Изобретение относится к области волоконной оптики и может быть использовано в волоконных линиях связи при разработке мощных волоконных лазеров, а также при конструировании волоконных датчиков физических величин. В настоящее время очень бурными темпами развиваются разработки волоконных лазеров с большой выходной мощностью одномодового оптического излучения. Одной из проблем, с которой сталкиваются разработчики мощных волоконных лазеров, является доставка излучения к объекту. При использовании традиционных одномодовых световодов происходит ограничение доставляемой мощности из-за нелинейных эффектов, возникающих в материале световедущей жилы световода, которые являются следствием большой плотности мощности в ней. Указанную проблему можно решить с помощью использования в качестве световода доставки мощного оптического излучения от волоконного лазера одномодовых световодов с большим размером диаметра пятна канализируемой моды. Величина доставляемой мощности излучения увеличивается пропорционально увеличению размера диаметра пятна во второй квадратной степени канализируемой моды одномодового световода. Известны так называемые микроструктурные одномодовые световоды [1], которые имеют увеличенный размер канализируемой моды. Но так как эти световоды имеют внутри себя воздушные полости, то разработчики сталкиваются с серьезной проблемой при соединении их методом сварки с традиционными световодами и между собой, так как наличие воздушных полостей приводит к большим потерям мощности в местах соединения световодов. Известна другая конструкция одномодового световода, которая позволяет увеличить размер диаметра пятна канализируемой моды [2], по сравнению с традиционными одномодовыми световодами. Одномодовый световод содержит световедущую жилу, отражающую оболочку, внешнюю защитную оболочку и полимерное защитно-упрочняющее покрытие. Световедущая жила состоит из кварцевого стекла с легирующей добавкой, увеличивающей его показатель преломления, отражающая оболочка состоит из кварцевого стекла с легирующей добавкой, понижающей его показатель преломления, а внешняя защитная оболочка состоит из чистого кварцевого стекла. В результате световод в поперечном сечении имеет так называемый W-профиль распределения показателя преломления. Такие одномодовые световоды имеют размер диаметра пятна канализируемой моды, более чем в три раза превышающий соответствующий размер пятна традиционного одномодового световода. Таким образом, световоды с W-профилем распределения показателя преломления (W-световоды) потенциально могут увеличить доставляемую от волоконного лазера мощность одномодовых пучков более чем на порядок. Основным недостатком W-световодов с большими значениями MFD (диаметр пятна моды) является то, что их высшие моды, даже в режиме отсечки, канализируются почти без потерь на достаточно большие расстояния, что значительно ухудшает качество лазерного пучка. При распространении высших мод световедущей жилы вдоль оси световода они периодически обмениваются энергией с модами защитной оболочки, затухающими в защитно-упрочняющем покрытии. После каждого периода такого обмена в высшие моды световедущей жилы возвращается не вся мощность, а только та, которая осталась в модах защитной оболочки после их взаимодействия с защитно-упрочняющим покрытием. Таким образом, затухание мощности высших мод, канализируемых световедущей жилой, зависит от эффективности поглощения оболочечных мод световода полимерным защитно-упрочняющим покрытием световода. Чем интенсивнее идет поглощение энергии оболочечных мод защитно-упрочняющим покрытием, тем меньше мощность паразитных высших мод, канализируемых световедущей жилой W-световода, тем лучше качество пучка излучения волоконного лазера. Но использование полимерного защитно-упрочняющего покрытия в качестве поглотителя оболочечных мод в световодах доставки лазерного излучения большой мощности практически невозможно, так как оно выгорает из-за повышения температуры при поглощении энергии излучения оболочечных мод.
Известен способ изготовления одномодового световода, сохраняющего линейную поляризацию излучения [3]. На наружной поверхности исходной заготовки для одномодового световода нарезаются с двух диаметрально противоположных сторон два полукруглых паза одинаковой ширины и глубины, после чего заготовку помещают внутрь опорной кварцевой трубы и сплавляют с ней. В результате сплавления заготовки с трубой во вновь полученной заготовке образовались по всей ее длине два сквозных отверстия из-за нарезанных в исходной заготовке пазов. После этого сквозные отверстия подвергаются растравливанию в плавиковой кислоте, затем заготовка на тепломеханическом станке изготовления заготовок перетягивается в новую заготовку меньшего диаметра. Эта процедура используется для того, чтобы при расплавлении кварцевого стекла за счет действия сил поверхностного натяжения сквозные отверстия приобрели круговую форму. После этого отверстия вновь растравливаются до необходимого диаметра, затем в отверстия вставляют нагружающие стержни и из полученной таким образом заготовки вытягивается на установке вытяжки световод, сохраняющий линейное состояние поляризации излучения или поляризующий световод "Panda".
Целью настоящего изобретения является снижение уровня мощности высших мод, канализируемых световедущей жилой поляризующего или сохраняющего линейное состояние поляризации излучения W-световода с большим размером диаметра пятна фундаментальной моды.
