световод. По второму варианту способа выполняют одну операцию сплавления заготовки с кварцевой трубой. Изобретение обеспечивает уменьшение потерь оптической мощности в местах сочленения друг с другом световодов, сохраняющих линейное состояние поляризации оптического излучения, получение максимального коэффициента поляризационной экстинкции и минимальных потерь канализируемой поляризационной моды в однополяризационных световодах. 2 н.п. ф-лы, 4 ил.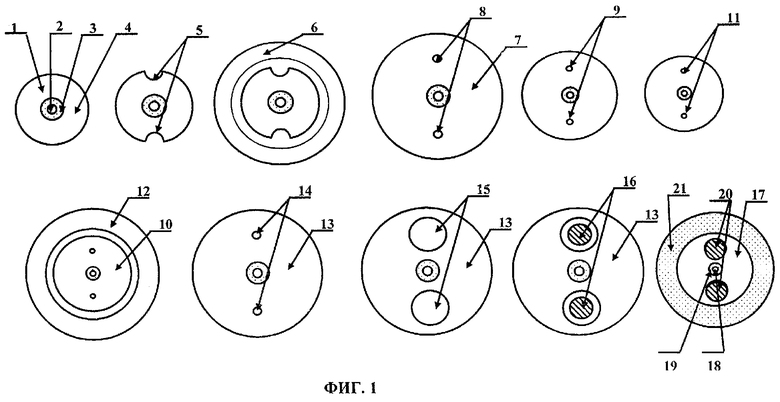
при этом  , где ρ0 - радиус световедущей жилы в световоде, вытянутом из исходной заготовки с заданным для световода с линейным двулучепреломлением диаметром, ρ - радиус световедущей жилы световода, который соответствует заданному значению размера пятна основной моды световода, b1 и b2 - параметры первой и второй кварцевых труб соответственно, используемых для сплавления, которые численно равны разности квадратов их внешнего и внутреннего диаметров.
, где ρ0 - радиус световедущей жилы в световоде, вытянутом из исходной заготовки с заданным для световода с линейным двулучепреломлением диаметром, ρ - радиус световедущей жилы световода, который соответствует заданному значению размера пятна основной моды световода, b1 и b2 - параметры первой и второй кварцевых труб соответственно, используемых для сплавления, которые численно равны разности квадратов их внешнего и внутреннего диаметров.
 перетянутой исходной заготовки определяют из соотношения
перетянутой исходной заготовки определяют из соотношения
где ρ0 - радиус световедущей жилы в световоде, вытянутом из исходной заготовки с заданным для световода с линейным двулучепреломлением диаметром, ρ - радиус световедущей жилы, который соответсвует заданному значению размера пятна основной моды световода, b1 - параметр кварцевой трубы, используемой для сплавления, который численно равен разности квадратов ее внешнего и внутреннего диаметров.
| ОДНОМОДОВЫЙ ВОЛОКОННЫЙ СВЕТОВОД ДЛЯ ПОЛЯРИЗАЦИОННОГО МОДОВОГО ФИЛЬТРА | 1990 |
|
RU2040493C1 |

