Изобретение относится к области волоконной оптики и может быть использовано в волоконных линиях связи, а также при конструировании датчиков физических величин (волоконных датчиков давления, температуры, гироскопов и т. д.).
Известен способ получения одномодового волоконного световода, сохраняющего поляризацию излучения [1]. В известном способе в начале MCDV-методом изготавливается исходная цилиндрическая заготовка световода, содержащая круглую сердцевину, отражающую оболочку и внешнюю защитную кварцевую оболочку, образованную опорной кварцевой трубой. Затем с двух диаметрально противоположных сторон этой заготовки прорезают два паза полукруглой формы на глубину 1 - 2 мм, после чего заготовку помещают внутрь опорной кварцевой трубы и сплавляют их на тепломеханическом станке. После сплавления прорезанные пазы превращаются в два сквозных отверстия, которые проходят по всей длине вновь полученной заготовки. После того, эту заготовку помещают в травильный раствор с целью формирования полученных отверстий большего диаметра. Затем в растравленные отверстия вставляют два нагружающих стержня, состоящих из материала, обладающего температурным коэффициентом линейного расширения большим, чем соответствующий коэффициент кварцевого стекла, из которого состоят опорные трубы, используемые для изготовления заготовки. После этого, полученную таким образом заготовку, сплавляют на тепломеханическом станке с последующей вытяжкой световода на установке вытяжки световодов или сразу проводят вытяжку световода без предварительного сплавления на тепломеханическом станке.
Недостатком известного способа получения одномодового волоконного световода, сохраняющего поляризацию излучения является то, что стержни, вставляемые внутрь отверстий также, как правило, приходится изготавливать MCVD-методом, что приводит к значительному удорожанию световода. Другим недостатком известного метода является также и то, что при сплавлении или непосредственной вытяжке световода из заготовки вокруг нагружающих стержней могут образовываться воздушные пузырьки или даже целые воздушные полости из-за "вскипания" легкоплавких нагружающих стержней при их сплавлении с заготовкой или при их непосредственной вытяжке на установке вытяжки световодов. А так как для получения большого двулучепреломления в световоде стержни приходится располагать достаточно близко к световедущей жиле, то наличие воздушных пузырьков или полостей приводит как к возрастанию оптических потерь в световоде, так и к ухудшению свойств сохранять линейную поляризацию излучения, распространяющегося по световедущей жиле световода.
Целью настоящего изобретения является уменьшение трудоемкости изготовления световодов, а также улучшение их характеристик, выражающееся в уменьшении потерь излучения на распространение, а также уменьшение межмодовой поляризационной связи в световоде (улучшение свойства сохранять состояние поляризации излучения).
Указанная цель достигается тем, что:
1. Световедущая жила выполнена из материала с температурой плавления ниже температуры плавления кварцевого стекла, а отражающая оболочка - из материала с температурой плавления, равной температуре плавления кварцевого стекла.
2. При изготовлении исходной цилиндрической заготовки формируют дополнительную оболочку из материала с температурой плавления, меньшей по сравнению с температурой плавления кварцевого стекла и, обладающего температурным коэффициентом линейного расширения, превышающим температурный коэффициент линейного расширения кварцевого стекла.
3. При изготовлении исходной цилиндрической заготовки формируют дополнительную оболочку из материала с температурой плавления, близкой к температуре плавления кварцевого стекла, и показателем преломления ниже показателя преломления кварцевого стекла на 3 - 6•10-3, а отражающую оболочку формируют из материала с температурным коэффициентом линейного расширения, превышающим температурный коэффициент линейного расширения кварцевого стекла.
Уменьшение трудоемкости изготовления световода, то есть уменьшение его стоимости, достигается за счет исключения необходимости использования нагружающих стержней, которые имеют большую трудоемкость изготовления.
Уменьшение потерь оптической мощности в световодах и улучшение свойств по сохранению состояния поляризации излучения достигается за счет исключения образования в непосредственной близости от световедущей жилы воздушных пузырьков при сплавлении заготовок с нагружающими стержнями.
Улучшение свойств одномодовых световодов по сохранению состояния поляризации излучения согласно п. 3 формулы достигается еще и за счет тот, что дополнительная оболочка в исходной заготовке состоит из материала с пониженным показателем преломления и как следствие за счет этого в световоде возникает эффект повышенного затухания по мощности моды излучения нежелательной поляризации.