Указанная цель достигается тем, что нарезают N пазов, где N - целое положительное число, геометрические центры которых находятся на одинаковом угловом расстоянии друг от друга при наблюдении из центра световедущей жилы, а кварцевые стержни состоят из материала с большим поглощением и/или рассеянием оптического излучения и имеющим показатель преломления, превышающий показатель преломления кварцевого стекла защитной оболочки исходной заготовки.
Указанная цель достигается еще и тем, что в любые два отверстия, геометрические центры которых находятся на одной прямой линии, проходящей через геометрический центр световедущей жилы, вставляют два стержня, изготовленных из кварцевого стекла с температурным коэффициентом линейного расширения, превышающим температурный коэффициент линейного расширения кварцевого стекла защитной оболочки исходной заготовки и опорной кварцевой трубы.
Указанная цель достигается еще и тем, что кварцевые стержни изготавливают из кварцевого стекла, имеющего отрицательную разность показателей преломления по сравнению с кварцевым стеклом защитной оболочки исходной заготовки, равную или большую, чем отрицательная разница показателей преломления между материалом отражающей оболочки и материалом внешней защитной оболочки исходной заготовки.
Указанная цель достигается еще и тем, что каждый из М раз, где М - целое положительное число, на внешней поверхности вновь перетянутой заготовки по всей ее длине нарезают пазы, после чего заготовку помещают внутрь опорной кварцевой трубы и сплавляют с ней, затем выполняют травление всех отверстий и перетягивают полученную заготовку в заготовку с диаметром  , где D1 - диаметр отверстий, образованных пазами после сплавления перетянутых заготовок с опорными кварцевыми трубами; D2 - диаметр всех отверстий после травления; D3 - диаметр заготовки после сплавления заготовок с вновь нарезанными пазами с опорными кварцевыми трубами.
, где D1 - диаметр отверстий, образованных пазами после сплавления перетянутых заготовок с опорными кварцевыми трубами; D2 - диаметр всех отверстий после травления; D3 - диаметр заготовки после сплавления заготовок с вновь нарезанными пазами с опорными кварцевыми трубами.
Указанная цель достигается еще и тем, что перетянутую заготовку после сплавления заготовки с нарезанными пазами с опорной кварцевой трубой помещают внутрь опорной кварцевой трубы и сплавляют с ней, причем материал второй кварцевой трубы имеет показатель преломления, превышающий показатель преломления материала предыдущей кварцевой трубы, использующейся для сплавления, и показатель преломления материала защитно-упрочняющего покрытия.
Указанная цель достигается еще и тем, что на участке световода удаляют защитно-упрочняющее покрытие и выполняют биконическую перетяжку световода, затем помещают ее в иммерсионный состав, имеющий равные температурный коэффициент линейного расширения и показатель преломления с температурным коэффициентом линейного расширения и показателем преломления материала внешнего слоя световода.
Снижение уровня мощности высших мод достигается за счет увеличения коэффициентов связи высших мод, канализируемых световедущей жилой с модами оболочки, которые захватываются и канализируются с большим поглощением кварцевыми стержнями и внешним волноведущим слоем, образованным последней кварцевой трубой, использующейся для сплавления с перетянутой заготовкой. За счет рассеяния в кварцевых стержнях оболочечные моды низкого порядка преобразуются в оболочечные моды более высокого порядка, которые имеют практически нулевые коэффициенты связи с высшими модами, канализируемые световедущей жилой, и поэтому происходит постоянная по длине световода перекачка их энергии через оболочечные моды низкого порядка в оболочечные моды более высокого порядка.
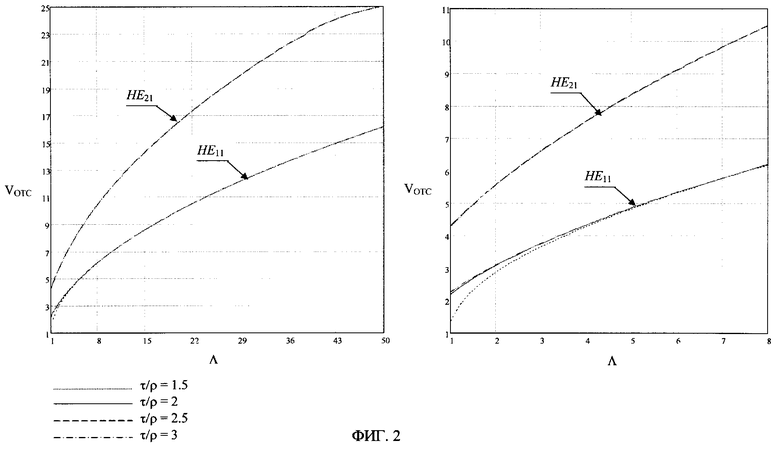
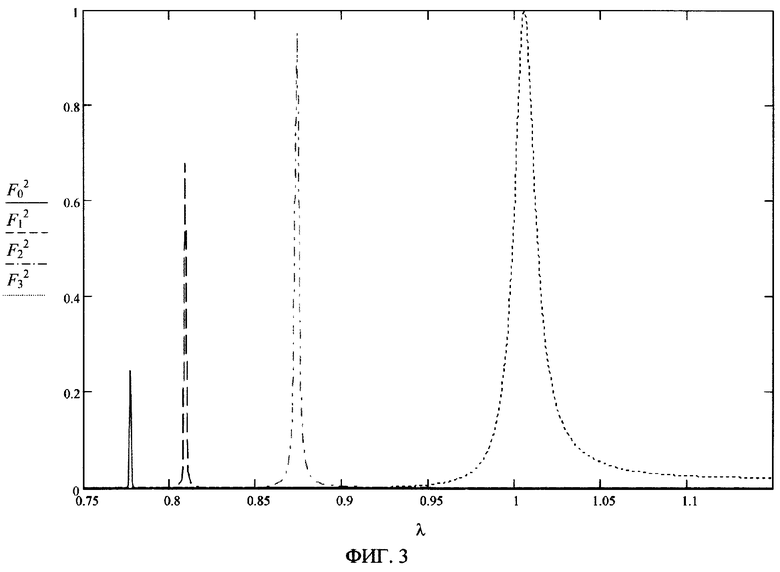
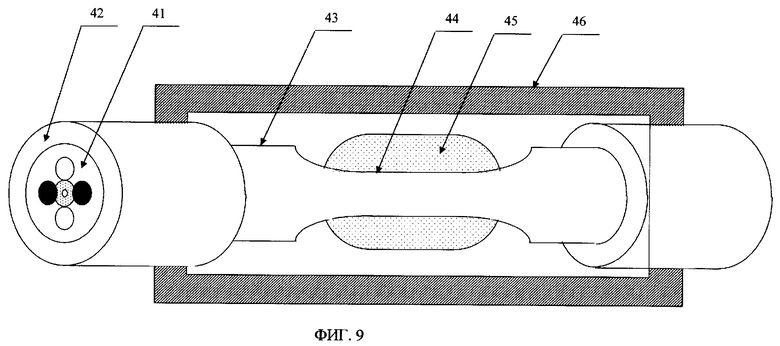
Сущность изобретения поясняется чертежами. На Фиг.1. показано поперечное сечение и профиль распределения показателя преломления в поперечном сечении W-световода. На Фиг.2 приведены семейства кривых, описывающие нормализованные частоты отсечки мод НЕ21 и НЕ11 при различных параметрах W-профиля показателя преломления. На Фиг.3 приведены графики, характеризующие эффективность обмена мощностью моды НЕ21 световедущей жилы с затухающими модами защитной оболочки. На Фиг.4 показан технологический процесс формирования заготовки W-световода с кварцевыми стержнями внутри заготовки. На Фиг.5 схематически показан технологический процесс получения заготовки W-световода, сохраняющего линейное состояние поляризации излучения. На Фиг.6 показано поперечное сечение и профили распределения показателя преломления в двух ортогональных направлениях по сечению W-световода с малыми изгибными потерями. На Фиг.7 показан принцип получения большого количества кварцевых стержней в поперечном сечении W-световода. На Фиг.8 показан профиль распределения показателя преломления в поперечном сечении заготовки W-световода с внешним кварцевым слоем, имеющего повышенный показатель преломления по сравнению с чистым кварцевым стеклом опорных кварцевых труб и материалом защитно-упрочняющего покрытия. На Фиг.9 показан общий вид биконической перетяжки отрезка W-световода, помещенного в специальный корпус и залитого иммерсионным составом.
Конструкция поперечного сечения одномодового W-световода показана на Фиг.1. Световод 1 содержит световедущую жилу 2, отражающую оболочку 3 и внешнюю защитную оболочку, состоящую из чистого кварцевого стекла 4. Световод имеет профиль распределения показателя преломления 5. Световедущая жила изготавливается из кварцевого стекла, легированного германием, и поэтому имеет положительную разность показателей преломления Δn по сравнению с чистым кварцевым стеклом внешней защитной оболочки. Отражающая оболочка изготавливается из кварцевого стекла, легированного фтором, и поэтому имеет отрицательную разность показателей преломления Δn по сравнению с чистым кварцевым стеклом внешней защитной оболочки. W-профиль распределения показателя преломления световода характеризуется в основном двумя параметрами: Λ=Δn-/Δn+ и χ=τ/ρ, где 2τ - диаметр отражающей оболочки, а 2ρ - диаметр световедущей жилы световода. Указанные выше параметры определяют длину волны отсечки фундаментальной моды W-световода и диаметр пятна фундаментальной моды в зависимости от диаметра жилы световода. Длину волны отсечки фундаментальной моды и первой высшей моды, а также диаметр пятна фундаментальной моды по уровню 1/е2 можно определить из следующих соотношений:


где
Здесь nж - показатель преломления световедущей жилы, nоб - показатель преломления отражающей оболочки, k - волновое число излучения в вакууме. На Фиг.2 приведены два семейства кривых, каждое из которых изображает зависимость величин  и
и  от параметра Λ (одно семейство соответствует величине , а второе - величине
от параметра Λ (одно семейство соответствует величине , а второе - величине  ). Каждое семейство кривых, в свою очередь, содержит кривые для нормализованной частоты отсечки соответствующей моды при четырех значениях параметра τ/ρ=1.5, 2, 2.5 и 3. Приведенные выше аппроксимационные соотношения для и соответствуют случаю τ/ρ=3. В случае моды HE21, как можно видеть из Фиг.2, близость защитной кварцевой оболочки не вносит заметных поправок в ее нормализованную частоту отсечки. В то же время, в случае моды НЕ11, приближенное выражение для , приведенное выше, имеет хорошую точность лишь для Λ>4. В световодах с большими MFD условия τ/ρ≥1.5 и Λ>4 выполняются практически всегда, поэтому мы можем пользоваться приведенными выше выражениями. Что касается формулы для диаметра моды НЕ11, то она верна с хорошей точностью, если, вообще говоря, длина волны излучения достаточно удалена от длины волны отсечки этой моды. Однако для световодов с большим MFD это выражение верно практически вплоть до длины волны отсечки моды НЕ11.