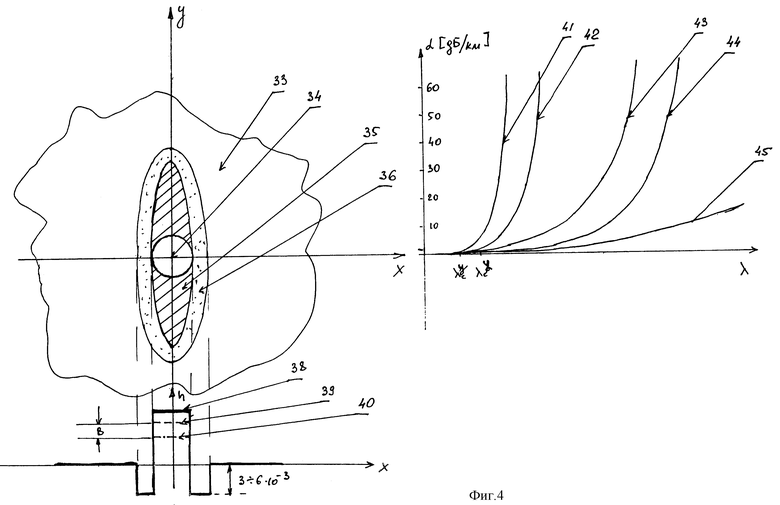
Сущность изобретения поясняется чертежами. На фиг. 1 показана последовательность технологических операций по формированию световода, имеющего световедущую жилу эллиптической формы. На фиг. 2 показана последовательность технологических операций по формированию одномодового световода с зоной создания в круглой световедущей жиле механических напряжений эллиптической формы. На фиг. 3 показана последовательность технологических операций по созданию в круглой световедущей жиле механических напряжений зоной эллиптической формы, окруженной с внешней стороны слоем дополнительной оболочки с пониженным показателем преломления. На фиг. 4 показан принцип возникновения повышенного затухания излучения нежелательной поляризации.
Свойство одномодового волоконного световода может быть достигнуто за счет формирования световедущей жилы в нем эллиптической формы. На фиг. 1 показана последовательность основных технологических операций по формированию световода с эллиптической световедущей жилой. Для этого в исходной цилиндрической заготовке 1, содержащей круглую световедущую жилу 2, отражающую оболочку 3, с двух противоположных сторон прорезают два полукруглых паза 4 шириной и глубиной ~1 - 2 мм, затем эту исходную заготовку с прорезанными пазами помещают внутрь опорной кварцевой трубы 5. После этого заготовку вместе с опорной кварцевой трубой подвергают сплавлению на тепломеханическом станке с помощью газовой горелки. После сплавления в заготовке по всей длине из-за наличия двух прорезанных в исходной заготовке пазов образуются два сквозных отверстия, которые затем подвергаются травлению в плавиковой кислоте (HF), в результате чего образуется новая заготовка 6 с отверстием 7. При изготовлении исходной цилиндрической заготовки методом внутреннего парафазного осаждения слоев легированного кварцевого стекла (MCVD - метод изготовления заготовок световодов) световедущая жила изготавливается из кварцевого стекла (SiO2) легированного германием (Ge2O3). Добавка германия в кварцевое стекло повышает показатель преломления кварцевого стекла, в результате чего световедущая жила приобретает способность канализировать оптическое излучение. Добавка германия к тому же и понижает температуру плавления материала световедущей жилы. Отражающая же оболочка в исходной цилиндрической заготовке в данном случае изготавливается из чистого кварцевого стекла (SiO2).
После вытяжки световода из заготовки с вытравленными отверстиями на установке вытяжки световодов, световод 8 содержит световедущую жилу 9, отражающую оболочку 10. С внешней стороны световод покрыт защитно-упрочняющим покрытием 11. При вытяжке световода из заготовки происходит заплавление сквозных отверстий, в результате чего в световоде происходит в процессе его вытяжки перераспределение материала, в основном в направлении, соединяющем центры сквозных отверстий, в данном конкретном случае и отражающая оболочка световода и световедущая жила приобретают за счет заплавления сквозных отверстии эллиптическую форму.
Величина двулучепреломления, определяющая способность сохранять состояние поляризации излучения в световодах с эллиптической световедущей жилой [2] пропорциональна величине:
B ~ Δ•ε,
где  - индекс разности показателей преломления;
- индекс разности показателей преломления;
Δn - разность показателей преломления между световедущей жилой и отражающей оболочкой;
n0 - показатель преломления плавленного кварца;
где a и b большая и малая оси эллипса световедущей жилы соответственно.
Величина ε выбирается обычно в пределах 0,4 - 0,8 и регулируется расстоянием центров сквозных отверстий от световедущей жилы и их диаметром. Температура плавления отражающей оболочки Тоб должна быть одинаковой с температурой плавления опорной кварцевой трубы Ттр и выше температуры плавления материала световедущей жилы (то есть Тоб = Тр и Тж < Тоб), в противном случае при деформации заготовки при заплавлении отверстий в процессе вытяжки световода световедущая жила остается круглой, а все деформации заготовки произойдут за счет отражающей оболочки.