). Каждое семейство кривых, в свою очередь, содержит кривые для нормализованной частоты отсечки соответствующей моды при четырех значениях параметра τ/ρ=1.5, 2, 2.5 и 3. Приведенные выше аппроксимационные соотношения для и соответствуют случаю τ/ρ=3. В случае моды HE21, как можно видеть из Фиг.2, близость защитной кварцевой оболочки не вносит заметных поправок в ее нормализованную частоту отсечки. В то же время, в случае моды НЕ11, приближенное выражение для , приведенное выше, имеет хорошую точность лишь для Λ>4. В световодах с большими MFD условия τ/ρ≥1.5 и Λ>4 выполняются практически всегда, поэтому мы можем пользоваться приведенными выше выражениями. Что касается формулы для диаметра моды НЕ11, то она верна с хорошей точностью, если, вообще говоря, длина волны излучения достаточно удалена от длины волны отсечки этой моды. Однако для световодов с большим MFD это выражение верно практически вплоть до длины волны отсечки моды НЕ11.
Несмотря на наличие отсечки, эффективное поглощение высших мод происходит лишь при длинах волн излучения, значительно превышающих их математическую длину волны отсечки, определяемую приведенными выше соотношениями. Происходит это по следующей причине. Обмен мощностью моды НЕ21 световедущей жилы с модами оболочки описывается с помощью уравнений связанных мод, имеющих вид

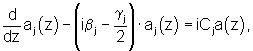
где a(z) и aj(z) - амплитуды моды НЕ21 световедущей жилы и j-й моды оболочки, β и βj - постоянные распространения этих же мод вдоль оси световода, γj - коэффициент затухания мощности j-й моды оболочки. Коэффициенты связи сj и Сj определяются с помощью соотношений:
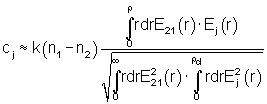
Здесь E21(r) - распределение амплитуды поля моды НЕ21, Ej(r) - для j-й моды оболочки.
Если рассматривать уравнения связанных мод в приближении двух взаимодействующих мод, можно ввести такое понятие, как часть мощности, которая периодически переходит из одной моды в другую. Эта величина для моды HE21 и j-й моды оболочки определяется как:
На Фиг.3 приведены графики, характеризующие величину  для j=0, 1, 2 и 3.
для j=0, 1, 2 и 3.
Параметры световодов следующие: Δn+=1·10-3, Δn-=-4·10-3, 2ρ=15.2 мкм, τ=2ρ, 2ρcl=125 мкм. Как видно из графиков, в каждом из случаев присутствует пик, соответствующий синхронизму моды HE21 с соответствующей модой оболочки. Чем выше порядок моды оболочки, тем шире пик. С дальнейшим ростом длины волны излучения соседние пики начинают существенно перекрываться, и, как следствие, затухание моды НЕ21 становится эффективным. Именно этим объясняется тот факт, что для эффективного подавления моды НЕ21 в режиме отсечки приходится существенно превышать длину волны отсечки этой моды.
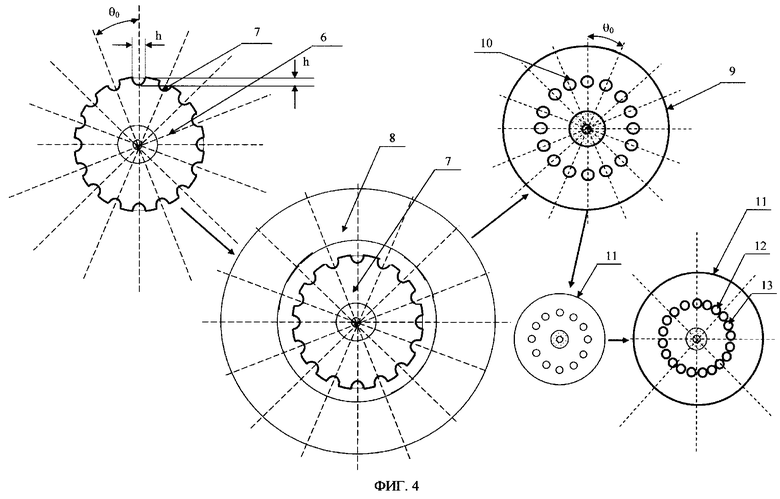
Уровень мощности высших мод, канализируемых световедущей жилой, можно значительно снизить, если защитно-упрочняющее покрытие световода имеет показатель преломления, близкий к показателю преломления внешней защитной оболочки W-световода, а также имеет большой коэффициент поглощения оптического излучения [4-5]. Близость показателя преломления защитно-упрочняющего покрытия к показателю преломления кварцевой оболочки необходима для эффективного проникновения мод оболочки в это покрытие, что повышает эффективность отвода ими энергии высших мод световедущей жилы. Длина отрезка световода, на котором происходит затухание высших мод, зависит от интенсивности поглощения энергии оболочечных мод защитно-упрочняющим покрытием. Обычно в качестве такого покрытия используется акрилатное полимерное покрытие типа "Desolite", которое обладает всеми необходимыми свойствами для использования его в качестве поглотителя оболочечных мод. Но использование его в световодах доставки мощных волоконных лазеров практически невозможно, так как из-за поглощения мощного излучения оболочечных мод происходит сильный нагрев полимерного покрытия и оно, в конце концов, выгорает. В световодах доставки мощного лазерного излучения приходится использовать, как правило, термостойкие покрытия с показателем преломления более низким, чем показатель преломления кварцевого стекла внешней защитной оболочки световода. В этом случае внешняя защитная оболочка становится волноведущей и поглощения оболочечных мод практически не происходит, что приводит к большому уровню мощности высших мод, канализируемых световедущей жилой, и качество пучка волоконного лазера становится неприемлемым. Оболочечные моды могут возбуждаться и за счет энергии фундаментальной моды при изгибах световода, которые неизбежны в процессе его эксплуатации, то есть необходимо обеспечивать поглощение энергии оболочечных мод по всей длине W-световода. С этой целью внутрь световода вводятся кварцевые стержни, поглощающие и/или рассеивающие излучение оболочечных мод. Световод изготавливается следующим образом. На внешней поверхности исходной заготовки W-световода 6 (Фиг.4) алмазным кругом нарезаются пазы 7 полукруглой формы, имеющие одинаковую ширину и глубину h, причем геометрические центры пазов располагаются друг относительно друга на одинаковом угловом расстоянии θ0 при наблюдении из центра световедущей жилы. Далее исходная заготовка помещается внутрь опорной кварцевой трубы 8 и сплавляется с ней, в результате получается заготовка 9, содержащая внутри себя воздушные отверстия 10. Кварцевая труба имеет показатель преломления, равный показателю преломления кварцевого стекла внешней защитной оболочки исходной заготовки. После этого внутренние поверхности воздушных отверстий подвергаются травлению в плавиковой кислоте приблизительно до диаметра 2 мм, после чего заготовка на тепломеханическом станке изготовления заготовок перетягивается в заготовку меньшего диаметра 11. Эти процедуры предварительного травления отверстий и перетягивания заготовки необходимы для того, чтобы воздушные отверстия при перетягивании заготовки не охлопывались и за счет сил поверхностного натяжения при расплавлении заготовки во время ее перетяжки приобретали круговую форму. После перетягивания заготовки воздушные отверстия растравливаются в плавиковой кислоте почти до касания друг с другом поверхностей соседних отверстий 12, после чего в отверстия вставляются кварцевые стержни 13. Кварцевые стержни имеют показатель преломления, превышающий показатель преломления чистого кварцевого стекла внешней защитной оболочки исходной заготовки W-световода. Для повышения показателя преломления кварцевого стекла могут использоваться легирующие добавки, такие, например, как германий или фосфор. Для рассеяния излучения оболочечных мод могут использоваться кварцевые стержни с большим содержанием воды или с легирующими добавками, способными поглощать излучение на рабочей длине волны, например для рабочей длины волны 1,06 мкм может использоваться добавка в кварцевое стекло иттербия. Заготовка со вставленными стержнями затем вытягивается в световод, в котором кварцевые стержни способны захватывать и канализировать энергию оболочечных мод, а также поглощать ее и/или рассеивать. Канализация излучения оболочечных мод и поглощение их энергии препятствует процессу подпитки энергии высших мод, канализируемых световедущей жилой, и поэтому их мощность в световедущей жиле снижается, что в свою очередь приводит к улучшению качества пучка волоконного лазера. Рассеяние в кварцевых стержнях энергии оболочечных мод приводит к тому, что их энергия уходит к оболочечным модам более высокого порядка, которые имеют очень малые коэффициенты связи с высшими модами, канализируемых световедущей жилой, что также приводит к уменьшению их энергии в ней по мере распространения по длине световода.