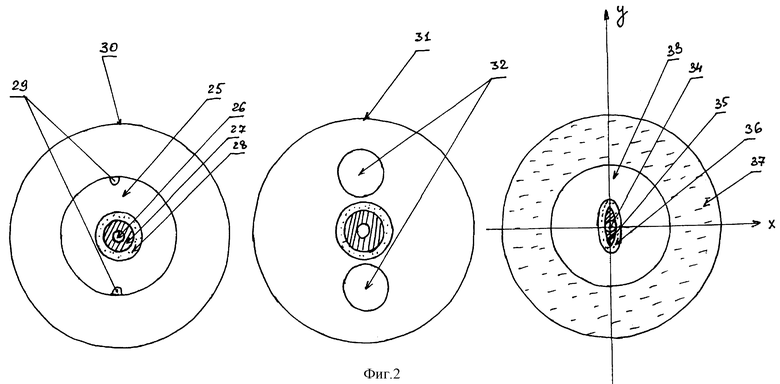
Двулучепреломление в световедущей жиле одномодового световода, обеспечивающее способность сохранять линейное состояние поляризации, может возникать и из-за регулярных механических напряжений [1, 3], специально создаваемых в световедущей жиле. На фиг. 2 показана последовательность технологических операции но формированию одномодового волоконною световода с круглой световедущей жилой, в которой созданы регулярные механические напряжения за счет эллиптической дополнительной оболочки, которая состоит из материала с температурным коэффициентом линейного расширения, значительно превышающим температурные коэффициенты линейного расширения кварцевого стекла и материалов световедущей жилы из отражающей оболочки [3]. Для формирования такого световода в исходной заготовке 12, имеющей световедущую жилу 13 и отражающую оболочку 14, формируют дополнительную оболочку 15. Основными требованиями к материалу дополнительной оболочки исходной заготовки являются температура плавления Тn об должна быть значительно меньше температуры плавления материалов кварцевою стекла и материалов световедущей жилы и отражающей оболочки; а температурный коэффициент линейного расширения материала дополнительной оболочки должен быть значительно больше температурных коэффициентов линейного расширения кварцевого стекла и материалов световедущей жилы и отражающей оболочки. В этом случае оба вышеперечисленных условия могут быть выполнены, если световедущая жила состоит из кварцевого стекла (SiO2), легированного германием (Ge2O3), отражающая оболочка состоит из кварцевого стекла (SiO2) или из кварцевого стекла (SiO2) с небольшой добавкой фосфора (P2O5) и фтора (F2). Дополнительная оболочка, в этом случае, может быть выполнена из кварцевого стекла, легированного бромидом бора (B2O3).
В исходной заготовке затем прорезаются с двух диаметрально противоположных сторон (фиг. 2) два полукруглых паза 16 шириной и глубиной ~1 - 2 мм, а затем заготовка помещается внутрь опорной кварцевой трубы 17 и сплавляется с ней на тепломеханическом станке изготовления заготовок световодов с помощью газовой горелки. После этого, два сквозных отверстия внутри вновь полученной заготовки 18 подвергаются травлению в плавиковой кислоте для получения отверстий 19 необходимого диаметра. Полученная таким образом заготовка, помещается в высокотемпературную печь установки вытяжки световодов и из нее вытягивается одномодовый световод 20, содержащий световедущую жилу 21, отражающую оболочку 22, дополнительную оболочку 23, теперь уже эллиптической формы. С внешней стороны световод защищен защитно-упрочняющим покрытием 24. При заплавлении вытравленных сквозных отверстий (схлопывании) в заготовке в процессе вытяжки из нее одномодового световода, происходит перераспределение материала в центральной части заготовки. Происходит это в основном за счет деформации формы дополнительной оболочки, так как она имеет температуру плавления ниже температуры плавления кварцевого стекла и температуры плавления материалов отражающей оболочки и световедущей жилы, поэтому световедущая жила и отражающая оболочка при схлопывании сквозных отверстии в световоде остаются круглыми, в то время как дополнительная оболочка приобретает эллиптическую форму. При выходе световода из зоны высоко температурной печи установки вытяжки световодов происходит затвердевание материала световода, но с различной скоростью. Вначале затвердевает эллиптическая дополнительная оболочка, затем практически одновременно световедущая жила и отражающая оболочка, а также внешняя защитная кварцевая оболочка, а так как эллиптическая дополнительная оболочка состоит из материала с температурным коэффициентом линейного расширения, превышающим температурный коэффициент линейного расширения кварцевого стекла, а также соответствующий коэффициент материала в отражающей оболочке и световедущей жилы, то в световедущей жиле за счет эллиптичности своей формы дополнительная оболочка создает мощные регулярные механические напряжения, то есть световедущая жила подвергается растягивающим усилиям вдоль большой оси эллипса дополнительной оболочки. За счет фотокругового эффекта в световедущей жиле наводится двулучепреломление. Величина двулучепреломления пропорциональна величине:
где Δα - разница температурных коэффициентов линейного расширения материалов с одной стороны дополнительной оболочки, а с другой стороны материалов кварцевого стекла, отражающей оболочки и световедущей жилы;
ΔT - разница температур в высокотемпературной печи установки вытяжки световодов и комнатной температурой;
a, b - соответственно большая и малая ось эллипса дополнительной оболочки.