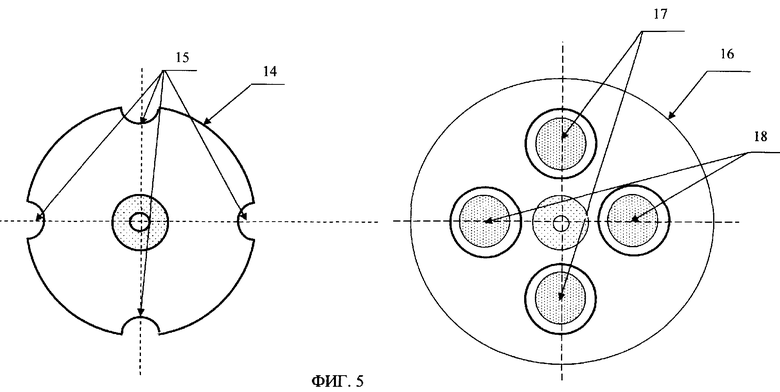
В настоящее время одним из требований, предъявляемых к одномодовым волоконным лазерам, является обеспечение линейно-поляризованного выходного излучения. Для решения этой задачи необходимо использование волокон доставки, сохраняющих линейное состояние поляризации излучения или канализирующих только одно состояние линейной поляризации излучения (поляризующие световоды). W-световод, сохраняющий поляризацию излучения, изготавливается следующим образом. В исходной заготовке 14 (Фиг.5) на внешней ее поверхности прорезается алмазным кругом, например, четыре паза 15. Далее эта заготовка, пройдя все описанные выше операции, приобретает вид 16 с четырьмя отверстиями. После чего в два отверстия, геометрические центры которых располагаются на одной прямой линии, проходящей через геометрический центр световедущей жилы, вставляются кварцевые стержни 17, состоящие из материала с коэффициентом температурного расширения, превышающим соответствующие коэффициенты остального материала заготовки световода и другой пары кварцевых стержней 18. В результате вытяжки световода из-за разности коэффициентов температурного расширения двух кварцевых стержней в световедущей жиле возникают регулярные механические напряжения. За счет фотоупругого эффекта в световедущей жиле и в отражающей оболочке наводится линейное двулучепреломление, благодаря которому световод приобретает свойство сохранять линейное состояние поляризации излучения, распространяющегося по световедущей жиле при возбуждении линейно-поляризованным излучением по одной из двух осей двулучепреломления. Наводимое линейное двулучепреломление в световедущей жиле и в отражающей оболочке W- световода приводит к расщеплению длин волн отсечки двух поляризационных фундаментальных мод, в результате в световоде существует спектральное окно, в котором канализируется только одна фундаментальная поляризационная мода [6]. Если рабочая длина волны излучения попадает в вышеуказанное спектральное окно, то W-световод становится поляризующим, то есть он способен канализировать только одну фундаментальную поляризационную моду, независимо от состояния поляризации излучения на входе световода.
Световоды доставки должны иметь малые изгибные потери. Величина изгибных потерь в W-световодах зависит от параметра τ/ρ, чем больше это отношение, тем меньше изгибные потери в световоде. С целью уменьшения изгибных потерь в заготовке 19 (Фиг.6) одну пару кварцевых стержней 20, геометрические центры которых располагаются на одной прямой линии, проходящей через центр световедущей жилы, изготавливают из кварцевого стекла с показателем преломления, равным или меньше показателя преломления кварцевого стекла отражающей оболочки W-световода. В результате, по оси х световод имеет профиль распределения показателя 21, с уровнями показателя преломления отражающей оболочки 22 и уровнями показателя преломления пары стержней 23. В результате в направлении оси х параметр W-световода τ/ρ резко возрастает, что положительно сказывается на изгибных потерях в световоде. В направлении оси у профиль распределения имеет вид 24, характеризующийся малым значением параметра  , за счет которого обеспечивается необходимая величина коэффициентов связи высших мод, канализируемых световедущей жилой, с модами оболочки достаточно высокого порядка. Таким образом, указанный выше профиль распределения показателя преломления обеспечивает уменьшенные изгибные потери световода при достаточно эффективной перекачке энергии высших мод, канализируемых световедущей жилой, в моды оболочки.
, за счет которого обеспечивается необходимая величина коэффициентов связи высших мод, канализируемых световедущей жилой, с модами оболочки достаточно высокого порядка. Таким образом, указанный выше профиль распределения показателя преломления обеспечивает уменьшенные изгибные потери световода при достаточно эффективной перекачке энергии высших мод, канализируемых световедущей жилой, в моды оболочки.
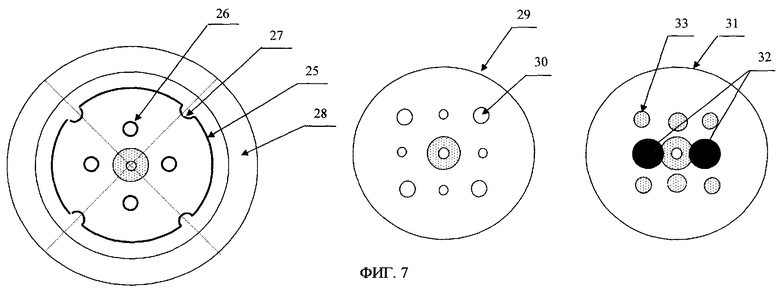
Для более эффективного отбора энергии высших мод, канализируемых световедущей жилой используется многократно повторяемая операция сплавления заготовки с предварительно нарезанными пазами с кварцевыми трубами. На Фиг.7 показана операция двукратного сплавления исходной заготовки с кварцевыми трубами. На внешней поверхности заготовки 25, имеющей внутри ранее сформированные воздушные отверстия 26, нарезаются по всей длине пазы полукруглой формы 27, после чего заготовка вставляется внутрь опорной кварцевой трубы 28 и сплавляется с ней. После сплавления заготовки с кварцевой трубой получается заготовка 29 с внутренними воздушными отверстиями 30, далее проделываются операции, описанные выше, после чего вытягивается W-световод 31 с кварцевыми стержнями 32, имеющими пониженный показатель преломления и состоящими из материала с отличным коэффициентом теплового линейного расширения соответствующего коэффициента остального материала световода. Другие кварцевые стержни 33 являются одновременно волноведущими, рассеивающими и поглощающими энергию оболочечных мод. По предлагаемой технологии могут изготавливаться и так называемые микроструктурные волокна [1]. В данном случае заготовка вытягивается без кварцевых стержней.
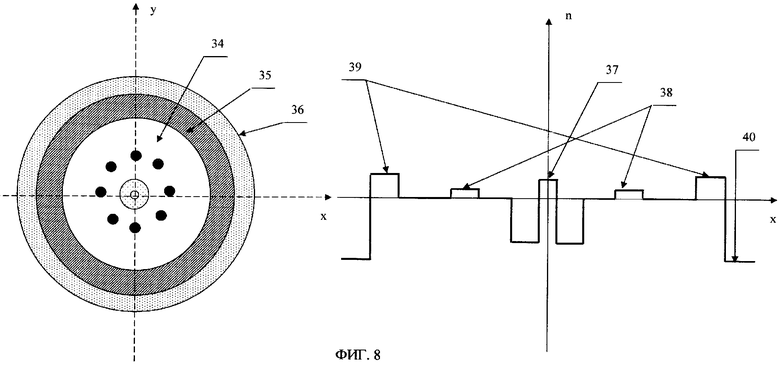
При использовании световодов в качестве волокон доставки в мощных одномодовых волоконных лазерах использование обычных полимерных защитно-упрочняющих покрытий типа "Desolite" в качестве поглотителя оболочечных мод практически невозможно из-за его выгорания при поглощении энергии оболочечных мод и особенно при поглощении оболочечных мод в поляризующем W-световоде, так их мощность может достигать больших величин. С этой точки зрения предпочтительно использование защитно-упрочняющих покрытий с пониженным относительно кварцевого стекла внешней защитной оболочки заготовки световода показателем преломления. В этом случае вся кварцевая нить световода является волноведущей и поглощения энергии оболочечных мод защитно-упрочняющим покрытием практически не происходит. Для увеличения эффекта поглощения энергии оболочечных мод заготовка 34 (Фиг.8) со сформированными внутри воздушными отверстиями вставляется внутрь опорной кварцевой трубы 35 и сплавляется с ней. Материал опорной кварцевой трубы имеет показатель преломления больше, чем показатель преломления кварцевого стекла внешней защитной оболочки заготовки и показатель преломления материала защитно-упрочняющего покрытия световода 36, например, покрытия типа "SIEL". Таким образом, профиль распределения показателя преломления 37 W-световода содержит дополнительные уровни 38, обусловленные показателем преломления кварцевых стержней, уровни 39, обусловленные показателем преломления материала опорной кварцевой трубы, и уровни 40, обусловленные показателем преломления материала защитно-упрочняющего покрытия. Кроме волноведущих свойств, внешний слой кварцевой нити световода, образованного опорной кварцевой трубой, должен обладать рассеивающими и поглощающими свойствами для более эффективного уменьшения энергии высших мод, канализируемых световедущей жилой W-световода.
Из приведенных выше соотношений следует, что существует достаточно широкое спектральное окно, в котором должен наблюдаться одномодовый режим работы W-световода. В этом окне высшие моды световедущей жилы периодически обмениваются энергией с затухающими модами оболочки, и именно этот обмен является принципиальным моментом в обеспечении одномодового режима. Но из-за недостаточной эффективности такого обмена энергией, присущего W-световодам с большими MFD, отвод энергии из высших мод, распространяющихся по световедущей жиле в режиме отсечки, также неэффективен. Поэтому на выходе световода, помимо излучения фундаментальной моды, присутствует также излучение мод более высокого порядка, что приводит к ухудшению параметра М2 луча волоконного лазера.