Оси двулучепреломления в световедущей жиле в данном случае совпадают с большой и малой осями эллиптической формы дополнительной оболочки. При возбуждении световедущей жилы линейно-поляризованным излучением на одной из двух осей двулучепреломления одномодового волоконного световода, оно затем канализируется по нему без изменения состояния поляризации, таким образом, при наведении в световоде двулучепреломления, он приобретает способность сохранять линейное состояние поляризации канализируемого излучения. Вышеописанный световод имеет две собственные поляризационные моды x - моду и y - моду. X-мода - это мода излучения, имеющая линейную поляризацию и возбуждаемая по оси x световода (фиг. 3), а y-мода - это мода излучения, имеющая линейную поляризацию и возбуждаемая по оси y световода. Способность световода сохранять состояние поляризации излучения оценивается коэффициентом межмодовой поляризационной связи (h - параметром). Коэффициент межмодовой поляризационной связи или h-параметр, показывает какая доля мощности возбужденной, например x-моды, перекачивается из-за неидеальностей в y-моду на одном метре длины световода. Величина h-параметра, таким образом, показывает качество световода по способности сохранить состояние поляризации канализируемого излучения.
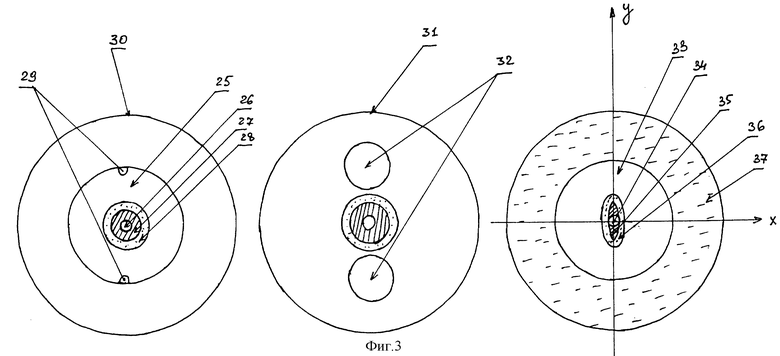
Качество световода по способности сохранять линейное состояние поляризации можно повысить, если обеспечить некоторое повышенное затухание, например, y-поляризационной моды, при ее возникновении и распространении по световоду. Избыточные потери y-поляризационной моды можно обеспечить, если световод изготавливать следующим образом (фиг. 3). Исходная заготовка 25, содержит световедущую жилу 26, отражающую оболочку 27 и дополнительную оболочку 28. Световедущая жила как и прежде может быть изготовлена из кварцевою стекла (SiО2) с добавлением окиси германия (Ge2O3). Отражающая оболочка должна изготавливаться из материала с температурным коэффициентом линейного расширения, значительно превышающим соответствующий коэффициент остального материала световода. Отражающая оболочка может быть изготовлена, например, из кварцевого стекла (SiO2), легированного (B2O3). Дополнительная оболочка должна изготавливаться из материала с температурой плавления, приблизительно равной температуре плавления кварцевого стекла с показателем преломления ниже 3 - 6•10-3, чем показатель преломления кварцевого стекла. Этих условий можно достичь, если дополнительную оболочку изготовить из кварцевого стекла (SiO2), легированного фтором (F2). Затем в исходной заготовке с двух взаимопротивоположных сторон прорезается два полукруглых паза 29, шириной и глубиной 1 - 2 мм, после чего заготовка помещается внутрь опорной кварцевой трубы 30 и сплавляется с ней на тепломеханическом станке изготовления заготовок MCDV-методом с помощью газовой горелки. После сплавления вновь полученная заготовка 31 подвергается травлению в плавиковой кислоте с целью растравливания сквозных отверстий до необходимого диаметра 32. Далее на установке вытяжки световодов из заготовки вытягивается одномодовый волоконный световод 33, содержащий отражающую оболочку 34 эллиптической формы, дополнительную оболочку 35 также эллиптической формы. Отражающая и дополнительная оболочка приобрели эллиптическую форму из-за схлопывания сквозных отверстий к заготовке. С внешней стороны световод защищен защитно-упрочняющим покрытием 37.