Для увеличения эффекта фильтрации оболочечных мод, особенно это актуально в поляризующих W-световодах, может использоваться специальное устройство, формируемое непосредственно на световоде. Устройство формируется следующим образом. На участке световода 41 (Фиг.9) снимают защитно-упрочняющее покрытие 42 и на оголенном участке световода 43 формируют биконическую перетяжку 44 на установке по изготовлению волоконных сплавных биконических разветвителей. Затем биконическую перетяжку помещают в иммерсионный состав 45. В качестве иммерсионного состава может использоваться какое-либо прозрачное полимерное соединение либо кварцевое стекло с температурой плавления значительно ниже, чем температура плавления материала световода. В этом случае биконическая перетяжка помещается в предварительно расплавленную стеклянную массу и выдерживается в ней до ее застывания в специальном корпусе 46. Используемая стеклянная масса должна иметь одинаковые как температурный коэффициент линейного расширения, так и показатель преломления по сравнению с температурным коэффициентом и показателем преломления материала световода. Одинаковость показателя преломления обеспечивает эффективный отвод мощности оболочечных мод в окружающее пространство, а близкие температурные коэффициенты линейного расширения стеклянной массы и материала световода позволяют обеспечить высокую надежность фильтра.
Литература.
1. J.С.Knight, Т.A.Birks, R.F.Cregan, P.St.J.Russell and J.-P. de Sandro, "Large mode area photonic crystal fibre", El.Lett., v.34, № 13, pp.1347-1348, 1998.
2. S.Kawakami, and S.Nishida, "Characteristics of a doubly clad optical fiber with a low-index inner cladding", IEEE J.Quant. Electronics, v.QE-10, № 12, pp.879-887, 1974.
3. А.М.Курбатов, "Способ получения одномодового волоконного световода", Патент РФ № 2164698 от 27.03.2001 г., заявка № 98120798, приоритет изобретения от 20.11.1998 г.
4. Р.L.Francois and С.Vassallo, "Finite cladding effects in W fibers: a new interpretation of leaky modes" Applied Optics, vol.22, № 19, 3109-3120, 1983.
5. J.A.Besley and J.D.Love, "Supennode analysis of fibre transmission", IEE Proc.-Optoelectron., vol.144, № 6, pp.411-419, 1997.
6. А.М.Курбатов, Р.А.Курбатов и др. "Одномодовый однополяризационный световод". Патент РФ № 2223522, заявка №2001119331, приоритет изобретения от 13.07.2001 г.
7. Т.A.Birks et al. "Endlessly single-mode photonic crystal fiber". Opt. Lett, 22, 961-963, 1997.

Способ заключается в изготовлении исходной заготовки с отражающей оболочкой, имеющей пониженный показатель преломления по сравнению с показателем преломления световедущей жилы и внешней защитной кварцевой оболочкой, нарезании N пазов на внешней поверхности заготовки по всей ее длине пазов с одинаковой шириной и глубиной, помещении этой заготовки внутрь опорной кварцевой трубы и сплавлении ее с ней, предварительном травлении отверстий, образованных пазами, вытягивании полученной заготовки в заготовку меньшего диаметра, повторном травлении отверстий, помещении в вытравленные отверстия кварцевых стержней и вытяжке из полученной заготовки световода с нанесением на него защитно-упрочняющего покрытия. Технический результат снижение уровня мощности высших мод, канализируемых световедущей жилой поляризующего W-световода с большим размером диаметра пятна фундаментальной моды. 5 з.п. ф-лы, 9 ил.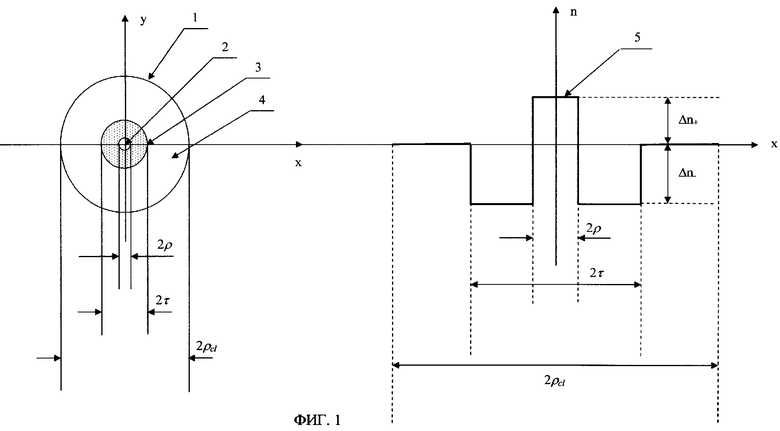
 , где D1 - диаметр отверстий, образованных пазами после сплавления перетянутых заготовок с опорными кварцевыми трубами; D2 - диаметр всех отверстий после травления; D3 - диаметр заготовки после сплавления заготовок с вновь нарезанными пазами с опорными кварцевыми трубами.
, где D1 - диаметр отверстий, образованных пазами после сплавления перетянутых заготовок с опорными кварцевыми трубами; D2 - диаметр всех отверстий после травления; D3 - диаметр заготовки после сплавления заготовок с вновь нарезанными пазами с опорными кварцевыми трубами.
| СПОСОБ ПОЛУЧЕНИЯ ОДНОМОДОВОГО ВОЛОКОННОГО СВЕТОВОДА | 1998 |
|
RU2164698C2 |