Отражающая оболочка из-за эллиптичности своей формы, а также и из-за того, что она состоит из материала с температурным коэффициентом линейного расширения, значительно превышающим соответствующие коэффициенты кварцевого стекла и материалов световедущей жилы и дополнительной оболочки, наводит в световедущей жиле двулучепреломление B. На фиг. 4 показан профиль распределения показателя преломления в поперечном сечении световода вдоль оси X. Кривая 39 характеризует профиль распределения показателя преломления вдоль оси X в случае отсутствия двулучепреломления в световедущей жиле. В случае же, когда в световедущей жиле наводится двулучепреломление B, то для x-поляризационной моды показатель преломления в световедущей жиле понижается до уровня 39, а для y-поляризационной моды он понижается до уровня 40. Разница уровней показателя преломления в световедущей жиле для x-поляризационной моды и y-поляризационной моды равна величине двулучепреломления B, наведенной в световедущей жиле оболочкой эллиптической формы. В силу того, что собственные поляризационные моды одномодового волоконного световода имеют различное значение разностей показателей преломления между световедущей жилой и отражающей оболочкой (роль отражающей оболочки в направлении оси X играет уже дополнительная оболочка), то собственные поляризационные моды в световоде при одном и том же диаметре световода имеют различные длины волн отсечки, то есть длина волны отсечки для x-поляризационной моды λ
Литература
1. А. М. Курбатов и др. Патент РФ N 2043313 "Способ получения одномодового волоконного световода".
2. T. Kurnagai, H.Kajioka et all "Development of open-loop fiber optic gyroscopes for industrial and consumer use", SPIE vol. 1795 Fiber Optic and Laser Sensors X (1992), p.p. 74-86.
3. Takuma Y et afl, OFS-88. New Orleans, 1988, p. 476.
Изобретение относится к области волоконной оптики и может быть использовано в волоконных линиях связи, а также при конструировании датчиков физических величин (волоконных датчиков давления, температуры, гироскопов и т. д.). Техническая задача - уменьшение трудоемкости изготовления световодов, а также улучшение их характеристик, выражающееся в уменьшении потерь излучения на распространение, а также уменьшение межмодовой поляризационной связи в световоде (улучшение свойства сохранять состояние поляризации излучения). Исходную цилиндрическую заготовку световода изготавливают из отражающей оболочки из материала с температурой плавления, равной температуре плавления кварцевого стекла, и световедущей жилы из материала с температурой плавления ниже температуры плавления кварцевого стекла. При вытяжке световода из полученной заготовки с отверстиями после травления оставляют отверстия полыми. 2 з.п. ф-лы, 4 ил.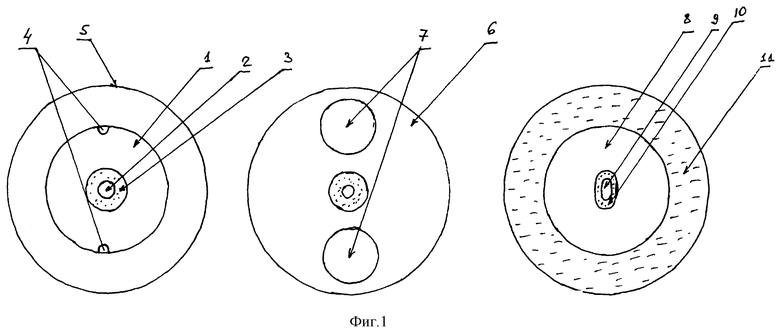
| СПОСОБ ПОЛУЧЕНИЯ ОДНОМОДОВОГО ВОЛОКОННОГО СВЕТОВОДА | 1986 |
|
RU2043313C1 |
| Итоги науки и техники | |||
| Серия: Технология силикатных и тугоплавких неметаллических материалов, т.2 | |||
| - М., 1989, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ОДНОМОДОВЫЙ ВОЛОКОННЫЙ СВЕТОВОД ДЛЯ ПОЛЯРИЗАЦИОННОГО МОДОВОГО ФИЛЬТРА | 1990 |
|
RU2040493C1 |
| RU 2062257 C1, 20.06.1996. | |||

